Coolants are used for all types of machining of various metals. What are the types of cutting fluids and what properties do they have?
When processing metal workpieces, a powerful cutting tool is used that moves at high speed. As a result, both the workpiece and the working tool experience high loads and overheat, and over time, the quality of processing begins to suffer. To avoid negative consequences, industry uses cutting fluids (abbreviation SOZH). Next, we will talk about what the characteristics of coolants are, how they determine their properties and scope of application.
What are the differences between metalworking coolants?
The following types of metalworking coolants are distinguished: water-mixing and oil-based.
Water-based cutting fluids, in turn, are divided into synthetic, semi-synthetic and emulsifying. Let's consider the features of using each type of coolant. The main purpose of cutting fluids is cooling and lubrication of cutting elements in metalworking machines. If at home you can do without these aids, then at a large enterprise this is fraught with negative consequences: rapid failure of tools, increased costs for their maintenance, and others.
Metalworking coolants are used mainly when cutting or applying pressure - where metals experience increased stress. In this case, the substance acts as an intermediate element, a spacer between the tool and the part. It is used in the production of parts for transport, metal in the form of strips and in any metallurgical enterprise. Not only cutting or pressure, but also other methods of influence require the following auxiliary components: stamping, drilling, grinding.
"Ekol"
The popular Russian one produces a line of products in the following categories: synthetic, semi-synthetic, water-based and bactericidal cutting fluids. Buyers are in demand for “Ekol-3” for blade and abrasive processing of ferrous metals, as well as “Ekol-B2”, which copes with all of the above and is also suitable for processing aluminum alloys, carbon and alloy steels. If additional bioprotection is required, the manufacturer has the Ekol-BIO additive for this purpose. It prevents the development of aerobic and anaerobic bacteria and is suitable for use in water-miscible cutting fluids.
The importance of using coolant when working with metals
Emulsol coolant for metalworking promotes the formation of a thin but stable film in the area of cutting or other mechanical impact on the part. The liquid reduces the temperature at the point of contact with the tool and improves the final quality. Other tasks that are solved by this composition:
- reducing the force of external friction;
- reduction of wear time of cutting parts of tools;
- cleaning the surface of rolled metal during processing;
- removal of chips from the cutting zone and other contaminants;
- improving the accuracy of parts processing.
With the help of additional additives, you can stabilize the acidity level, increase the service life of the emulsion, prevent foaming, corrosion and other phenomena that negatively affect the equipment or the workpiece itself.
Thanks to metalworking coolants, labor productivity in workshops increases. Special tools play an important role in planning the costs of modernization and maintenance of complex technological equipment.
Coolant market trends in Russia
Coolant manufacturers in Russia focus primarily on the domestic market. Exports account for a small share of production.
More and more progressive developments are appearing in the domestic coolant segment. For example, polar phosphoesters and oil-soluble glycols are added to oil products for complex cutting operations, which form a dense sorption film and reduce the coefficient of friction. Thanks to this, the service life of the lubricant increases by 70-80% and the durability of the metal tool by another 50-70%.
Multifunctional coolants of the HLP class are also appearing on sale, which can be used in hydraulic systems. Their distinctive feature is a high concentration of anti-corrosion additives. And hyperbranched polymers enhance anti-wear characteristics and increase the oil viscosity index. This provides a stronger lubricating film in the metalworking zone of the material.
If you need a high-quality emulsol coolant, manufacturers will offer you options of different composition, characteristics and price. You just need to choose the product that best meets the technical conditions of metalworking.
You can buy coolant for metalworking or any other tasks from Loc-Line. Contact us to get a specialist’s recommendation on choosing the appropriate coolant for your tasks, to clarify the composition and application features. You can place an order by calling 8 in St. Petersburg or by email
Characteristics of coolant for metallurgy
Basic parameters of the substance: viscosity, acid number, oxidability, flash point. Let's look at what they affect.
