Before performing any welding on parts, it is necessary to properly process them and give the edges the desired shape. This procedure is usually called "cutting". In this article we will try to tell you everything about cutting pipes for welding and more.
- How to clean pipe ends
- Preparing the product before cutting the edge
- Forms of edge preparation for manual arc welding V-shaped
- U-shaped
- X-shaped
- K-shape
Often, cutting is performed on workpieces of greater than average thickness. What is it for:
- To make it convenient for the craftsman to reach the seam area with his tools;
- Perform high-quality welding throughout the entire thickness of the parts being welded.
When the operation of cutting the edges of pipes for welding is performed, the seam area automatically increases, and, consequently, the amount of raw materials consumed. The lowest consumption of materials is obtained when cutting is not carried out at all. Weld parts without preparation. If the thickness of the workpiece is small, then flanging is performed.
Cleaning pipe ends before preparation
Before you begin preparing the pipes, it is imperative to clean the ends. Usually performed in 2 stages:
- Mechanical cleaning is the first stage, which removes dirt, corrosion and all kinds of contaminants. This type of cleaning is carried out using wire brush attachments or abrasive wheels of various shapes and grain sizes. Small elements can be cleaned manually, but for large ones, angle grinders, or in other words “grinders,” are already used.
- Chemical cleaning is the second stage, which is used to degrease the seam area and remove remaining contaminants from it that cannot be mechanically cleaned. Solvents are used for it.
If you do not clean the parts before welding, then all the dirt remaining in the seam area will significantly reduce the life of the parts : the strength and service life will be in question.
Upon completion of metal cleaning, they proceed directly to cutting pipes for welding. It is performed to free up space for the tool for further work, that is, the joining geometry on one or even both sides increases. This procedure is important when the walls of the structure with which the master is working are thick, where it is necessary to boil several times. The main task of cutting pipe edges for welding is to ensure complete and deep welding along the length of the seam.
Correct and careful preparation of the workpiece is the key to quality, because this reduces the risk of defects, does not create voids and does not disrupt the uniformity of the material in the weld area.
The meaning of the parts to be welded
The welded parts play an important role in obtaining a high-quality and durable connection. The main significance here is the heterogeneity of the thickness of the various structural elements to be combined and the roughness of the surfaces that are processed before welding.
This state standard reveals the following aspects that need to be taken into account when manufacturing the product:
- When making tees from steel pipes, you should use the seams and types of connections specified for branches with pipes, and in the case of assembling crosses, transitions with pipes, the corresponding assemblies of pipe with pipe or pipe with flange.
- If the thickness is different, but does not exceed the difference values (see Table 1), welding is allowed in the same way as for elements of the same thickness. Nevertheless, the dimensions of the seam and the types of edges must be selected according to the thickness of the larger part. To ensure a smooth transition from one element to another, the seam surface may be positioned at an angle.
- If the difference in the wall thickness of the pipes being connected exceeds the values given in Table 1, then the part with a greater thickness must be beveled so that it matches the thickness of the thinner part. The dimensions of the weld must be selected according to the part with a smaller thickness.
- The roughness of the surfaces to be processed is Rz up to 80 microns.
- Shims and couplings used when making a weld must be made of the same steel as the parts being welded. If the elements are made of carbon metal, then it is possible to make them from steel 20 or 10.
- When performing inspection using radiography, the gap between the pipe being welded and the remaining lining is determined - it should not be more than 0.2 mm. If the connection is not subject to radiographic testing, the gap does not exceed 0.5 mm. Local clearances of up to 0.5 mm and up to 1 mm, respectively, are allowed for the designated connections.
- When welding pipes, a meltable insert is used; the gap between it and the inner or side edge of the pipe should not exceed 0.5 mm.
We recommend reading How to weld heating pipes using electric welding
Table 1
| Thickness of thin part | Thickness difference |
| Until 3 | 1 |
| From 3 to 7 | 2 |
| From 7 to 10 | 3 |
| From 10 | 4 |
Careful preparation of parts before welding and establishing their compliance with the technical conditions of this GOST will make it possible to produce a welded joint of proper quality.
How to prepare a product before cutting an edge for welding
Preparatory work can be divided into several types:
- Manual > - this method of straightening is used to attach slabs using a hammer.
- Mechanical - this type of preparation is used to eliminate folds, unevenness and warping (distortion of shape) by rolling on the right rollers.
- Marking - used during repairs, to correct curved seams when it is necessary to drill holes.
- Thermal – used to increase elasticity and regulate the internal structure of the metal, for which metal products are heated in advance.
It is also important to prepare the edge itself. Preparation varies:
- With cutting: one side is chamfered, and, if necessary, the other, often from both products. Or they do an angular bevel.
- There is no cutting: to do this, you need to thoroughly clean the surface and lay it at the required distance.
- Beading: Pointed sides are smoothed out.
