Сложно назвать отрасль промышленности, где не применяется металл и изделия из него, для производства которых активно используется прокатный стан. Металлургические предприятия сегодня предъявляют достаточно высокие требования к оборудованию. Именно поэтому современные промышленные машины, в частности прокатные станы, значительно отличаются от моделей, которые выпускались ранее.
Прокатный стан для производства профнастила
Для чего необходимо это оборудование
Потребность в таком прочном и надежном материале как металл постоянно растет, что приводит к необходимости открытия новых металлургических предприятий и модернизации уже работающих. Список отраслей промышленности, в которых без применения металла просто не обойтись, можно продолжать до бесконечности. Это машиностроение, автомобиле- и судостроение, строительная сфера и многие другие.
Для того чтобы металлическая руда превратилась в металлопрокат определенной марки, необходимо выполнить массу основных и вспомогательных операций, для каждой из которых используется специальное оборудование. Одним из основных типов металлургического оборудования, на котором в результате пластической деформации из раскаленной заготовки получается лист металла, является прокатный стан. Именно на нем производится основной объем работ, выполнением которых занимаются металлургические предприятия.
Становление металлопроката
Становление металлопроката связано с самой быстроразвивающейся отраслью XIX в. — железнодорожным транспортом. В 1828 г. по заказу Дж. Стефенсона для железной дороги Ливерпуль-Манчестер на паровых формовочных прокатных станах Бедлингтонского завода начали прокатывать стальные рельсы. Делать рельсы целиком из пудлинговой стали было слишком дорого, поэтому заготовкой рельсов стал пакет (набор) разных видов железа: на подошву рельса шло кованое железо, а грибовидный выступ, по которому катились паровозные колёса, делался из пудлинговой стали.
Превратить этот пакет в монолитное изделие строго стандартной формы можно было только прокатом. Пакет раскаляли и несколько раз прокатывали в стане профильными ручьями: с каждым прокатом форма заготовки становилась ближе к заданной. После последней прокатки в ручье чистового стана получался гладкий стандартный рельс. На прокатных станах изготавливались и стальные листы для паровозных корпусов и паровых котлов.
Разновидности прокатных станов
Как мы уже выяснили, прокатный стан — это оборудование, на котором за счет последовательно выполняемых операций металлическая заготовка превращается в сортовой прокат с требуемыми геометрическими параметрами. В зависимости от параметров конечного продукта, эти машины могут быть нескольких типов. Заготовочные и обжимные (слябинги и блюминги) предназначены для получения из крупного слитка металла заготовки, которая поступает для дальнейшей обработки на специальное прокатное устройство. К оборудованию последнего вида, на котором уже получают металлический прокат требуемой конфигурации, относятся сортовые, трубные и проволочные станы.
К категории сортовых станов относится оборудование для производства различных видов проката. Так, это могут быть станы для производства листовой стали, уголков, швеллеров, рельсов и др. В зависимости от своих функциональных возможностей, такие станы могут быть крупно- и среднесортными, рельсопрокатными и категории MPS, на которых получают профили различного сечения. Листовые прокатные станы, способные обрабатывать заготовки методом холодного или горячего деформирования, используются для получения металлических плит (толщина 50–350 мм), листового металла (3–50 мм) и полос (1,2–20 мм). Готовые изделия после производства сматываются в рулоны массой до 50 тонн.
Классификация прокатных станов, на которых производятся различные виды бесшовных труб, разделяет их на следующие категории:
- непрерывно-удлинительные, на которых производят трубы сечением до 110 мм;
- короткоправочные станы, необходимые для производства труб диаметром 60–450 мм;
- оборудование трехвалкового типа — для изготовления толстостенных труб диаметром 35–200 мм (трубы, получаемые на таком оборудовании, отличаются пониженной степенью разностенности);
- пилигримовые станы, используемые для изготовления бесшовных труб значительного диаметра (400–700 мм).
Прокатная клеть листопрокатного стана
На современных предприятиях применяются также станы деталепрокатного или специального типа. Используются они для производства профильных и трубных заготовок, длина которых не превышает 3 метров. Кроме того, возможности такого оборудования позволяют изготавливать с его помощью заготовки в виде шаров, гнутых профилей, зубчатых колес, винтов, труб с ребристым сечением и др. Доработка заготовок осуществляется уже на предприятиях, которые используют их для производства своей продукции.