- Viscosity - the rate of supply of a substance to the processing zone of a metal workpiece. The less viscous the liquid, the easier and faster it is to apply. Some production processes require high fluidity agents, while others, on the contrary, require low viscosity to maintain technological performance.
- Acid number - the concentration of organic acids. The concentration changes over time and must be compared with the value recommended by the manufacturer. The greater the discrepancy with the instructions, the older and less suitable for use the liquid is.
- Flash point - on the requirements for fire safety regulations. The temperature is indicated for the moment at which a substance can ignite during the metalworking process. The workpieces are heated during high-speed and die-cutting.
Varieties and their features
There are the following types of metalworking coolants: water-mixing and oil-based. The former have a pronounced cooling effect, the latter are made on the basis of one or more oils of plant/animal origin. Water-based cutting fluids, in turn, are divided into synthetic, semi-synthetic and emulsifying. Any lubricant contains additives that complement and improve performance characteristics.
Emulsions and semi-synthetic formulations are suitable for standard high-intensity cutting, carving, grinding, blading and other types of mechanical impact. Based on mineral oil - for working with low-alloy steel, aluminum, milling and turning. Fully synthetic - for grinding high-alloy and stainless steel.
"Rikoms"
— . It prepares and then packages cutting fluids in containers of various sizes: barrels, canisters or customer containers. "Rimox" is produced in accordance with TU 5831-004-45939514-2002 and is a mineral oil. It contains added substances that prevent corrosion of the metal parts of the tool. Additional additives provide anti-seize properties and make it resistant to oxidation.
Ricoms mineral oil is suitable for use in circulation systems for all metalworking methods: cutting, threading, drilling. Coolant behaves well in contact with aluminum and titanium alloys, alloy and structural steels.
Technological requirements
Metalworking coolants must not only fulfill their main purpose (as well as solve the auxiliary tasks described above), but also meet two important requirements. First, they must be protected during use. The second is to have a high degree of purification. For example, the ingress of foreign particles significantly reduces the efficiency of use.
Other requirements also apply: technical, economic and sanitary-hygienic. Also, different cutting fluids have the following parameters: high heat capacity, no negative impact on metal workpieces, low cost and widespread distribution, absence of toxic components and unpleasant odor. The liquid that is applied to the metal plate or workpiece should not lead to the appearance of black spots, soot, burnt marks and other defects that may appear on the surface during processing or after its completion. High-quality lubricants have pronounced cleaning properties and are convenient to apply to the shaft. In many ways, these properties are determined by the composition of the metalworking coolant.
How to supply lubricant to the cutting area
The following methods are popular in modern production:
- high pressure supply. Several nozzles are used simultaneously, from which liquid comes out under pressure using a jet-pressure method;
- free flow delivery. In this case, it is sent directly to the metalworking zone. The liquid enters through the axial hole in the equipment and is distributed to the peripheral areas due to the centrifugal force that arises due to the rotation of the tool;
- feeding directly to the cutting or grinding site. This method is used only for those liquids that have pronounced lubricating properties. Feeding begins a few minutes before starting work on the milling machine;
- feeding by contact method. The coolant is directed directly to the cutting part of the tool or to the workpiece.
It must be taken into account that small particles of chips and dust in the workplace settle on the nozzles from which the liquid is supplied and reduce its efficiency. The system becomes clogged and ceases to perform its functions, and at the same time the quality of metal processing decreases. To prevent this from happening, the coolant must be filtered regularly. Otherwise, a favorable environment appears for the development of microorganisms that cause rotting, corrosion damage occurs, an unpleasant odor is possible, etc.
Cooking at home
How do you know if a homemade coolant is suitable for metalworking? Experts answer this question unequivocally: on an industrial scale - no. If you want to use a small amount for work in a home workshop, this is possible, but it is better to choose specialized products. The manufacturer is responsible for its quality and the final result that you will get if you follow the instructions exactly. If there are any quality complaints or operational issues, you can always solve them.
LLC "USM Group" All rights reserved. Not an offer.
Source
What is coolant?
