The idea of replacing labor-intensive forging with rolled metal arose at the beginning of the 16th century, and at the same time the first rolling mills appeared, giving metal its shape by compressing it between rotating rolls. The power of the water wheels that drove the rolling mills was only enough to process soft metals - tin, lead, copper. The advent of the steam engine made it possible to roll hard steel. The development of railways increased the demand for rolled products - steel rails. The first mill to roll steel rails opened in 1828 in Bedlington, England.
1. Gold wire jewelry. Northern Europe. II - I millennium BC e. 2. Russian filigree: gold bracelet of the 13th century. and a silver button from the 16th century.
Purpose
Metal rolling machines are mechanical installations designed to create metal products by deforming raw materials in roll devices. The equipment allows us to produce various types of products:
- Long products. These include rods and strips of various geometric shapes, as well as shaped parts, spring and rhombic.
- Special purpose profile. Metal products in the form of angles, channels, I-beams, as well as combined blanks with a variable cross-section.
- Rolled products in the form of thin sheets up to 4 mm, as well as thick sheets more than 4 mm.
- Pipe profile with connection using welding and seamless joints.
This is interesting: Lathe 1M63 - technical characteristics and design
Rolling pins for metal
A manual rolling mill for producing thin sheets of soft metal was invented by Leonardo da Vinci in 1495. In the 16th century. on such mills with smooth iron-clad rollers rotated by a gear or worm gear, tin, lead and copper strips and sheets began to be rolled for brewing vats, drainpipes and gutters, barrel rims and other products. Rollers rotated by a water wheel rolled out these soft metals like rolling dough.
Design and principle of operation
The rolling press consists of three main parts:
- The cage is working. The design of these elements includes rolling rolls, installation plates, a base frame, and wiring.
- Electric motors for transmitting movement to working elements.
- Mechanisms of distribution and transformation of motion. Consists of a spindle, couplings and gears.
The units differ in the number of stands and work roll sizes:
- Machines for thick metal have up to two working compartments with rollers ranging from 3 m to 5.5 m in length. In addition, vertical rollers can be installed, which are used for processing side edges.
- Broadband equipment contains up to 15 stands, rolls have a length of up to 2.5 m.
- Universal rolling presses consist of 5 compartments, and the length of the shafts is up to 1.5 m.
In industry, there are three methods for processing metal raw materials until they acquire the required geometric shape:
- In the first case, a rolling device is installed on the casting unit, and the initial contour of the part is obtained until complete crystallization. The disadvantage of this method is the need to maintain a high temperature until the end of processing, as well as additional precise running-in.
- As a result of rolling through furnaces with temperatures inside the chamber up to 1350 C, the edges are independently welded. At the exit of the equipment, a finished pipe profile is obtained.
- The third method involves manufacturing parts at a workpiece temperature corresponding to the environment. To prevent defects, the units use a large number of rollers that rotate in the opposite direction.
Specifications
Rolling machines have characteristics that distinguish them from analogues:
- the type of profile produced in a particular installation can be pipe, section, as well as thin and thick sheet;
- the range of metal thickness intended for rolling is from 0.4 mm to 200 mm;
- necessary raw materials for rolling;
- performance indicator, the choice of machine before purchase, as well as the preparation of raw materials, depends on this factor;
- number of working cells with rolls for the required profile;
- the diameter of the working shafts for rolling, as well as their useful length;
- rated voltage - 220 V / 380 V;
- the power indicator of the electric motor used is from 2.2 kW and above;
- assembled installation dimensions;
- total weight of all equipment in the complex;
- presence of reversal in the rolling mill.
Rolling machine
Jewelry thought
Wire jewelry in the 2nd millennium BC. e. confirm that even then the ancient craftsmen, in addition to forging - the simplest method of processing metals by pressure - used drawing - pulling cast rods of soft metals through the narrow holes of drawing boards, to thin them and turn them into wire .
In Byzantium and Russia , laying out wire patterns - filigree - was especially popular. Wire for filigree was often flattened, and perhaps as early as the 15th century. , flattening rollers began to be used . Later, having made streams in the rollers - notches of different widths and shapes, they found a new way of drawing wire: the stream compressed the workpiece, giving it the desired thickness and profile . Jewelry flattening rollers could become the prototype of a sheet rolling mill (for rolling flat metal sheets), and wire drawing rollers suggested the idea of a forming rolling mill (for rolling beams of different profiles).