Осилить железо
В Швеции в 1707 г. прокатный стан с мощным гидравлическим двигателем прокатывал размягчённые в печи литые железные плиты 2 см толщиной, превращая их в тонкое листовое железо. В 1710-х гг. в Саксонии работали плющильные станы для прокатки полосового железа из литых прутков. Вальцы станов выдавливали из железа оставшиеся шлаки, повышая качество металла в изделии. В 1719 г. саксонский опыт перенял немецкий инженер на русской службе Г.В. де Геннин и наладил подобное производство на уральских заводах, заменив хрупкий чугун в вальцах кованым железом.
Прокатный стан де Геннина на уральских заводах. Рисунок XVIII в. Размягчённую в печи заготовку — железный прут (1) — рабочий (2) вставлял меж железными вальцами стана. Вальцы сжимались винтами (3), сдавливая заготовку. Водяное колесо (4) вращало нижний валец (5), который посредством зубчатой передачи (6) передавал вращение верхнему вальцу (7). Прут прокатывался, равномерно уплощаясь и утончаясь, и другой рабочий (8) вытаскивал из вальцов ровную тонкую полосу железа.
Составные элементы прокатного стана
Конструкция любого прокатного стана включает в себя три основных элемента: так называемые рабочие клети, передаточные устройства и приводные электродвигатели. Валки, по которым перемещается листовой или профильный металл, входят в состав рабочих клетей. Также они включают в себя установочные механизмы, станины, плитовины и проводки. Движение всех рабочих частей прокатного стана обеспечивают мощные электродвигатели, которые соединяются с ними посредством элементов передаточного устройства: муфт, шпинделей и шестерен.
Следует знать, что основной характеристикой прокатных станов заготовочного и обжимного типа является диаметр рабочего валка. Если же в процессе обработки заготовки используется сразу несколько рабочих клетей, то в качестве такой характеристики используется диаметр валка, на котором выполняется финишная операция.
Сортовой прокатный стан, где получают изделия сложной формы и с достаточно точными геометрическими параметрами, включает в себя сразу несколько клетей, через которые прокат проходит последовательно в процессе своей обработки.
На современных предприятиях сегодня применяют универсальные прокатные станы, оснащенные 3-мя или 5-ю рабочими клетями. Часть валков таких станов (2–3) имеет диаметр 1350 мм, остальные — 800 мм. Оборудование для получения листового проката значительной толщины, как правило, оснащается одной или двумя рабочими клетями. Рабочая ширина таких станов, формируемая длиной валков, находится в диапазоне 3,5–5,5 метров. Стан для листового металла, чаще всего, оснащается дополнительными рабочими клетями с вертикальными валками, которые обеспечивают обжатие боковых кромок формируемого листа металла. Листовой металл в виде полос производится на устройстве, оснащенном 10–15 рабочими клетями, оборудованными горизонтальными валками с длиной 1,5–2,5 метров и вертикальными валками для обжимания торцов.
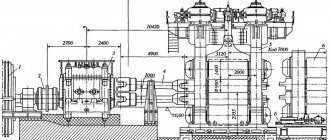
У прокатного стана, как видно из его конструкции, может быть значительная длина. Наиболее примечательно в этом плане трубопрокатное оборудование, в состав которого включено одновременно три стана. На первом из них выполняется прошивка отверстия в металлической заготовке, на втором — вытяжка заготовки в трубу, на третьем — калибровка, которая осуществляется для придания готовому изделию требуемого диаметра. На деталепрокатных станах заготовка подвергается как винтовой, так и поперечной обработке.
Устройство прокатного стана
Особенности эксплуатации прокатных станков
Предназначение
Оборудование позволяет изготавливать изделия различного типа:
- Сортового проката. К ним относятся прутки и полосы разной геометрической формы, а также фасонные детали, рессорные и ромбические.
- Профиль специального назначения. Металлические изделия в виде уголков, швеллеров, двутавров, а также комбинированные заготовки с меняющимся сечением.
- Прокат в форме тонкого листа до 4 мм, а также толстого листа более 4 мм.
- Трубный профиль с соединением при помощи сварки и бесшовных стыков.
Устройство и принцип работы
Прокатный пресс состоит из трех основных частей:
- Клеть рабочая. В конструкцию данных элементов входят прокатные валки, плиты установки, станина основания, а также проводка.
- Двигатели электрические для передачи движения рабочим элементам.
- Механизмы распределения и преобразования движения. Состоят из шпинделя, муфт и шестерней.
