It is difficult to name an industry that does not use metal and products made from it, for the production of which a rolling mill is actively used. Metallurgical enterprises today place quite high demands on equipment. That is why modern industrial machines, in particular rolling mills, differ significantly from the models that were produced earlier.
Rolling mill for the production of corrugated sheets
Why is this equipment needed?
The need for such a durable and reliable material as metal is constantly growing, which leads to the need to open new metallurgical enterprises and modernize existing ones. The list of industries in which metal simply cannot be used can be continued indefinitely. These are mechanical engineering, automobile and shipbuilding, construction and many others.
In order for metal ore to be turned into rolled metal of a certain grade, it is necessary to perform a lot of basic and auxiliary operations, for each of which special equipment is used. One of the main types of metallurgical equipment, which produces a sheet of metal as a result of plastic deformation from a hot billet, is a rolling mill. It is here that the bulk of the work carried out by metallurgical enterprises is carried out.
Formation of rolled metal
The emergence of rolled metal products is associated with the fastest growing industry of the 19th century. - by rail . In 1828, by order of J. Stephenson for the Liverpool-Manchester railway, steel rails began to be rolled at the steam forming rolling mills . to make rails entirely from puddling steel , so the rails were made from a package (set) of different types of iron: wrought iron was used the base of the rail , and the mushroom-shaped protrusion along which the locomotive wheels rolled was made from puddling steel.
It was possible to transform this package into a monolithic product of a strictly standard form only by rental. The package was heated and rolled several times in a mill using profile streams: with each rolling, the shape of the workpiece became closer to the specified one. After the last rolling in the finishing mill , a smooth standard rail was obtained. Rolling mills also produced steel sheets for locomotive hulls and steam boilers.
Types of rolling mills
As we have already found out, a rolling mill is equipment on which, through sequential operations, a metal billet is transformed into long products with the required geometric parameters. Depending on the parameters of the final product, these machines can be of several types. Billet and crimping (slabing and blooming) are designed to produce a billet from a large metal ingot, which is supplied for further processing to a special rolling device. The latter type of equipment, which already produces rolled metal of the required configuration, includes section, pipe and wire mills.
The category of section mills includes equipment for the production of various types of rolled products. Thus, these can be mills for the production of sheet steel, angles, channels, rails, etc. Depending on their functionality, such mills can be large- and medium-grade, rail-rolling and MPS category, on which profiles of various sections are produced. Sheet rolling mills, capable of processing workpieces by cold or hot forming, are used to produce metal plates (50–350 mm thick), sheet metal (3–50 mm) and strips (1.2–20 mm). After production, finished products are wound into rolls weighing up to 50 tons.
The classification of rolling mills that produce various types of seamless pipes divides them into the following categories:
- continuous extensions, which produce pipes with a cross-section of up to 110 mm;
- short straightening mills necessary for the production of pipes with a diameter of 60–450 mm;
- three-roll type equipment - for the production of thick-walled pipes with a diameter of 35–200 mm (pipes produced on such equipment are characterized by a reduced degree of wall thickness);
- pilgrim mills used for the production of seamless pipes of significant diameter (400–700 mm).
Rolling stand of a sheet rolling mill
Modern enterprises also use parts-rolling or special-type mills. They are used for the production of profile and pipe blanks, the length of which does not exceed 3 meters. In addition, the capabilities of such equipment make it possible to use it to produce workpieces in the form of balls, bent profiles, gears, screws, pipes with a ribbed section, etc. The workpieces are processed already at enterprises that use them to produce their products.
Master the iron
In Sweden in 1707, a rolling mill with a powerful hydraulic engine rolled cast iron plates 2 cm thick, softened in a furnace, turning them into thin sheet iron . In the 1710s. In Saxony , flattening mills operated for rolling strip iron from cast rods. The rollers of the mills squeezed out the remaining slag from the iron, increasing the quality of the metal in the product. In 1719, the Saxon experience was adopted by the German engineer in the Russian service G.V. de Gennin and established similar production at Ural factories, replacing brittle cast iron in rollers with wrought iron.
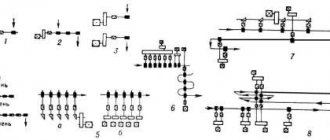
Rolling mill of de Gennin at the Ural factories. Drawing from the 18th century. The workpiece softened in the oven - an iron rod (1) - was inserted by a worker (2) between the iron rollers of the mill. The rollers were compressed by screws (3), squeezing the workpiece. The water wheel (4) rotated the lower roller (5), which transmitted rotation to the upper roller (7) through a gear transmission (6). The rod was rolled, uniformly flattening and thinning, and another worker (8) pulled out an even thin strip of iron from the rollers.
Components of a rolling mill
The design of any rolling mill includes three main elements: the so-called working stands, transmission devices and drive motors. The rollers along which sheet or profile metal moves are part of the working stands. They also include installation mechanisms, frames, plates and wiring. The movement of all working parts of the rolling mill is provided by powerful electric motors, which are connected to them through elements of the transmission device: couplings, spindles and gears.
You should know that the main characteristic of billet and crimping rolling mills is the diameter of the work roll. If, in the process of processing a workpiece, several working stands are used at once, then the diameter of the roll on which the finishing operation is performed is used as such a characteristic.
A section rolling mill, where products of complex shapes and with fairly accurate geometric parameters are produced, includes several stands at once through which the rolled stock passes sequentially during its processing.