Leonardo da Vinci's rolling mill: drawing from 1495 and modern layout. The handle (1) rotated the upper roller (2), and through a gear train (3) consisting of several gears (to facilitate rotation), movement was also transmitted to the lower roller (4). A cast tin plate was rolled between the rollers; the rollers compressed and thinned it, turning it into a sheet.
Features of the operation of rolling machines
Purpose
The equipment allows us to produce various types of products:
- Long products. These include rods and strips of various geometric shapes, as well as shaped parts, spring and rhombic.
- Special purpose profile. Metal products in the form of angles, channels, I-beams, as well as combined blanks with a variable cross-section.
- Rolled products in the form of thin sheets up to 4 mm, as well as thick sheets more than 4 mm.
- Pipe profile with connection using welding and seamless joints.
Design and principle of operation
The rolling press consists of three main parts:
- The cage is working. The design of these elements includes rolling rolls, installation plates, a base frame, and wiring.
- Electric motors for transmitting movement to working elements.
- Mechanisms of distribution and transformation of motion. Consists of a spindle, couplings and gears.
The units differ in the number of stands and work roll sizes:
- Machines for thick metal have up to two working compartments with rollers ranging from 3 m to 5.5 m in length. In addition, vertical rollers can be installed, which are used for processing side edges.
- Broadband equipment contains up to 15 stands, rolls have a length of up to 2.5 m.
- Universal rolling presses consist of 5 compartments, and the length of the shafts is up to 1.5 m.
In industry, there are three methods for processing metal raw materials until they acquire the required geometric shape:
- In the first case, a rolling device is installed on the casting unit, and the initial contour of the part is obtained until complete crystallization. The disadvantage of this method is the need to maintain a high temperature until the end of processing, as well as additional precise running-in.
- As a result of rolling through furnaces with temperatures inside the chamber up to 1350 C, the edges are independently welded. At the exit of the equipment, a finished pipe profile is obtained.
- The third method involves manufacturing parts at a workpiece temperature corresponding to the environment. To prevent defects, the units use a large number of rollers that rotate in the opposite direction.
Specifications
Rolling machines have characteristics that distinguish them from analogues:
- the type of profile produced in a particular installation can be pipe, section, as well as thin and thick sheet;
- the range of metal thickness intended for rolling is from 0.4 mm to 200 mm;
- necessary raw materials for rolling;
- performance indicator, the choice of machine before purchase, as well as the preparation of raw materials, depends on this factor;
- number of working cells with rolls for the required profile;
- the diameter of the working shafts for rolling, as well as their useful length;
- rated voltage - 220 V / 380 V;
- the power indicator of the electric motor used is from 2.2 kW and above;
- assembled installation dimensions;
- total weight of all equipment in the complex;
- presence of reversal in the rolling mill.
Varieties
Based on the number of rolls located in the working stand and their placement, rolling machines are divided into the following types:
- double-roll - the design has paired mechanisms for pressing, which can rotate in different directions;
- three-roll - contain three shafts in each stand;
- four-roll - consist of two pairs of working parts;
- multi-roll - have a design of 4 or more rolls, and in universal ones they are used in a vertical position, sometimes they are installed in the spaces between horizontal ones;
- rolls mounted at an angle to the surface of the metal workpiece.
Rolling presses are distinguished by the location of the stands:
- equipment with working mechanisms arranged in one line is called linear;
- in stepped installations, the stands are installed in several lines parallel to the main flow;
- equipment for continuous and semi-continuous rolling; with the help of such machines, industry achieves high productivity.
Depending on the type of product produced during the process of pressing blanks, installations are divided into the following types:
- Crimping equipment. Allows the production of steel ingots weighing up to 25 tons. A piece of square or rectangular cross-section comes out of the working stands.
- Continuous pressing machines for blank material. As a result of the operation of such mechanisms, steel plates are modified into a special profile and sheets.
- Rail and beam machines roll blooms into rails, channels and large beams. In industry, step and sequential mills are used.
- Sectional machines are used to produce metal parts of different grades.
- In the process of manufacturing wire, wire mills are installed in the workshop; they are divided into stepped, semi-continuous and continuous.
- Slabs are processed using a sheet rolling machine. Thick-sheet, wide-strip, and also with winders are used.
- Pipe rolling equipment produces seamless and welded pipes. During the rolling process, two levels of processing are used. Initially, a hollow sleeve is made from a round bar, then a pipe of the required diameter is made from it.
Selection principle
When purchasing equipment, pay attention to the following:
- Productivity of finished products, process automation, reliability and profile quality.