The abbreviation SOZH in production and metalworking stands for “lubricating and cooling liquid”; the term SOTS is also used – “lubricating and cooling technological means”. Coolants
are multicomponent compositions, the main purpose of which is cooling and lubrication of tools and workpieces made of ferrous and non-ferrous metals and alloys. They reduce friction and protect tools and workpieces from overheating and corrosion, effectively remove abrasive dust and small chips from the working area, and prevent rapid wear of key equipment elements.
Features of the impact on machines and workpieces
In general, coolant solves three problems: cools, lubricates and removes small particles (chips). But in reality there are many more problems. For example, here are the consequences of efficient cooling:
- the wear process of the cutting tool is reduced;
- the accuracy of work on a lathe increases;
- the number of technological processes is reduced;
- the quality of processed parts improves;
- Risks for the employee are reduced, and their workplace becomes more comfortable.
Coolant for a lathe is not an essential component of metalworking, but without it it is impossible to obtain high-quality products and rationally plan tool maintenance costs.
Types and characteristics of coolant
The main technical characteristics of coolants are density and viscosity, which depend on the composition and determine their lubricating and cooling properties. Another important property of the coolant is the freezing point, which determines the conditions under which the lubricant can be used.
Depending on the composition, cutting fluids are divided into two groups:
Based on the form of release, a distinction is made between concentrates and ready-to-use emulsions. A special group includes aerosol used in non-stationary workplaces.
What kind of coolant is needed for a lathe?
It is important to choose a coolant that best matches the technological process that will be performed on the machine. But the quality of the liquid itself also plays a role - it is largely determined by its purity and depends on the concentration of mechanical impurities, particle size, content of foreign oils, etc. The exact values of what the coolant should be for GOST lathes are given in the table.
| Method of processing a part on a lathe | Standard indicators for the purity of cutting fluids | ||||
| g/l | µm | µm | % (for water miscible) | ||
| External cylindrical grinding: | |||||
| 0,40 | 30 | 8,0 | 1,0 | |
| 0,10 | 5 | 1,5 | 0,5 | |
| Surface grinding | |||||
| 0,30 | 20 | 6,0 | 1,0 | |
| 0,04 | 3 | 1,0 | 0,5 | |
| Turning: | |||||
| 0,50 | 100 | 50,0 | 1,0 | |
| 0,30 | 20 | 30,0 | 1,0 | |
| Drilling | 0,40 | 50 | 20,0 | 1,0 | |
| Countersinking | 0,30 | 15 | 10,0 | 1,0 | |
| Deployment | 0,10 | 10 | 5,0 | 1,0 | |
Video: Coolant for a lathe
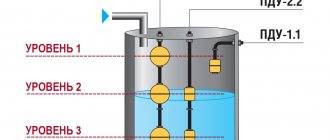
How to extend coolant life
In order for the coolant to perform the tasks stated by the manufacturer longer, it is necessary to regularly check the following parameters: liquid concentration, pH level (acidity) and hardness of the water used for dilution. Also, the parameters of the coolant are monitored on an ongoing basis using graphs. This helps to take timely measures if the properties of the coolant have changed and this negatively affects the quality of metalworking.
Other recommendations:
- add concentrate to water, and not vice versa (for water-miscible liquids);
- monitor fluid characteristics;
- maintain concentration at the level recommended by the manufacturer;
- do not use water that may be contaminated with bacteria;
- remove “trapped oil”;
- do not add water to the system, add a new portion of diluted concentrate;
- do not use process fluids after their service life has expired;
- keep coolant systems clean;
- Eliminate hydraulic and gear oil leaks.
To profitably buy coolant for a lathe and related materials at a good price, call the number in St. Petersburg or write by e-mail
Oil coolants
Oil coolants
- these are pure mineral oils (viscosity 2 - 40 mm2/s at 50°C) or with the addition of various functional additives (extreme pressure, anti-friction, anti-fog, anti-corrosion, etc.). They are made from petroleum products, and therefore are classified as flammable liquids.
