Rolling mill A machine for processing metal by pressure between rotating rolls, i.e., for carrying out the rolling process, in a broader sense - an automatic system or line of machines that performs not only rolling, but also auxiliary operations:
- transportation of the original billet from the warehouse to the heating furnaces and to the mill rolls,
- transfer of rolled material from one caliber to another,
- edging,
- transportation of metal after rolling,
- cutting into pieces,
- marking or branding,
- edit,
- packaging,
- transfer to the warehouse of finished products, etc.
Classification and design of rolling mills
The main feature that defines a device is its purpose depending on the range of products or the technological process being performed.
According to the range of products, mills are divided into:
- billets, including mills for rolling slabs and blooms,
- sheet and strip,
- varietals, including beam and wire,
- pipe rolling
- rolling parts (tires, wheels, axles, etc.).
According to the technological process, they are divided into the following groups:
- foundry and rolling units (units),
- crimping (for squeezing ingots), including slabs and bloomings,
- reversible single-cage,
- tandems,
- multi-cage,
- continuous,
- cold rolling.
Rolling involves pressing a heated ingot (or billet) between rotating rolls of a rolling mill, thereby reducing the cross-sectional area of the ingot, changing its shape and increasing its length.
Sheet mill units
The main parameter of a sheet or strip mill is the length of the roll barrel of the last stand.
Mills are used:
- Wideband with roll barrel length from 1400 to 2500 mm with two groups of stands - with sequential roughing and continuous finishing.
- One- or two-stand reversible plate mills with barrel lengths from 2000 to 5000 mm or more, sometimes with vertical rolls installed in front of horizontal ones. In addition to sheets, these mills can be used to roll out slabs.
- Semi-continuous broadband mills with barrel lengths in the finishing group from 1200 to 3000 mm. Reversible four-roll mills are used for hot rolling of electrical steel.
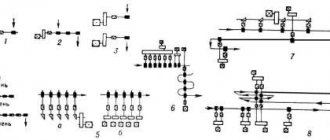
Figure 1 - First roughing reversible stand 900/1400 x roughing group of mill 2800
The equipment of the continuous four-roll mill 2800 includes heating of cast slabs in heating furnaces with preliminary cleaning of the surface on milling machines and subsequent washing. The workpiece arriving along the roller table is fed into the 2800 mill, which consists of two roughing stands - the first four-roll stand 900/1400 x 2800 (Figure 1), the second - 750/1400 x 2800 and five finishing stands 650/1500 x 2800 mm (Figure 2).
The roughing stand (Figure 1) consists of a main engine 1, a gear clutch 2, a gear stand 3, a universal spindle 4 and a stand 5 with work rolls with a diameter of 900 mm, support rolls of 1400 mm and a barrel length of 2800 mm. In addition, the cage is equipped with a mechanism for changing rolls 6.
Figure 2 – Continuous finishing group of stands 650/1500 x 2800 of a semi-continuous mill 2800
Figure 2 shows the finishing group of stands 4 with 3 working rolls of 650 mm, 2 support rolls of 1500 mm and a barrel length of 2800 mm; distance between stand axes is 6000 mm. To reduce thickness variations, all finishing stands are equipped with hydromechanical anti-bending devices. The work rolls are mounted on rolling bearings, and the support rolls are mounted on fluid friction bearings. Hydraulic balancing of rolls and spindles 1 is used.
Behind the last finishing stand there are disc shears with an edge crusher for cutting side edges and two drum winders with a tension of up to 6 kN for winding the tape into rolls. Next, the rolls are turned over using a special trolley, weighed, and after tying, they are transferred to a conveyor to thermal ovens.
Types of rolling mills
By design
Rolling mills are divided by design into:
- a) duostans having two rolls for rolling, and there are constant duostans, that is, with a constant direction of rotation of the rolls, and reversible ones with a variable direction of rotation of the rolls;
- b) triostans, with three rolls and a constant direction of rotation, and the workpiece is passed in one direction, for example, between the lower and middle rolls, and in the other between the middle and upper;
- c) universal mills that have, in addition to horizontal rolls for vertical pressure, also vertical rolls for lateral pressure;
- d) special mills (pipe rolling, rail and beam, bandage);
- e) wire mills.