- The use of additional installations to ensure automatic rental.
Advantages and disadvantages
The advantages of the rental method include:
- increased productivity;
- wide range of finished products;
- use of software control to automate the process.
Among the negative indicators it is worth noting:
- Using rolling machines requires costs for raw materials and electricity, as well as equipment maintenance.
- After rolling, additional processing is required.
- To press the workpieces should be heated.
Manufacturers and price
Metallurgical enterprises use equipment from foreign and domestic manufacturers. Russian companies are trying not to give in to foreign competitors.
The price of rolling mills depends on the manufacturer. The cost starts from several thousand and reaches 5–6 million rubles. The price is also influenced by productivity, type of finished profile, as well as the number of stands and rolls.
Exploitation
To ensure safe operation of the equipment it is necessary:
- install an automatic control system for the rental process;
- Before starting, check that the installation is working properly;
- moving parts and mechanisms should be protected;
- carry out maintenance of bearing connections and rollers;
- Provide areas exposed to high temperatures with additional ventilation.
Compliance with safety requirements when operating equipment will prevent possible injuries and accidents. As a result of rolling on serviceable machines, the consumer receives high quality material.
Place and purpose of the rolling shop at a metallurgical plant
A modern metallurgical plant with a full metallurgical cycle combines three main industries: blast furnace, steelmaking and rolling. The latter usually includes several independent workshops that produce various products according to the range.
Cast iron produced in blast furnaces is processed in converters, open-hearth or electric furnaces into steel. The supply of liquid iron, which ensures uninterrupted operation of steelmaking shops, is contained in heated storage facilities (mixers).
The ingots obtained in the steelmaking shops enter the stripper department, where they are removed from the molds and sent to the rolling shops.
The technological process for the production of rolled products consists of two stages: rolling the ingot into a semi-product and rolling the semi-product into a finished product.
In Fig. 42 shows a plan for the location of the main workshops of a metallurgical plant with a full cycle.
Selection principle
When purchasing equipment, pay attention to the following:
- Productivity of finished products, process automation, reliability and profile quality.
- The use of additional installations to ensure automatic rental.
Advantages and disadvantages
The advantages of the rental method include:
- increased productivity;
- wide range of finished products;
- use of software control to automate the process.
Among the negative indicators it is worth noting:
- Using rolling machines requires costs for raw materials and electricity, as well as equipment maintenance.
- After rolling, additional processing is required.
- To press the workpieces should be heated.
Improved performance
Manufacturers and price
Metallurgical enterprises use equipment from foreign and domestic manufacturers. Russian companies are trying not to give in to foreign competitors. The price of rolling mills depends on the manufacturer. The cost starts from several thousand and reaches 5–6 million rubles. The price is also influenced by productivity, type of finished profile, as well as the number of stands and rolls.
This is interesting: Surface grinding machines - design and methods of metal grinding
Basic equipment for rolling production
The main equipment of rolling production is rolling mills and rolls. A rolling mill is a technological complex of sequentially located machines and units designed for plastic deformation of metal in rolls (rolling itself), its further processing, finishing (straightening, trimming edges, cutting into dimensional products, etc.) and transportation.
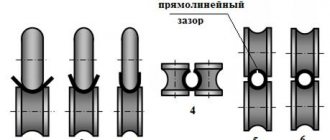
Rice. 5. Rolling scheme with two rolls
Rolling rolls (Fig. 5) are the main part of the rolling mill: they compress metal 1 and give it the required shape. The rolling roll consists of a barrel 4 (smooth or with grooves), necks 3 located on both sides of the barrel and resting on the roll bearing, clubs 2 intended to connect the roll to the spindle. Roll ends can be flat or cylindrical (splined or keyed)
The rolls are made of bleached cast iron or alloy steel (chrome-nickel and chrome-molybdenum) and carefully ground; steel rollers are heating up. The rolls have a hardness from 150 to 800 HB Brinell. Steel rolls are either cast or forged. Forged rolls are stronger than cast ones. Prestressed composite rolls are used. Currently, small-sized carbide rolls have appeared (for example, from alloys VK6, VK8, etc.). Rolls come in diameters from 3 to 1500 mm and barrel lengths up to 5000 mm.
The necks of the rolling rolls rotate in liners made of textolite, plasticized wood, sliding bearings or roller bearings installed in the stand pads. Textolite liners are lubricated and cooled with water.