When the entire range of preparation work has been completed, they proceed directly to cutting the edges of the pipes before welding. It is possible to distinguish one-sided cutting of pipes for welding and double-sided (since bevels of more complex shapes must be welded on both the front and back sides of the part).
Forms of edge preparation for manual arc welding
Let's consider different types of bevels of the edges of workpieces. Each form is used when working with specific parts and for individual indications for a welded joint and differs in thickness, metal properties and welding method.
V-shaped
A fairly common type of cutting a pipe edge for welding is a straight bevel on one side. This cutting is used when working with metal in the form of sheets with a thickness of 3 to 26 mm and implies a symmetrical bevel of the edge of either 1 or 2 parts. Welding edge angle:
- One-sided - 50 degrees;
- double-sided – 60.
U-shaped
Cutting is not for beginners - it is a rather complex form. The edges of the workpiece must be cut either on one or both sides. This curved bevel is used when welding metal with a thickness of 20 - 60 mm and is considered economical in consumable materials, namely electrodes. Also a bonus is the fast penetration of the seam. The result is a perfect roller.
X-shaped
A straight bevel of two edges on both sides is similar to a V-shaped cut, but only the seam is welded throughout its entire depth. The resulting seam can work under heavy loads. The workpiece should be 12 - 60 millimeters thick, and the angle of cutting the edge for welding should be 60 degrees (in some cases - 45).
K-shape
Double-sided bevel of 2 edges, which practically repeats the X-shaped one, but the procedure is carried out with only one workpiece.
So, to summarize:
- Single-sided bevelling is used for fillet and butt welds (V or U);
- Double-sided is used for butt seams when the product is welded over the entire surface (X or K-shaped).
The angle of cutting the edge for welding is selected depending on the welding tool:
- Electric arc welding - within 30 - 35 degrees;
- For gas welding equipment, it is recommended to use an inclination angle of 45 degrees.
It is important that the bevels do not end with sharp edges, because... There may be a risk of lack of penetration in some individual places. And at the ends of the edge (approximately 2-3 mm) it is necessary to form a blunting.
APPENDIX 2
Recommended
mm
| Fillet weld leg for the ratio of the tensile strength of the weld metal to the tensile strength of the base metal | ||||
| 1,0 | 1,1 | 1,2 | 1,3 | 1,4 |
| 4 | 4 | 4 | 3 | 3 |
| 5 | 5 | 4 | 4 | 4 |
| 6 | 6 | 5 | 5 | 4 |
| 7 | 7 | 6 | 6 | 5 |
| 8 | 7 | 7 | 6 | 6 |
| 9 | 8 | 8 | 7 | 7 |
| 10 | 9 | 9 | 8 | 7 |
| 11 | 10 | 9 | 9 | 8 |
| 12 | 11 | 10 | 9 | 9 |
| 13 | 12 | 11 | 10 | 9 |
| 14 | 13 | 12 | 11 | 10 |
| 15 | 14 | 13 | 12 | 11 |
| 16 | 15 | 14 | 13 | 12 |
| 17 | 16 | 14 | 13 | 12 |
| 18 | 17 | 15 | 14 | 13 |
| 19 | 17 | 16 | 15 | 14 |
| 20 | 18 | 17 | 16 | 14 |
Methods for processing edges for welding
There are several ways to process the edge of a part:
- Manual - for this, tools such as a chisel, sandpaper or file are used;
- Mechanical - they differ in the type of equipment used: 1) using a lathe or boring machine, the part is turned on an axis that rotates; 2) other workpieces are processed on milling, grinding, planing and other machines; 3) milling or universal machines are used to process curved edges.
- Thermal – 1) using a gas cutter, which turns into manual welding; 2) plasmatron - one of the most accurate processing.
Cutting edges for GOST welding
The preparation of elements for welding can vary and depend on the type of connection and the thickness of the metal, ordered by the GOST system.
Cutting pipe edges for welding - GOST 16037-80, and is also suitable for connections made of materials such as steel. It is worth considering the specifics of the elements being connected and the type of connections:
- Properties of pipe structures;
- Dimensions, i.e. pipe thickness and diameter;
- Compound.
All conditions specified in the interstate standard for cutting pipes for welding 16037-80 must be observed to perform high-quality welding.
It is important to properly clean and degrease the surface of the edges of the pipes that will be welded.
Before electric arc welding using gases, the edge of the part is processed manually, thermally or mechanically. For laser, it is necessary to thoroughly clean the metal, etching the edges of further seams, washing and drying them.
Sharp edges on the bevels of the workpiece must be rounded, otherwise this may lead to burning or poor welding of the seam.
Connection symbols
The standard describes three types of pipeline welded joints:
- butt, designated by the letter C
- corner, letter U
- overlap, designated by the letter N.