By type of product
Rolling production can be divided into three main types:
- varietal,
- leafy,
- pipe
In details
- Billet mills
- Sheet and strip hot rolling mills - for producing plates and sheets
- Longitudinal mills
- Casting and rolling - for the production of wire from aluminum and copper alloys
- Sectional mills and sheet metal
- Pipe rolling units
- Cold rolling mills for steel and non-ferrous metals - for piece rolling, for strip rolling, for wire crimping
- Part rolling mills - for the production of precision blanks for mechanical engineering parts
Crimping mill units
In crimping mills, the ingots are heated in special well furnaces and then fed to the ring ingot feed using tong taps. Next, the ingots fall onto a receiving roller table equipped with a weighing device and are fed into the universal slab working cage 1250.
If it is necessary to obtain slabs of the correct rectangular shape, vertical rollers are installed in the universal slab stand. Blooming trees, as a rule, do not have vertical rollers. To control the position of the ingot during rolling, a manipulator and a tilter are used. After rolling, the surface of the slab is cleaned with a fire cleaning machine and cut into lengths using hot shears with a force of 28 MN. There is a trim conveyor for waste collection. A check scale, a stamper and a device for transporting slabs to a warehouse or for transferring them to a continuous wide strip hot rolling mill 2000 are also installed there.
Production of rolled products
Long products are produced in the following sequence. The heated ingot is first rolled into blooming, which is a fully mechanized, powerful reversible duostan. Ingots weighing 4-15 tons are fed to blooming. The rolled ingot is cut and blanks (blooms) of square or rectangular cross-section (slabs) are obtained. Blooms are then supplied to billet mills, where billets are rolled for section mills, or directly to large-section and beam-rail mills.
Rail-beam mills roll large-sized rails, beams and channels. Section rolling mills roll: round, square, strip steel, channels and I-beams of medium and small numbers, equal and unequal angles. Wire mills roll round wire rod with a diameter of 10 to 5 mm to produce wire.
In order to produce products with a complex profile during rolling (angles, channels, etc.), cutouts (streams) are made on the working surface of the rolls.
In addition to blooming mills, there are rolling mills - slab mills, which roll slabs (rectangular cross-section blanks) from a flat ingot; The slab is then turned into sheets in sheet rolling mills. The weight of ingots for sheet metal reaches 50 tons (for rolling thick armor plates). In construction, mainly rolled low-carbon steel is used.
Broadband mill units
The wide-strip mill 2000 is designed for rolling strips up to 16 mm thick and 1850 mm wide in rolls weighing 36 tons from slabs with a thickness of 150 mm.
The mill includes heating furnaces, a roughing group of stands, an intermediate roller table, a finishing group of stands, a discharge roller table, coilers and auxiliary equipment. After inspection and cleaning, heated slabs are delivered to the receiving roller table of the roughing group of the mill. The roughing group consists of two-roll vertical stands with a roll diameter of 1200 mm and a barrel length of 650 mm and is designed for compressing the side faces of slabs with the destruction of scale. This is followed by a two-high horizontal stand with rolls 1400 x 2000 mm and then four universal four-high stands with horizontal rolls 1180/1600 x 2000 mm. For each pass the compression is up to 60 mm. The roughing group also includes units for hydraulic descaling, roller tables, rulers, and ejectors of pellets in the event of a drop in temperature.
In front of the finishing group of stands there are flying shears for cutting the ends of the rolled stock and a two-roll descaling machine. Between the finishing stands there are loopers, scale descalers, rulers, wires, and winders. After rolling, the strip enters a roller conveyor, where it is cooled from below and above by special shower installations, after which it is wound into rolls for transfer to the cold rolling shop or to the hot-rolled coil department.
Rolled and stamped profiles
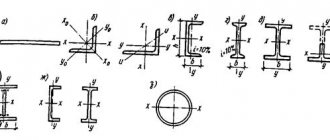
In Russia, the following main rolled and stamped profiles are accepted, from which elements of building structures are made.