They have excellent lubricating properties, but there are a number of disadvantages: low cooling ability, evaporation and a high level of fire hazard. Oil-based cutting fluids do not require special preparation; they are produced ready for use.
Selection and use of oil-based coolant
Oil coolants are characterized by density, viscosity and flash point, which are the main criteria for choosing a particular brand of cutting fluid. They are traditionally used for heavy-duty work on metal-cutting machines - with low feed rates and large depths of cut. Mineral oil-based emulsols are widely used in honing, reaming and drilling applications, and when machine seals do not allow the use of water-containing products.
Pure mineral oils without additives have limited use and are most often used for simple work with non-ferrous metals (bronze, brass, copper), as well as carbon steels and cast iron. For difficult-to-machine materials, oil-based cutting fluids of a more complex composition with additives are suitable.
When choosing between several brands of cutting fluid with similar characteristics, experts recommend giving preference to those products that:
- have higher transparency for a better overview of the work area
- do not form oil mist and are safe for personnel
- do not contain chlorine and at the same time have high lubricating properties and provide the required processing quality
Cutting fluids: structure, mechanism of action
The widespread use of cutting fluids is due to the fact that they simultaneously effectively separate the rubbing surfaces of the workpiece and the tool, and also reduce the temperature of the latter. At the same time, the composition of the components, which include the most effective cutting fluids, is presented:
- Lubricants based on synthetic or animal oils.
- Additives that provide substances with anti-friction and extreme pressure properties.
- Components that prevent the compositions from separating during long-term storage.
- Substances that protect working tools from corrosion and destruction.
- Additives that reduce aggressiveness.
- Additives that improve wettability and also reduce foaming during metalworking.
Used products are subject to mandatory disposal.
The classification according to which cutting fluids (coolants) are produced is usually made according to the following parameters:
- According to the origin of the main components. Thus, oil cutting fluids are produced based on technical oils - petroleum products, as well as on fats of animal or vegetable origin.
- According to the method of preparation, emulsols are distinguished - products with a long period of spontaneous separation, or technical oil cutting fluids, which are prepared immediately before their use. In the latter case, according to GOST, coolant concentrate is produced.
- According to the industry of their application, synthetic coolants are produced, designed for the conditions of plastic deformation operations, moreover, for lathes.
- Oil coolants also differ in their physical and mechanical properties - acid number, viscosity, flash point. The last characteristic determines whether oil coolants can be used in hot stamping operations or not.
[Show slideshow]
Brands of the most common machining compounds
The following types are produced for lathes:
- Emulsols, which are diluted ordinary mineral oils (for example, I-12, I-20) Petroleum-based emulsols are produced according to the technical requirements of GOST 6243-75;
- Emulsifiers that contain metal soaps of synthetic fatty acids. Manufactured in accordance with GOST R 52128-2003;
- Synthetic compositions based on high-atomic alcohols, tall oils, triethanolamine. They are produced in accordance with GOST 38.01445-88, and are intended for lathes that perform mechanical processing of high-speed, stainless, and alloy steels. Their use in used form is not allowed;
- Sulfofresols (GOST 122-94) are mixtures of highly purified oil and sulfur-containing compounds. They effectively reduce friction and do not have corrosive properties, since they do not contain water, acids, or alkalis.
A common property that synthetic coolant for lathes should have is reduced viscosity. Here, the main components of the coolant are easily distributed over the complex surface of the tool, cool it well, and do not allow chips to stick to the cutter. On average, the considered indicator for machining processes does not exceed 35 - 40 cSt.
In Russia, imported products are often used, for example, from the MobilCut brand. However, according to the principle of import substitution, which is now being widely implemented in Russia, imported brands are gradually being replaced by domestic types of similar products. In addition, descriptions of such products often do not consider the types of steels or non-ferrous alloys (in particular, aluminum) that are used in Russia. There are specially equipped containers for used coolant.