Devices that ensure metal deformation in rolls are called main equipment, and equipment for other technological operations is called auxiliary equipment.
Main equipment includes:
- the working cage and its components and parts (rolls, bearings, pressure and balancing devices, axial roll installation devices, roll reinforcement, etc.). The defining characteristics of the working stand are the diameter and length of the roll barrel;
- rolling mill electric motor;
- transmission mechanisms that ensure the transmission of rotation from the engine to the work rolls (spindles, main and main clutches, gearboxes, flywheels, gear cage)
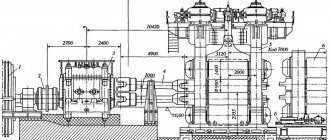
The kinematic diagram of the rolling mill is shown in Fig. 6. In the working stand, a workpiece 2 is rolled between rollers 1 located in pads with bearings. The rotational motion of the rollers is transmitted from the main electric motor 8 through a gearbox 7 with flywheels 6, couplings 5, a gear stand 4 and spindles 3
Rice. 6. Kinematic diagram of a three-roll rolling mill
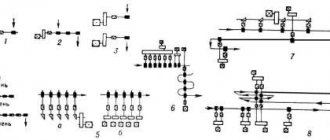
Rice. 7. Classification of working stands of rolling mills : a - duo; b - trio varietals; c - leaf trio; g - quarto leaf; d - quarto for rolling rolls; e - multi-roll (six-roll); g - multi-roll (twenty-roll); z - universal; and - special
Depending on the design and arrangement of the rolls, the working stands of rolling mills are divided into six groups: duo, trio, quarto, multi-roll, universal and special design. Duo (two-roll) stands are reversible (rolling is carried out in both directions) and non-reversible (in one direction) (Fig. 7).
Trio (three-roll) stands are most often non-reversible. Rolling in such mills is carried out forward between the lower and middle rolls and backwards between the upper and middle.
Quarto (four-roll) stands have four rolls (Fig. 8), located one above the other, of which two work rolls are of smaller diameter and two support rolls are of larger diameter.
Multi-roll stands have five or more rolls.
Rice. 8. Quarto mill for cold rolling of strip : 1 - feed winder drive; 2 — rolled tape; 3 — electric motor for driving the rolls; 4 - gearbox; 5 - spindles; 6 - support rollers; 7 - work rolls; 8 — drum of the receiving winder
Rice. 9. Continuous rail and beam mill (PRC)
Depending on the location of the working stands, rolling mills are divided into single-stand, linear, sequential, semi-continuous and continuous (Fig. 9). Continuous mills are the most advanced. Thanks to automation, rolling speed can reach 60 m/s.
The working stand is the main unit of the rolling mill. Metal is rolled in a stand. It consists (Fig. 10) of two frames 5 with bosses (feet) 2, plates 1 on which the frames rest, installation pipes 9 connecting the frames, covers 3, rolling rolls 10, cushions of the lower 7, middle 6 and upper 4 rolls and bearings for them, a mechanism 8 for installing the rolls in the vertical plane and in the axial direction, and a device 11 for balancing the lower roll. In addition, there are roller fittings (rulers, wires, passes, etc.), devices for lubricating, cooling or heating the rolls.
The supports (cushions) contain sliding liners or rolling bearings for the roll journals. The frames are made in two types - closed and open (with a lid). Closed beds better ensure the accuracy of the rolled profile, but in such a mill it is difficult to replace rolls. But there are designs of open beds with a wedge fastening of the lid (Fig. 1 61), which have high reliability and in terms of rigidity bring the open bed closer to the closed type beds.
Rice. 10. General view of the trio stand of the large-section mill 500
Rice. 11. Wedge fastening of the bed cover
In addition to rolling stands with horizontally located rolls, stands that simultaneously have horizontal and vertical rolls for compressing rolled products from all sides without turning are widely used.
For rolling mills, DC or AC motors (asynchronous and synchronous) are used. Since the speed of high-speed motors usually does not correspond to the number of revolutions of the rolls in rolling stands, gearboxes are installed between the motors and the stands. In rolling stands, the motor torque must be distributed among several rolls. For this purpose, gear stands are used. Torque from the engine to the rolls is transmitted using spindles and couplings.
The emergence of rolling mills. Inventor Egor Kuznetsov
Blast furnace production Read more: Smoking business
1.2.3 The emergence of rolling mills. Inventor Egor Kuznetsov
But these same reports, along with, of course, other archival materials, helped to clarify one of the “blank spots” in the history of Russian mining and metallurgical technology, such as the appearance of the first rolling mills in Russia.
