One of the main components of a truly high-quality seam is the correct and precise adjustment of the welding current in accordance with the task at hand. Experienced welders often have to work with metal of different thicknesses, and sometimes the standard min/max adjustment is not enough for proper work. In such cases, there is a need for multi-stage current regulation, accurate to the nearest ampere. This problem can be easily solved by connecting an additional device to the circuit - a current regulator.
The current can be adjusted in the secondary (secondary winding) and in the primary (primary winding). Moreover, each method of setting up a transformer for welding has its own characteristics that are important to consider. In this article we will tell you how to regulate the current in welding machines, provide diagrams of regulators for a semi-automatic welding machine, and help you choose the right welding current regulator for the primary winding for a welding transformer.
Methods for adjusting current
There are many ways to regulate the current, and above we wrote about the secondary and primary windings. In fact, this is a very rough classification, since the adjustment is still divided into several components. We will not be able to analyze all the components within the framework of this article, so we will focus on the most popular ones.
One of the most commonly used current control methods is to add a ballast at the output of the secondary winding. This is a reliable and durable method; you can easily make a ballast with your own hands and use it without additional equipment. Often, ballasts are used solely to reduce current.
In this article, we described in detail the operating principle and features of using a ballast for a semi-automatic welding machine. There you will find detailed instructions on how to make the device at home and how to use it in your work.
Despite many advantages, the method of adjusting the current through the secondary winding when used in conjunction with a welding transformer may not be very convenient, especially for novice welders. First of all, the ballast is quite bulky and its size can reach a meter in length. The device is also often underfoot and gets very hot, and this is a gross violation of safety regulations.
If you are not ready to put up with these shortcomings, then we recommend that you pay attention to the method when the welding current is adjusted through the primary winding. For these purposes, electronic devices that can be easily made with your own hands are often used. Such a device will easily regulate the current through the primary and will not cause inconvenience to the welder during operation.
The electronic regulator will become an indispensable assistant for a summer resident who is forced to weld under conditions of unstable voltage. Often houses are simply not allowed to use electrical appliances larger than 3-5 kW, and this is very limiting in their work. Using the regulator, you can configure your device so that it can operate smoothly even with low voltage. Also, such a device will be useful for craftsmen who need to constantly move from place to place while working. After all, the regulator does not need to be dragged around like a ballast, and it will never cause injury.
Now we will talk about how to make an electronic regulator from thyristors yourself.
General concepts
The principle of arc welding is well known. Let's refresh our memory of the basic concepts. To obtain a welding joint, an arc must be created. An electric arc occurs when voltage is applied between the welding electrode and the surface of the material being welded. The arc current melts the metal, forming a molten pool between the two ends. After the seam has cooled, we obtain a strong connection between the two metals.
Arc welding diagram.
In Russia, alternating current is regulated at a frequency of 50 Hz. Power for the welding machine is supplied from the mains with a phase voltage of 220 V. Welding transformers have two windings: primary and secondary. The secondary voltage of the transformer is 70 V.
Separate manual and automatic welding modes. In a home workshop, welding is carried out manually. We list the parameters that can be changed manually:
- welding current;
- arc voltage;
- welding electrode speed;
- number of passes per seam;
- diameter and brand of electrode.
The correct selection and maintenance of the necessary parameters throughout the welding process are the key to a high-quality welded joint..
When carrying out manual arc welding, it is necessary to correctly distribute the current. This will allow you to make a high-quality seam. The stability of the arc directly depends on the magnitude of the welding current. Experts select it based on the diameter of the electrodes and the thickness of the materials being welded.
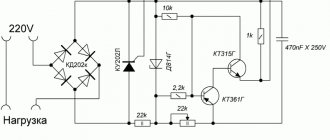
Thyristor regulator circuit
Above you can see a diagram of a simple regulator using 2 thyristors with a minimum of non-scarce parts. You can also make a regulator using a triac, but our practice has shown that a thyristor power regulator is more durable and operates more stably. The assembly diagram is very simple and according to it you can quickly assemble the regulator with minimal soldering skills.