Requirements for cutting fluids
Synthetic and semi-synthetic coolants
Water-miscible coolants
They contain various organic and inorganic substances, including: alcohols, water, emulsifiers, electrolytes, biocides, corrosion inhibitors, extreme pressure additives, etc.
The advantages of this type of emulsols are low cost, ease of preparation of working emulsions, low fire hazard, and good cooling properties. Disadvantages: foaming, high degree of biodestruction by microorganisms and disposal costs.
Classification of water-soluble cutting fluids
Water-miscible emulsols are supplied in the form of a concentrate, which is used to prepare working emulsions directly at the point of use. In this case, a prerequisite for obtaining a high-quality product is the correct dilution of the concentrate with water - it is added to the water and mixed thoroughly.
This group includes three main types of coolant with different dispersion of the main component:
- Emulsion:
coarse products obtained by diluting emulsols containing up to 85% mineral oils with water. By mixing emulsol and water at a concentration of 5-30%, a white emulsion is formed with high lubricating characteristics. - Semi-synthetic:
concentrated products with a colloidal degree of dispersion, containing up to 50% mineral oils. A working translucent solution with a concentration of 1-10% is obtained by mixing with water. It is equally characterized by good lubricating and cooling properties. - Synthetic:
oil-free concentrates have a molecular degree of dispersion. Main components: surfactants (surfactants), water, water-soluble polymers and additives. The working solution at a concentration of 1-10% has high cooling properties.
Composition and characteristics of water-based coolant
Water-soluble cutting fluids have excellent cooling properties and are therefore suitable for high-speed metal processing. In addition, they make it possible to obtain a working solution of various concentrations, which expands the applicability of this type of emulsols in metalworking.
For example, the same brand of cutting fluid can be used for rough machining in a concentration of 2-5%, and when performing particularly difficult operations (deep countersinking, drilling, etc.) - in increased concentrations of up to 8%. Synthetic coolant with a low concentration of 1.5-2.5% is usually chosen for grinding operations.
Recommended concentrations and applicability of each brand of coolant for a specific type of machining are given in the technical documentation of the manufacturers. Exact adherence to dosages guarantees the stability of the finished coolant solution and allows you to achieve the most efficient metal processing.
How coolants are produced
Coolant manufacturing companies, in order to obtain high-quality coolant, must strictly adhere to technology, control the dosage of components and the output parameters of the liquid. The emphasis is not only on complex and expensive equipment (although this is also necessary), but also on the composition/origin of raw materials, on which the quality of the finished product directly depends.
Not only production technologies are being developed, but also a range of additives that complement coolants and significantly expand their performance characteristics. The following additives are popular: anti-corrosion, anti-foam, antibacterial. They are made on the basis of silicates, amines, nitrites, organic carboxylic acids and a number of other substances.
Since most components are toxic, during the production of coolant it is important to comply with technology and safety regulations, to protect plant employees from direct contact with liquids and to prevent their evaporation, which causes workers to suffer and the concentration of the lubricant to decrease.
Water-miscible coolants are considered the most popular and inexpensive to produce. They are sold in the form of concentrates that must be diluted with water before use. They are made using petroleum oils, polymers, emulsifiers, and glycols. Oil analogues are supplied to consumers completely ready, which is why they are considered more convenient.
Let's consider which coolants are most often found on the Russian market, their manufacturers, characteristics and features of application in metalworking.
Selection and application of coolant
The main areas of application of lubricating and cooling fluids are turning and milling of metals. Emulsol for metalworking is selected based on specific production conditions: type of equipment, tools used, technological operations performed, workpiece material, method of supplying the working emulsion, etc.
Coolant for lathes - which one to choose?
There is no clear answer to the question of which coolant is best for turning: it must be selected taking into account the speed regime and the properties of the metal being processed.
When high-speed turning, it is necessary to use coolant with improved heat dissipation and anti-friction characteristics.
Even when processing stainless metals, the coolant concentrate, emulsol or emulsion for lathes must contain special additives to prevent corrosion of tools and equipment components.