Despite the fact that quite a lot of researchers have been studying the history of the rolling business in our country, although not specifically, there is still no single point of view on this issue. Some historians, such as S.P. Sigov, believe that rolling machines with calibrating strands for making iron directly from krits, known abroad since 1783, first found use in our country only in 1826–1827. Others, such as N.B. Baklanov, on the contrary, date the appearance of the first rolling mills in Russia a hundred years earlier, linking their invention with the name of V.I. Gennin: “Gennin sets up completely new factories at factories and equips them with unprecedented in Russia with machine tools, borrowing the latest from Saxony. These were flattening and iron-cutting factories with two types of machines: flattening and iron-cutting. Both of them belong to the type of rolling machines and are thus the great-grandfathers of modern blooming machines.”
Indeed, as Gennin himself testifies in his Outlines, the first rolling cars in Russia appeared at the Yekaterinburg plant he built. A description of these machines has also been preserved, which suggests that Gennin used the idea of the Saxon “flattening machines” and then significantly modernized them, adapting them to the production conditions of the Ural factories. The same description suggests that, in principle, both machines, both flattening and iron-cutting, were constructed in the same way and quite simply: two massive racks. Cast iron shoes were placed under the racks, obviously for strength, and in the racks themselves, bearings were installed that were movable using vertical screws, into which rolling or cutting rollers were inserted. The length of the adjusting screws rotating in the longitudinal bars made it possible to adjust the gap between the rolls to a fairly large extent, but, of course, only a thin sheet could be rolled in such a flattening machine.
The need for the appearance of such flattening machines at metallurgical plants was obvious: the strip and especially “plank” iron that came out from under the mallet and finishing hammers, no matter how skillful the blacksmiths were, still “walked” both in thickness and in size. And to pull out a long and completely even, neat strip from under the hammer was, if not impossible, then incredibly difficult. And the technology of that time, especially in European countries, where Ural iron mainly went, required iron that was accurate and even in size. Quite a few letters from Gennin have reached us, where he, with difficulty restraining his irritation, proves to the resellers of Ural iron that their demands for the purity and accuracy of hammer iron are absurd, that the high quality of Ural iron in itself does not at all mean the possibility of the same high quality of its finishing. But letters are letters, and something had to be done. And especially with the dimensions of strip iron, the width of which was most difficult to maintain under hammers - this, by the way, explains Gennin’s decisive protest against the “second experiment,” that is, testing strip iron by wrapping it around a pole: it is already difficult to achieve the exact geometry of the strip, but here also fix the spirals! Therefore, for Gennin himself it is much more important to introduce flattening machines, or “iron cutting” ones, at the Ural iron factories, with the help of which it would be possible to obtain strips that were at least even in width and with smooth edges. And Gennin creates such an “iron-cutting” machine, partially using the design of a flattening machine, but with “cutting” rollers, whose configuration exactly matches the range of Ural iron.
And so the Gennin “iron-cutting” machine, in its principle, is already much closer to modern rolling mills with sizing grooves; its rolls were original gauges that set the exact width dimensions of the strips passed through them. Therefore, obviously, the priority of the English watchmaker D. Payne for the mill with calibrating streams, usually dating back to 1728, should be shared (if not completely ceded) with the head of the Ural mining factories V.I. Gennin, who, as can be understood from archival materials , built his “iron-cutting” machine shortly after the launch of the Yekaterinburg plant - that is, somewhere in 1725-26.
But both the Gennin “iron cutting machine” and the Tseytnov mill were, of course, still very far from modern rolling mills, which, obviously, gave some historians the basis to attribute the appearance of the first “real” rolling machines in Russia to the first half of the 19th century. Exactly the same picture is observed with sheet rolling mills, the “great-grandfather” of which is considered by only N.B. Baklanov to be the Gennin flattening machine. Thus, S.P. Sigov, for example, writes that a flattening machine producing sheet iron (i.e., a sheet rolling mill) appeared in our country, apparently, only at the end of the 18th century.
However, N.B. Baklanov in this regard also almost agrees with S.P. Sigov: “It is curious that they did not think of adapting flattening mills for the production of roofing and boiler iron in the 18th century. Only at the beginning of the 19th century. sheets of roofing iron are rolled, forged, ready-made, in batches, only for straightening.”