The operating principle of this regulator is also simple. We have a primary winding circuit into which the regulator is connected. The regulator consists of transistors VS1 and VS2 (for each half-wave). The RC circuit determines the moment when the thyristors open, and at the same time the resistance R7 changes. As a result, we get the opportunity to change the current in the primary of the transformer, after which the current changes in the secondary.
Note! The regulator is adjusted under voltage, do not forget about this. To avoid fatal mistakes and avoid injury, it is necessary to isolate all radio elements.
In principle, you can use old-style transistors. This is a great way to save money, since these transistors can easily be found in an old radio or at a flea market. But keep in mind that such transistors must be used at an operating voltage of at least 400 V. If you find it necessary, you can use dinistors instead of the transistors and resistors shown in the diagram. We did not use dinistors, since in this version they do not work very stably. In general, this thyristor-based welding current regulator circuit has proven itself well, and on its basis many regulators have been manufactured that operate stably and perform their function well.
You could also see in stores the resistance welding regulator RKS-801 and the resistance welding regulator RKS-15-1. We do not recommend making them yourself, since it will take a lot of time and will not save you much money, but if you want, you can make RKS-801. Below you see a diagram of the regulator and a diagram of its connection to the welder. Open the pictures in a new window to see the text better.
Secondary welding current regulator - Metalworker's Handbook
Each control method can have a positive effect on the operation of the welding unit, but each method also has its own disadvantages, which it is advisable to know and be able to avoid unpleasant situations.
The welding process is a responsible procedure, therefore it determines almost any deviation from the norms. Using special regulators:
- The operating current is adjusted,
- The magnetic flux changes.
Therefore, the current regulator for a welding machine performs an important function and the main methods of regulation are: magnetic shunting, mobility of windings, as well as various types of chokes.
Methods for adjusting welding parameters
If you connect to the taps that are made on the second winding of the transformer, then there is the possibility of stepwise regulation of the electric current. When using this method, the number of turns changes, thus reducing or increasing the current.
But there are disadvantages to this method, which lie in the minimum adjustment ranges. And the control device will have to be of decent dimensions in order to withstand serious electrical overloads. You will also have to use powerful switches that can withstand high currents.
The secondary winding takes up significantly greater loads than the secondary winding, so this device wears out quickly. To improve the performance of this design, thyristors are used, which are integrated into the primary winding.
With the help of such a device, you can configure the welding machine, and it is very simple to do. To make a current regulator for a welding machine, you need to correctly select the resistances and other elements included in the circuit of this device.
Current regulator circuit for a welding unit
The thyristors in the device are installed in parallel so that they are turned on by the current generated by the two transistors. When the regulator is connected to the circuit, the thyristors are in the closed state, and the capacitors receive the charge due to variable resistance.
And when the capacitor reaches a certain voltage, the discharge current moves. After the transistor, the thyristor opens, connecting the load.
By changing the resistance of the resistor, it will be possible to adjust the connection of the thyristors. In this regard, the total current on the original transformer winding changes.
To achieve an increase or decrease in the adjustment range, the resistance of the resistor changes in the desired direction. If transistors are not available, the use of dinistors is an acceptable condition.
Regulator circuit with dinistors and transistors
A current regulator for a welding machine is mounted not only on transistors designed to produce an avalanche voltage, but also using dinistors.
This element must be connected with its anodes to the resistance terminals, and with its cathodes it must be connected to the other two resistors. Transistors of models P416, GT308 are used for regulators of welding devices, but there is also the possibility of connecting low-power transistors with similar characteristics.
Variable type resistors can be used SP-2, and MBM are used as permanent elements. In this case, it is necessary to select a resistance that will have a suitable operating voltage.
In order to properly assemble a control device for a welding machine, you need to use a textolite base with a thickness of 1.5 - 2 millimeters, then the installation process will be more convenient.