Modern enterprises today use universal rolling mills equipped with 3 or 5 working stands. Some of the rolls of such mills (2–3) have a diameter of 1350 mm, the rest - 800 mm. Equipment for producing sheet metal of considerable thickness is, as a rule, equipped with one or two working stands. The working width of such mills, determined by the length of the rolls, is in the range of 3.5–5.5 meters. A sheet metal mill is most often equipped with additional working stands with vertical rolls, which ensure compression of the side edges of the formed sheet of metal. Sheet metal in the form of strips is produced in a device equipped with 10–15 working stands equipped with horizontal rolls with a length of 1.5–2.5 meters and vertical rolls for crimping the ends.
A rolling mill, as can be seen from its design, can be of considerable length. The most notable thing in this regard is pipe rolling equipment, which includes three mills simultaneously. At the first of them, a hole is pierced in a metal workpiece, at the second, the workpiece is drawn into a pipe, and at the third, calibration is performed, which is carried out to give the finished product the required diameter. On part rolling mills, the workpiece is subjected to both helical and transverse processing.
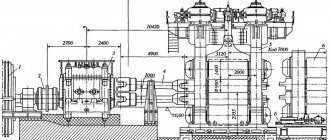
Rolling mill design
Features of the operation of rolling machines
Purpose
The equipment allows us to produce various types of products:
- Long products. These include rods and strips of various geometric shapes, as well as shaped parts, spring and rhombic.
- Special purpose profile. Metal products in the form of angles, channels, I-beams, as well as combined blanks with a variable cross-section.
- Rolled products in the form of thin sheets up to 4 mm, as well as thick sheets more than 4 mm.
- Pipe profile with connection using welding and seamless joints.
Design and principle of operation
The rolling press consists of three main parts:
- The cage is working. The design of these elements includes rolling rolls, installation plates, a base frame, and wiring.
- Electric motors for transmitting movement to working elements.
- Mechanisms of distribution and transformation of motion. Consists of a spindle, couplings and gears.
The units differ in the number of stands and work roll sizes:
- Machines for thick metal have up to two working compartments with rollers ranging from 3 m to 5.5 m in length. In addition, vertical rollers can be installed, which are used for processing side edges.
- Broadband equipment contains up to 15 stands, rolls have a length of up to 2.5 m.
- Universal rolling presses consist of 5 compartments, and the length of the shafts is up to 1.5 m.
In industry, there are three methods for processing metal raw materials until they acquire the required geometric shape:
- In the first case, a rolling device is installed on the casting unit, and the initial contour of the part is obtained until complete crystallization. The disadvantage of this method is the need to maintain a high temperature until the end of processing, as well as additional precise running-in.
- As a result of rolling through furnaces with temperatures inside the chamber up to 1350 C, the edges are independently welded. At the exit of the equipment, a finished pipe profile is obtained.
- The third method involves manufacturing parts at a workpiece temperature corresponding to the environment. To prevent defects, the units use a large number of rollers that rotate in the opposite direction.
Specifications
Rolling machines have characteristics that distinguish them from analogues:
- the type of profile produced in a particular installation can be pipe, section, as well as thin and thick sheet;
- the range of metal thickness intended for rolling is from 0.4 mm to 200 mm;
- necessary raw materials for rolling;
- performance indicator, the choice of machine before purchase, as well as the preparation of raw materials, depends on this factor;
- number of working cells with rolls for the required profile;
- the diameter of the working shafts for rolling, as well as their useful length;
- rated voltage - 220 V / 380 V;
- the power indicator of the electric motor used is from 2.2 kW and above;
- assembled installation dimensions;
- total weight of all equipment in the complex;
- presence of reversal in the rolling mill.
Varieties
Based on the number of rolls located in the working stand and their placement, rolling machines are divided into the following types:
- double-roll - the design has paired mechanisms for pressing, which can rotate in different directions;
- three-roll - contain three shafts in each stand;
- four-roll - consist of two pairs of working parts;
- multi-roll - have a design of 4 or more rolls, and in universal ones they are used in a vertical position, sometimes they are installed in the spaces between horizontal ones;
- rolls mounted at an angle to the surface of the metal workpiece.
Rolling presses are distinguished by the location of the stands:
- equipment with working mechanisms arranged in one line is called linear;
- in stepped installations, the stands are installed in several lines parallel to the main flow;
- equipment for continuous and semi-continuous rolling; with the help of such machines, industry achieves high productivity.
Depending on the type of product produced during the process of pressing blanks, installations are divided into the following types:
- Crimping equipment. Allows the production of steel ingots weighing up to 25 tons. A piece of square or rectangular cross-section comes out of the working stands.
- Continuous pressing machines for blank material. As a result of the operation of such mechanisms, steel plates are modified into a special profile and sheets.
- Rail and beam machines roll blooms into rails, channels and large beams. In industry, step and sequential mills are used.
- Sectional machines are used to produce metal parts of different grades.
- In the process of manufacturing wire, wire mills are installed in the workshop; they are divided into stepped, semi-continuous and continuous.
- Slabs are processed using a sheet rolling machine. Thick-sheet, wide-strip, and also with winders are used.
- Pipe rolling equipment produces seamless and welded pipes. During the rolling process, two levels of processing are used. Initially, a hollow sleeve is made from a round bar, then a pipe of the required diameter is made from it.
Selection principle
When purchasing equipment, pay attention to the following:
- Productivity of finished products, process automation, reliability and profile quality.
- The use of additional installations to ensure automatic rental.