Anti-seize components must be added to the turning emulsion for processing viscous metals.
How to choose coolant for milling?
Coolant requirements for milling machines depend on the cutting mode, tool material and workpiece.
For example: when using cutters with carbide inserts, they must combine high lubricating and low cooling properties (milling is an intermittent process, so intensive cooling of the cutting zone leads to the formation of thermal cracks on the cutting edges of the tool due to sudden temperature changes);
When processing parts made of aluminum and stainless steel, it is necessary to use coolant with anti-seize additives to improve the quality of surface treatment.
Features of choosing coolant for grinding machines
Cooling fluids for metal grinding are subject to increased requirements for fire safety, foam and fog formation, and the content of substances hazardous to personnel health.
During grinding, a large amount of small chips and abrasive dust is formed in the working area, which leads to the formation of scratches on the surfaces being processed. Therefore, to ensure high quality parts, it is necessary to choose coolant with improved cleaning properties.
Coolant functions for machine tools:
- cooling the cutting tool, which heats up during operation, and increasing its service life,
- improving the quality of metal surface treatment,
- removing dust, dirt, metal shavings, etc. from working surfaces,
- lubrication of the friction zone to increase the service life of the cutters, reduce the coefficient of friction and generate heat.
- increasing machine productivity by increasing speed, improving quality and accuracy of processing.
Coolant grades and ratings
The first places in the rating of coolants for metalworking are occupied by products of the brands Henkel, Blaser, Cimcool - these companies specialize in the production of cutting fluids. For the companies Castrol, Shell, Mobil, the main direction is the production of motor oils, and the production of COTS for them is a “side” business. At the same time, the cost of coolant of all the above brands is equally high, including due to the considerable costs of delivery and customs clearance.
In addition, counterfeits are often sold under the guise of emulsions and emulsols of well-known brands, which are dangerous not only for equipment, but also for human health.
Domestic-made cooling lubricants are much cheaper, but at the same time they have a number of disadvantages, including:
- rapid delamination, bactericidal contamination and, as a consequence, loss of working properties;
- corrosion and destruction of machine parts made of non-ferrous materials;
- foaming and sedimentation when used with hard water;
- allergic reactions and other health problems among personnel;
- high toxicity of the spent emulsion and problems with its disposal.
When developing our products, we took these factors into account, so the Oilcool brand metalworking coolant concentrate fully meets modern sanitary and hygienic requirements, and the Ecoboost 2000 additive package provides high anti-corrosion, anti-friction, extreme pressure and other important performance properties. The cutting fluids we produce are in no way inferior to foreign analogues and at the same time are cheaper.
BIOQOOL
Under this brand you can buy cutting fluids from the official representative of Morris Lubricants in the Russian Federation. These are universal coolants for metalworking, which are produced in Russia from raw materials of English origin. Technological maps were developed by Swiss specialists. The BIOQOOL series is suitable for the following operations:
- turning and milling;
- grinding and drilling (including deep drilling);
- band saw cutting;
- stamping and drawing;
- work on a rolling and pipe rolling mill;
- work on CNC machines;
- thread cutting.
When is coolant replacement required?
The emulsol is replaced after the expiration date of the product, as well as in cases where its quality, appearance and performance characteristics have significantly deteriorated during use.
As practice shows, oil emulsols have a longer shelf life compared to water-based cutting fluids. This is explained by the fact that water is a good environment for the development of all kinds of microorganisms, which leads to a decrease in pH levels and the appearance of an unpleasant odor. Harmful factors for water-miscible coolants are also elevated temperatures, contamination with lubricants and abrasives. Such an emulsion loses stability and its properties and becomes more toxic. Current monitoring of the coolant condition makes it possible to promptly identify inconsistencies and make adjustments. The frequency of monitoring is established by the standards:
- for oil coolants: once a month
- for semi-synthetic and synthetic coolants: once every 2 weeks
- for emulsion coolants: once a week
Source