Агрегаты различаются по количеству клетей и размеров рабочих валков:
- Станки для толстого металла имеют в конструкции до двух рабочих отсеков с валками длиной от 3 м до 5,5 м. При этом дополнительно могут быть установлены вертикальные валки, которые служат для обработки боковых кромок.
- Широкополосное оборудование содержит до 15 клетей, валки имеют длину до 2,5 м.
- Универсальные прокатные прессы состоят из 5 отсеков, а длина валов до 1,5 м.
В промышленности выделяют три метода обработки металлического сырья до приобретения им необходимой геометрической формы:
- В первом случае на литейный агрегат устанавливают приспособление для проката, получают начальный контур детали до полной кристаллизации. Недостатком способа считают необходимость сохранения высокой температуры до окончания обработки, а также дополнительная точная обкатка.
- В результате проката через печи с температурой внутри камеры до 1350 С происходит самостоятельное сваривание краев. На выходе из оборудования получают готовый трубный профиль.
- Третий способ подразумевает изготовление деталей при температуре заготовки соответствующей окружающей среде. Для предотвращения брака, в агрегатах применяют большое количество валков, которые вращаются в противоположном направлении.
Технические характеристики
Прокатные станки имеют характеристики, которые отличают их от аналогов:
- вид изготавливаемого профиля на определенной установке может быть трубный, сортовой, а также тонко- и толстолистовой;
- диапазон толщины металла, предназначенного для проката— от 0,4 мм до 200 мм;
- необходимое сырье для проката;
- показатель производительности, от данного фактора зависит выбор станка перед покупкой, а также подготовка сырья;
- количество рабочих клеток с валками для необходимого профиля;
- диаметр рабочих валов для проката, а также их полезная длина;
- номинальное напряжение — 220 В/ 380 В;
- показатель мощности применяемого электродвигателя — от 2,2 кВт и выше;
- размеры установки в сборе;
- полная масса всего оборудования в комплексе;
- наличие реверсирования в прокатном стане.
Разновидности
По количеству расположенных в рабочей клети валков и их размещению станки проката делятся на такие типы:
- двухвалковые — в конструкции имеют парные механизмы для прессования, которые могут вращаться в разные стороны;
- трехвалковые — содержат по три вала в каждой клети;
- четырехвалковые — состоят из двух пар рабочих деталей;
- многовалковые — имеют в конструкции от 4 и более валков, а в универсальных их используют в вертикальном положении, иногда их устанавливают в промежутках между горизонтальными;
- валки, смонтированные под углом к поверхности металлической заготовки.
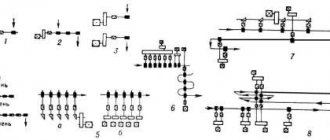
Прокатные прессы различают по расположению клетей:
- оборудование с расположением рабочих механизмов в одну линию называют линейными;
- в ступенчатых установках клети устанавливают в несколько линий параллельно основному потоку;
- оборудование для непрерывного и полунепрерывного проката, с помощью таких станков в промышленности добиваются высокой производительности.
В зависимости от типа продукции, которую выпускают в процессе прессования заготовок установки делятся на такие разновидности:
- Обжимное оборудование. Позволяют изготавливать слитки из стали весом до 25 тонн. Из рабочих клетей выходит деталь квадратного или прямоугольного сечения.
- Станки непрерывного прессования для заготовительного материала. В результате эксплуатации таких механизмов дорабатывают плиты из стали в специальный профиль и листы.
- Рельсобалочные прокатывают блюмы в рельсы, швеллера и балки больших размеров. В промышленности применяют станы ступенчатого и последовательного вида.
- Сортовые станки используют для производства металлических деталей разного сорта.
- В процессе изготовления проволоки в цехе устанавливают проволочные станы, они делятся на ступенчатые, полунепрерывные и непрерывные.
- При помощи листопрокатного станка обрабатываются слябы. Применяются толстолистовые, широкополосовые, а также с моталками.
- Трубопрокатное оборудование производит бесшовные и сварные трубы. В процессе проката применяют два уровня обработки. Первоначально из круглого бруска производят пустотелую гильзу, далее из нее изготавливают трубу необходимого диаметра.
Принцип выбора
При покупке оборудования обращают внимание на следующее:
- Производительность выпуска готовой продукции, автоматизация процесса, надежность и качество профиля.
- Применение дополнительных установок, для обеспечения автоматического проката.