To some extent, both of these historians, who base their conclusions only on V.I. Gennin’s machines, are right: both the flattening and iron-cutting machines were still very far from real rolling mills in their design and capabilities. However, when the same N.B. Baklanov claims that “only with the development of railway construction, when there was a demand for rails in large quantities, the question of their most economical production was resolved with the help of a rolling mill,” then (as now, after research by historians It became clear to local historians N.S. Botashov and E.I. Gagarin) that he was making a mistake. For rolling mills with sizing grooves, and in the form of two-roll stands, almost “in their modern form,” appeared already in the 70s. And they appeared in the Nizhny Tagil plant.
Academician P.S. Pallas was the first to point out the widespread use of “flattening machines” in Nizhny Tagil. Not very well versed in the intricacies of the construction of these machines, he, nevertheless, decided to note that at the Nizhny Tagil plant there is not only “a flattening room, which can also be used for cutting,” but there is also a special “building for flattening and dividing iron.”
The mere mention of a flattening machine, “which can also be used for cutting,” should have alerted a more attentive scientist than P.S. Pallas (who, judging by his notes, did not really favor Russian mechanics and craftsmen, considering them imitators of the “Aglitsky, Swedish and Saxon mechanics”): what kind of machine is that has such universal capabilities? And this is not to mention the fact that, unlike other factories, Nizhny Tagil had, in addition to the “flashing machine,” a special flattening factory!
In order to more fully imagine the picture that left nothing in the memory and consciousness of P.S. Pallas except a purely mechanical listing of facts, let us turn to later sources. As I. German reports, already at the end of the 18th century there were 16 rolling mills in the Urals, 4 of them at the Nizhny Tagil plant.
And this was explained by the fact that it was here that the Russian designer of rolling mills, the outstanding Ural mechanic Egor Grigorievich Kuznetsov, worked here, whose name remained unknown for a long time.
One of the first who became interested in the figure of Yegor Kuznetsov was Tagil local historian N. S. Botashov. He began with an inscription on the famous musical droshky kept in the Hermitage. This inscription next to the portrait of the mechanic himself reports that “the maker of this droshky” was born in 1725, and worked on the tracks “out of spontaneous training and curious knowledge” from 1785 to 1801. The rest of the information about Kuznetsov’s life and activities was established only after an in-depth study of the personal archive of the Nizhny Tagil plant.
E.G. Kuznetsov was born, obviously, in the family of a blacksmith from the Vyisky plant, since, according to the tradition of that time, “from an early age” he was accustomed to blacksmithing (hence the surname) and worked at the forge for quite a long time. Apparently, even then, working as a blacksmith, the future designer of rolling mills showed remarkable ingenuity and love for machines, and perhaps improved something, because in 1757 he was transferred to mechanics, and five years later, in 1762, “to the pleasure of the will and desire of his highness Nikita Akinfievich, under duress...Nizhny Tagil office” Kuznetsov is appointed to Nizhny Tagil From this moment Kuznetsov’s activity at the Nizhny Tagil plant begins as an inventor and builder of “outlandish machines”.
The first such machine was a drainage installation for a copper mine, work at which and, accordingly, copper smelting at the Vyisky plant was resumed by N.A. Demidov in 1761.
But the drainage machine for Kuznetsov was apparently an episodic matter, since in the mid-sixties he focused his main attention on the rolling business.
Kuznetsov apparently began with “flattening machines,” the design of which gave him the idea to adapt it not for “smoothing,” that is, leveling “plank” iron, but for the manufacturing itself. This was a fundamentally new approach to solving the problem, and one can only be surprised how an illiterate mechanic, with a complete lack of any knowledge of the theory of metal plasticity, managed to quite accurately manufacture both the rolls and the mill itself of the new “flattening” machine without any calculations or drawings. But, nevertheless, he built a “flattening” machine for “preparing sheet iron”, tested it in action, and the first samples of rolled products in the summer of 1766 were sent “for inspection” to Moscow by N.A. Demidov.
The owner of the plant showed great interest in Kuznetsov’s machine, and since he was quite well versed in the mining business, he wrote it to him. And then he insisted that the rollers of the flattening machine be carefully turned and polished.
Naturally, the owner’s order was carried out, and in 1766, the Nizhny Tagil plant began producing “plank iron” using the first sheet rolling mill in Russia. Academician P.S. Pallas apparently saw it, calling it “a flattening machine that can also be used for cutting.” But it is possible that in this case he had in mind another rolling mill - a section mill, which had been created and even tested just before his arrival.
The history of the creation of this mill is quite interesting and indicative of the entire activity of E. G. Kuznetsov at the Nizhny Tagil plant.