It is necessary to ensure that all parts involved in the circuit are insulated from the housing, since short circuits and an increase in temperature are possible. Serious overloads can lead to negative consequences and failure of both individual elements and the entire device.
If all the rules were followed when assembling the control device, and the parts were selected according to optimal parameters, then the regulator does not need to be adjusted.
But before using the device in full, you need to check the operation of the transistors included in the circuit, because they may not withstand the avalanche mode.
Thanks to the stable operation of the device, welding machines will be able to work normally with different materials and structures being welded.
Share a link to this material with your friends on social networks (click on the icons):
How to adjust the current when welding?
This is a fairly common question that has several solutions. There is one of the most popular ways to solve the problem; adjustment occurs through an active ballast connection at the output of the winding (secondary).
On the territory of the Russian Federation, welding for alternating current consists of a frequency of 50 Hz. A 220V network is used as a power source. And all transformers for welding have a primary and secondary winding.
Regulator for welding current
In units used in an industrial area, current regulation is carried out differently. For example, using the moving functions of the windings, as well as magnetic shunting, inductive shunting of various types. Ballast resistance stores (active) and a rheostat are also used.
This choice of welding current cannot be called a convenient method, due to the complex design, overheating and discomfort when switching.
A more convenient way to regulate the welding current is to wind the secondary (secondary winding) by making taps, which will allow you to change the voltage when switching the number of turns.
But in this case, it will not be possible to control the voltage over a wide range. They also note certain disadvantages when adjusting from the secondary circuit.
As a result, an optimal and convenient tool was found in which adjusting the welding current does not seem so confusing - this is a thyristor.
Experts always note its simplicity, ease of use and high reliability.
The strength of the welding current depends on turning off the primary winding for specific periods of time, at each half-cycle of the voltage. At the same time, the average voltage readings will decrease.
The principle of operation of a thyristor
The regulator parts are connected both in parallel and counter to each other. They are gradually opened by current pulses, which are formed by transistors vt2 and vt1. When the device starts, both thyristors are closed, C1 and C2 are capacitors, they will be charged through resistor r7.
At the moment when the voltage of any of the capacitors reaches the avalanche breakdown voltage of the transistor, it opens, and the discharge current of the joint capacitor flows through it. After the transistor opens, the corresponding thyristor opens and connects the load to the network.
Then the opposite half-cycle of the alternating voltage begins, which implies the closing of the thyristor, then a new cycle of recharging the capacitor follows, this time in the opposite polarity. Then the next transistor opens, but again connects the load to the network.
Welding with direct and alternating current
In the modern world, DC welding is used to a greater extent. This is due to the possibility of reducing the amount of filler material of the electrodes in the weld. But when welding with alternating voltage, you can achieve very high-quality welding results. Welding power sources operating with alternating voltage can be divided into several types:
- Instruments for argon arc welding. Special electrodes are used here that do not melt, making argon welding as comfortable as possible;
- Apparatus for the production of RDS by alternating electric current;
- Equipment for semi-automatic welding.
Alternating welding methods are divided into two types:
- use of non-consumable electrodes;
- piece electrodes.
There are two types of DC welding, reverse and direct polarity. In the second option, the welding current moves from negative to positive, and the heat is concentrated on the workpiece. And the reverse concentrates attention on the end of the electrode.
A DC welding generator consists of a motor and a current generator itself. They are used for manual welding during installation work and in the field.
Manufacturing of the regulator
To make a control device for welding current, you will need the following components:
- Resistors;
- Wire (nichrome);
- Coil;
- design or diagram of the device;
- Switch;
- Spring made of steel;
- Cable.
Operation of the ballast connection
The ballast resistance of the control apparatus is at the level of 0.001 Ohm. It is selected through experiment. Directly to obtain resistance, resistance wires of high power are mainly used; they are used in trolleybuses or on lifts.
Such resistance is turned on permanently or in another way, so that in the future it will be possible to easily adjust the indicators. One edge of this resistance is connected to the output of the transformer structure, the other is provided with a special clamping tool that can be thrown along the entire length of the spiral, which will allow you to select the desired voltage force.