- rolled angular isolateral steel - shelf width from 20 to 200 mm;
- rolled angular unequal steel (Fig. 2, b) - shelf width Bxb = from 30x20 to 200x120 mm;
- I-beams (Fig. 2, c) - profile height H from 100 to 600 mm;
- wide-flange I-beams (Fig. 2, d) - profile height H from 120 to 1000 mm;
- lightweight I-beams - profile height H from 200 to 300 mm;
- channels (Fig. 2, d) - profile height H from 50 to 300 mm;
- lightweight channels - profile height H - 240 mm;
- strip steel - width b from 12 to 200 mm, thickness from 4 to 60 mm;
- square steel - sizes from 8x8 to 200x200 mm;
- rolled round steel - with a diameter from 5.5 to 222 mm;
- rolled universal broadband steel (with rolled edges)—width from 200 to 1050 mm and thickness from 4 to 50 mm;
- rolled thick sheet steel - width from 500 to 2500 mm. and thickness from 4 to 60 mm;
- rolled thin-sheet steel with a width from 600 to 1400 mm and a thickness from 0.9 to 3.75 mm;
- sheet roofing steel (regular and galvanized) - main sheet dimensions 710x1420 mm and 1000x2000 mm, sheet thickness from 0.38 to 0.82 mm;
- corrugated sheet steel - thickness (with reef) from 5 to 10 mm, width from 710 to 1250 mm;
- corrugated sheet steel - thickness from 1 to 1.75 mm;
- rolled and stamped steel of special profiles for metal frames of industrial, public and high-rise buildings;
- hot-rolled steel of periodic profile (Fig. 2, f) for reinforcement of reinforced concrete structures; profile numbers correspond to the diameters of round rods, equal in cross-sectional area (from 12 to 80 mm);
- cold-processed periodic profile steel (flattened) for reinforcement of reinforced concrete structures made of round steel with a diameter of 8 to 28 mm; such steel is produced in two ways: a) by cold rolling a round steel rod between two grooved rolls, and dents are formed on the rod in two parallel planes; b) cold rolling of a round steel rod on a special mill with gear rolls, and dents are formed on the rod in two mutually perpendicular planes (Fig. 2, g). Periodic profile steel has an increased design yield strength of 35 kg/mm2 (compared to δtk=24 kg/mm2 for conventional St. 3), which provides greater savings in reinforcing steel in reinforced concrete; The corrugated surface of this steel ensures reliable adhesion to concrete.
- sheet pile steel (for hydraulic structures): a) flat (Fig. 2, h) - width B = 400 mm; b) trough (Fig. 2, i) - width B=400 mm, height H=80 mm; c) zeta (Fig. 2, j) - width B = 400. H = 320 mm.
- steel pipes for various purposes with a diameter from 5 to 1420 mm
Billet mill units
Billet mills supply billets to section, wire and tube rolling mills.
Continuous billet mills with one group of stands (for example, mill 700) roll blooms with a cross-section from 140 x 140 to 200 x 200 mm or large billets with dimensions from 125 x 125 to 140 x 140 mm. Continuous billet mills with two groups of stands (for example, mill 700/500) produce from the first group blooms with a cross-section from 140 x 140 to 200 x 200 mm and blanks with dimensions from 120 x 120 to 140 x 140 mm. From the second group of stands a finished workpiece with dimensions ranging from 60 x 60 to 100 x 100 mm is obtained. Sequential pipe blanking mills produce round billets with a diameter of 75-300 mm for piercing mills.
Let's consider the layout of the units of a continuous billet mill 900/700/500, consisting of 14 two-roll stands installed in three groups. The first group consists of two stands with a roll diameter of 900 mm, the second roughing group includes six stands - 900/1300 in the first and second stands and 730/1300 in the rest. The finishing third continuous group consists of six stands with a roll diameter of 530/900 mm. There is an alternation of horizontal and vertical rolls, starting from the 5th stand.
After cutting into cut lengths, the hot blooms are transported along a roller conveyor to the first group, installed separately from the second group. The distance between the first and second groups allows you to install a tilter on a roller table for free tilting of blooms.
The second group makes it possible to obtain workpieces with the corresponding dimensions of 200 x 200, 170 x 170 and 150 x 150 mm from the 4th, 6th and 8th stands.
Finished workpieces are transported by transverse conveyors to a side roller conveyor, where they are cut into measured lengths using scissors with a force of 10 MN and sent to the refrigerator. Workpieces 150 x 150 mm are moved along a roller conveyor to the finishing group.