Being illiterate and unable to draw, like most of the talented self-taught mechanics of that time who came from the common people, Kuznetsov thought out the whole machine down to the smallest detail in his mind, and then “in order to please” the owner to build a model. So it was this time.
The success of the sheet rolling mill suggested to Kuznetsov the idea of producing “quadrangular” iron in the same way, by rolling hot rolls - a little less labor-intensive when forging it with hammers. And so, in 1768, the office of the Nizhny Tagil plant sent a model of a new “outlandish machine” by mechanic Kuznetsov to Moscow. Demidov obviously liked the machine, but frightened him with its complexity: would a Tagil mechanic be able to build such a machine on his own? Therefore, Demidov sends mechanic Shtalmeer to the Nizhny Tagil plant to build a section mill according to Kuznetsov’s model. And then a picture quite usual for that time occurs: Stahlmeer, using Kuznetsov’s idea and model, removes the author himself from the work completely, and in order to assign his full authorship to the new rolling mill, changes the relationships between the rolls. When testing the mill in May 1770, “it immediately broke down, and from that proper action to put it in order, an obstacle was created.”
Ashamed of the failure, Stahlmeer reworks individual parts of the frame that turned out to be weak, tests it again and... again “it immediately broke.” This rigmarole apparently dragged on for at least four years, until Demidov, who had finally returned from a trip abroad, recalled Stahlmeer, ordering Kuznetsov himself to complete the design. Kuznetsov apparently redesigned the section mill in accordance with the model that worked perfectly, and in 1775 the new Kuznetsov machine began producing rolled products. The quality of the iron and the productivity of the mill itself can be judged at least by the order of one of the most picky customers - the Admiralty, which requested 12,400 pounds of quadrangular rolled iron from the Nizhny Tagil plant in 1776.
Demidov’s own reaction to this obvious success of the Nizhny Tagil mechanic’s “quadrangular iron flattening machine” is also interesting. In one of the letters in the same 1766, Demidov writes to the Nizhny Tagil office: “Zhepinsky (this is the factory nickname of the inventor, used by one of the clerks) to encourage him, if he tries to put the machine into good operation for high-quality iron, then by my grace he is left will not be. Most importantly, can he find a way to make more accurate cuts on the same rolls so that round and octagonal varieties can be passed through? If this is not possible, then even with one quadrangular one I will be satisfied.”
In other words, Demidov set before Kuznetsov a problem that technology was able to solve only in the middle of the 20th century, a century and a half later. Apparently, the same problem could be solved much more simply - with the help of replaceable rolls with calibration grooves. But Demidov had already begun to gradually cool down towards the rolling business, because he responded to the new model (this time a machine for cutting iron) that “it would be expensive to build, so why not do it.” And the inventor at this time, improving the section rolling machine, came to a conclusion that anticipated the ideas of the designers of rolling mills in the next, 19th century.
In order to obtain “good iron” during rolling, the workpiece had to be passed through rolls at least twice - first in the “roughing streams”, and then after transfer, that is, changing rolls, already in the “finishing streams”. Actually, this procedure with transshipment has not been eliminated even now - at modern metallurgical plants. But since the mid-19th century, rolling mill designers have struggled with the problem of so-called continuous rolling, which does not require changing rolls. So, for the first time in the world, the problem of continuous rolling was solved back in the seventies of the 18th century, and solved by a simple mechanic E. G. Kuznetsov. However, after a trip to the Tula factories of Grigory Demidov, where Kuznetsov completed a number of “important tasks” to improve the rolling business, he was appointed “the first metalsmith and blacksmith for the factories,” and he was given a hut-workshop with students.
Kuznetsov approached the idea of continuous rolling in stages: at first he decided that it would be simpler and cheaper to roll “quadrangular” iron not in two steps, with transfer, but in two flattening machines placed one behind the other. In this case, there will be no need for a second heating of the iron.
But this idea, rational and correct in itself, turned out to be almost impossible to implement: the rolling speed of the machines was different, the iron between them bent or tore, and it was very difficult to get exactly into the “stream” of the second mill. And that’s when Kuznetsov came up with the idea of combining two “flattening machines” into one continuous rolling mill.