Within each type, the current standard details many subtypes depending on:
- type of weld;
- number of welding sides;
- lining configurations;
- its removability;
- without bevel, with bevel of one or two edges;
- edge section shapes
- suture material cross-sectional shapes
- welding method;
- wall thickness;
- pipe diameter.
Example of type C13 designation.
The symbol, in addition to the type, includes a sign of closed line, welding method, leg parameters and auxiliary symbols . In accordance with GOST 16037 80, argon, submerged arc and gas welding is used. Work in an atmosphere of protective gases can be performed with either a fusible or non-fusible electrode. Typically pipes are made of carbon steel. Stainless alloys are used for work in aggressive environments. Alloys of non-ferrous metals are used less frequently.
Cutting pipes for welding: stages
It was already said earlier that cutting pipes for welding should be regulated by GOST, and we have already determined that the type of pipe connection can be:
- butt;
- at an angle;
- overlap if the diameter of the pipe/pipe is changed or a flange is welded to it.
Before performing welding procedures, preparatory measures are carried out, for pipes this is mechanical cleaning , which removes contaminants, then chemical treatment and, directly, the cutting of pipes for welding .
Edge cutting is done by mechanical processing. To install pipes, use equipment designed for this purpose. Angle grinders can be used.
Cutting the edges of pipes for welding is carried out only if the pipe thickness is more than 4 mm. Bevel is performed at a 45 degree angle on one or two edges.
Joints on pipes can be divided into rotary and non-rotary. But the GOST recommendations indicate the use of rotary joints , since their welding is more convenient in the lower position, and cutting occurs along the entire length of the joint.
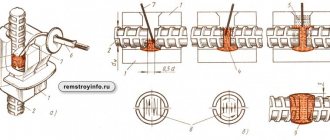
Before you start submerged arc welding, you need to grab the ends of the pipes:
- 4 tacks for pipes with a diameter of less than 300 mm;
- every 200-300mm tack, if the diameter is over 300mm.
In the case when the thickness of the pipeline wall is more than 12 mm inclusive, welding should be carried out in 3 stages. At the first, a roller is formed with an elevation of 1.5 to 3 millimeters, which is distributed throughout the entire joint.
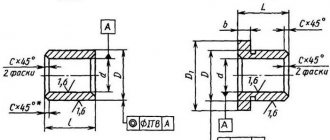
According to GOST, a U-shaped edge groove is regulated for pipes - this is if the thickness of the workpiece is large. And everything is done in order to reduce the cross-sectional area of the seam, thereby reducing the volume of consumables and increasing the speed of work. Which bevel should be used if the pipe thickness is:
- X or V-shaped - 3-25 millimeters;
- U-shaped - 26-60 millimeters;
- other special shapes - more than 60 millimeters.
Cutting pipes and floor welding involves the following methods:
- Gas cutting to . It has low accuracy and not very high-quality coverage. Needs auxiliary machining.
- Mechanical method of processing pipes . Planing or milling machines result in a clean surface.
Trimming machines are designed for cutting the edges of pipes of significant diameter for welding. At a time when repairs are in full swing on heating lines, cutting is carried out using grinding machines.
When cutting the edges of large diameter pipes, special trimming machines are used. During repair work on heating lines, cutting is often done manually using grinders.
What does the standard regulate?
The rules under consideration relate to the mechanical engineering industry and regulate the execution of connections of steel pipes, and also set the defining dimensions.
The main provisions established by the document:
- classification of pipe connections;
- parameters of edge bevels and their number;
- weld width;
- cross-section geometry;
- minimum permissible pipe wall thickness;
- geometric parameters of structural elements;
- design legs for fillet welds;
- surface roughness;
- material for the manufacture of couplings and linings;
- clearances allowed in various areas of the structure;
- tolerances, maximum deviations.
Thus, when carrying out arc welding work, the characteristics of the pipe connection are fully described in this document.
The production of the pipes themselves is not covered by the GOST in question.
Common mistakes when cutting pipes for welding
Often errors occur during the actual preparation for cutting. Therefore, in order for the work to be completed at the highest level and the welding seam to be perfect, do not make the following mistakes:
- Do not leave a beveled edge with a sharp angle - this will most likely result in the seam having difficulty penetrating into the joint.
- Poor cleaning of the product from dirt and oils or an incorrectly selected cleaning method will result in a porous seam.
- Failure to comply with GOST regulations (incorrectly selected bevel angle, gap sizes) - even though the work will be faster, the quality of the resulting seam will be deplorable.
Specialized equipment
Not only universal equipment, but also highly specialized equipment is suitable for cutting pipe edges for welding. You can choose based solely on the volume of work.
If we talk about universal machines, we can highlight angle grinders, bench tools and files.
Promotech presents a huge selection of narrowly targeted chamfering machines: edge cutters and chamferers of the BM and PRO series, which are perfect for performing a large volume of similar seams.