Here it is also possible to obtain blanks with a cross-section of 120 x 120, 100 x 100 and 80 x 80 mm at the exit from the 10th, 12th and 14th stands. To establish a constant temperature at the roll, before the ninth stand, the workpieces are held for some time using stops. The feed system is equipped with tilters. Scissors are used to trim uneven ends, after which the workpieces are sent to the refrigerator.
Why is this equipment needed?
The need for such a durable and reliable material as metal is constantly growing, which leads to the need to open new metallurgical enterprises and modernize existing ones. The list of industries in which metal simply cannot be used can be continued indefinitely. These are mechanical engineering, automobile and shipbuilding, construction and many others.
In order for metal ore to be turned into rolled metal of a certain grade, it is necessary to perform a lot of basic and auxiliary operations, for each of which special equipment is used. One of the main types of metallurgical equipment, which produces a sheet of metal as a result of plastic deformation from a hot billet, is a rolling mill. It is here that the bulk of the work carried out by metallurgical enterprises is carried out.
Rail and beam mill units
The 950/800 linear type rail and beam mill produces railway rails weighing up to 75 kg/m, large-section I-beams with a height of up to 600 mm, channels with a height of up to 400 mm, angle steel with a flange width of up to 250 mm and round billets with a diameter of up to 350 mm and a length of up to 8m. Blooms with a cross section of up to 350 x 350 mm and a length of up to 6 m are used as the initial workpiece.
From the blooming 1150, the blooms are fed by a schlepper to the heating furnaces and, after inspection and cleaning, they enter the first line of the mill, which consists of a reversible two-roll stand 950 x 2350. Here, as a rule, a roughly profiled strip up to 12 m long is obtained in five passes. Then the strip is transferred by roller tables to the first working three-roll stand 800 x 1900 of the roughing line. On this line, the strip is given a more precise profile and it is rolled out to a length of up to 30 m in four passes. The strip is inserted into the second three-roll stand of the same line using roller conveyors and a chain schlepper. Here, with the help of calibrations, the strip is given the proper profile in 3-4 passes and it is rolled out to 100 m.
The semi-finished product is transferred to the finishing two-roll stand 850 x 1200 by roller tables and chain slappers, where the semi-finished product is given its final profile in one pass.
Then, depending on the purpose, the strip is modified on the following units.
When rolling rails, a strip from a finishing stand 850 x 1200 is transferred by roller tables to hot cutting saws for cutting into measured pieces 25 m long. Then the semi-finished product is inspected, marked and sent for straightening to a straightening machine. After straightening, the rails are moved by roller tables and slappers to the refrigerator for cooling.
The cooled rails are sent to isothermal holding and normalization furnaces.
Then they are straightened in roller straightening machines along the lower base; final straightening in another plane is carried out on vertical straightening presses. After this, the rails are sent to automatic lines, where their ends are milled, mounting holes are drilled, and the surface of the heads is hardened. After the automatic lines, the rails arrive at the control table, where a comprehensive check of their quality is carried out and defects are corrected. Finished products arrive at the warehouse.
When rolling I-beams and T-beams, channels and angle steel, the rolled semi-finished product from a finishing stand 850 x 1300 is placed on a cutting section with a roller conveyor, where it is cut into measured lengths of 25 m. Then the semi-finished product is marked and sent to the refrigerator, which has a tilter for turning the semi-finished product with so that cooling is carried out more evenly. The cooled semi-finished product is transferred by roller conveyors to the correct section, where it is straightened in one plane by roller straightening machines and, after turning in another plane, by a correct press. The straightened rolled products are sent to the sorting area with subsequent transfer to the finished product warehouse.
Defective areas must be trimmed using a cold saw. To increase rolling accuracy, instead of a finishing stand, a universal stand with vertical and horizontal rolls is used.
Units for rolling round profiles include heating equipment, roller conveyors, slappers and two groups of stands: roughing, consisting of one two-roll stand 950 x 2350 and two three-roll stands 800 x 1900, and finishing - two-roll stand 850 x 1200. After marking and control, round rolled products roller conveyors are fed to saws for cutting into measured lengths, then to the refrigerator and to the finished product warehouse.