The complexity of the problem that Kuznetsov so brilliantly solved is evidenced by the fact that he not only connected both pairs of rollers with a gear drive, but also precisely selected the dimensions of each pair. Many engineers later struggled with this problem—uniform rolling of iron in a two-roll continuous mill—and eventually came to a solution found by the Tagil master: the rolls should be different in diameter, with the second pair being larger than the first. Only in this case can the two-roll mill operate accurately, without tearing or creasing the rolled iron. One may wonder how Kuznetsov managed to solve this complex engineering problem solely on the basis of intuition.
In February 1776, the model of a two-roll continuous rolling mill was already considered in Moscow by Demidov, and in Nizhny Tagil.
However, Demidov did not allocate either funds or people to build a “real machine,” and Kuznetsov was forced almost alone, only with his students in the “locksmith’s hut,” to build a new, now operational model of the future continuous rolling mill. In fact, it was no longer a model, but a mill for rolling small-diameter rods, on which Kuznetsov apparently tested his ideas and components - their size, strength - of the future “real machine”.
Kuznetsov sent the rods rolled on the current model again to Demidov, “for testing,” and began to wait for an answer. But this time Demidov was in no hurry to answer. Only in 1787, Kuznetsov was finally allowed to build a “real machine,” but with a drive from an ordinary, “ordinary” water wheel, the power of which, according to modern hydraulic engineers, was no more than 20 horsepower.
Obviously, Kuznetsov understood that a “ordinary” wheel would not support a two-roll mill; its power was barely enough for a single-roll flattening machine, but no one in the office dared to disobey the order of the owner of the plant, who feared that large water wheels would lead to a “impoverishment” of water in the pond . Kuznetsov began work on the camp, apparently already understanding that he would never see his brainchild at work.
And so it happened: the world’s first continuous rolling mill could only run idle, and all attempts to make it roll “tetrahedral iron” ended in failure. This was already the technology of the next century, steam, but the first steam engines at the Nizhny Tagil plant appeared only thirty years later.
Exactly the same story happened with the scissors invented by Kuznetsov for cutting iron, which were also supposed to be powered by a rather large water wheel, which Demidov again did not allow to be built. Therefore, of all the inventions of E. G. Kuznetsov at the Nizhny Tagil plant, the “saw chisel machine” was introduced - for cutting teeth on hot saws, which he built in 1772, a single-roll mill for rolling “tetrahedral iron” and a new sheet rolling mill, built by Kuznetsov to replace the first "sheet crusher" in 1774. He could roll sheet iron ¾ arshin wide, that is, up to 53 centimeters. Obviously, these three rolling mills, and even the inactive two-roll continuous rolling mill, were included in I. German’s “report” for flattening production at the Ural mining plants.
Blast furnace production Read more: Smoking business
Information about the work “History of the Nizhny Tagil Iron and Steel Works in the 18th century.”
Section: Industry, production Number of characters with spaces: 165772 Number of tables: 0 Number of images: 0
Similar works
Nizhny Tagil: history and current state
32350
0
0
...services. And industrial giants, despite all the difficulties of their economic development, demonstrate enormous vitality and do not intend to disappear. It is impossible to deny the fact that the modern industrial potential of Nizhny Tagil was created in the years. Soviet power. By 1977, the volume of industrial production had increased 315 times compared to 1913 - and this in the city, since the 18th ...
Features of the formation of the tourism market in the Sverdlovsk region
180971
6
15
… Favorable attitudes towards tourists can be created through public education and information programs designed for the local population. 2. ANALYSIS OF THE STATE OF THE TOURISM MARKET OF THE SVERDLOVSK REGION 2.1 General characteristics of TK GlavTour LLC Parameters, indicators Characteristics Full name of the enterprise / abbreviated name Limited Liability Company ...
Metallurgical complex of the Russian Federation: ferrous metallurgy
91879
10
1
... business councils as a mandatory model for the management of all nationalized factories in the Urals. By the end of February 1918, 8 mining districts (36 ferrous metallurgy enterprises) and former state-owned metallurgical plants of the Urals passed into the hands of the proletarian authorities in the Urals. On the eve of the First World War, these factories produced 39.6 million poods. cast iron and 24.6 million poods. rental, or accordingly...
Where Europe meets Asia
12307
0
0
... (including the house-museum of P.P. Bazhov, the local history museum, the museum of the Ural Mountains, the literary museum named after D.N. Mamin-Sibiryak, etc.). Numerous exhibitions and festivals are held here, incl. international music festival "Europe - Asia". From here such groups as “Chaif”, “Agatha Christie”, “Nautilus Pompilius” and others became famous throughout the country. Yekaterinburg is also the birthplace of the world famous sculptor...