Welding current measurement
Once you have made and configured the regulator, it can be used in operation. To do this, you need another device that will measure the welding current. Unfortunately, it will not be possible to use household ammeters, since they are not capable of working with semi-automatic devices with a power of more than 200 amperes. Therefore, we recommend using a clamp meter. This is a relatively inexpensive and accurate way to find out the current value; the clamp control is clear and simple.
Read also: Carving on an angle grinder size
The so-called “clamps” at the top of the device grip the wire and measure the current. There is a current measurement limit switch on the device body. Depending on the model and price, different manufacturers make clamp meters capable of operating in the range of 100 to 500 amps. Choose a device whose characteristics match your welding machine.
Clamp meters are an excellent choice if you need to quickly measure current without interfering with the circuit or connecting additional elements to it. But there is one drawback: clamps are absolutely useless when measuring DC current values. The fact is that direct current does not create an alternating electromagnetic field, so the device simply does not see it. But when working with alternating current, such a device meets all expectations.
There is another way to measure current, it is more radical. You can add an industrial ammeter to the circuit of your semi-automatic welding machine, capable of measuring large current values. You can also simply temporarily add an ammeter to the open circuit of the welding wires. On the left you can see a diagram of such an ammeter, according to which you can assemble it.
This is a cheap and effective way to measure current, but using an ammeter in welding machines also has its own characteristics. It is not the ammeter itself that is added to the circuit, but its resistor or shunt, and the dial indicator must be connected in parallel to the resistor or shunt. If you do not follow this sequence, the device, at best, simply will not work.
Adjusting the welding current when welding with direct and alternating current
This is a fairly common question that has several solutions. There is one of the most popular ways to solve the problem; adjustment occurs through an active ballast connection at the output of the winding (secondary).
On the territory of the Russian Federation, welding for alternating current consists of a frequency of 50 Hz. A 220V network is used as a power source. And all transformers for welding have a primary and secondary winding.
Manufacturing of the regulator
To make a control device for welding current, you will need the following components:
- Resistors;
- Wire (nichrome);
- Coil;
- design or diagram of the device;
- Switch;
- Spring made of steel;
- Cable.
Operation of the ballast connection
The ballast resistance of the control apparatus is at the level of 0.001 Ohm. It is selected through experiment. Directly to obtain resistance, resistance wires of high power are mainly used; they are used in trolleybuses or on lifts.
Such resistance is turned on permanently or in another way, so that in the future it will be possible to easily adjust the indicators.
One edge of this resistance is connected to the output of the transformer structure, the other is provided with a special clamping tool that can be thrown along the entire length of the spiral, which will allow you to select the desired voltage force.
The main part of resistors using high-power wire is produced in the form of an open spiral. It is mounted on a structure half a meter long. Thus, the spiral is also made from heating element wire.
When resistors made of a magnetic alloy are combined with a spiral or any part made of steel, in the process of passing high current, it will begin to tremble noticeably. The spiral has such dependence only until the moment it stretches.
Versatile capabilities and tasks performed
A friend needed a machine for welding and cutting pipes, angles, sheets of different thicknesses with the ability to work with 3÷5 mm electrodes. Welding inverters were not known at that time.
We settled on the DC design, as it is more universal and provides high-quality seams.
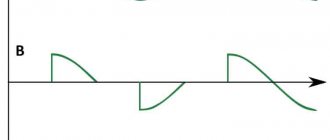
Thyristors removed the negative half-wave, creating a pulsating current, but did not smooth out the peaks to an ideal state.
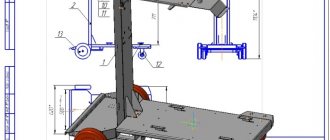
The welding output current control circuit allows you to adjust its value from small values for welding up to 160-200 amperes required when cutting with electrodes. She:
- made on a board from thick getinax;
- covered with a dielectric casing;
- mounted on the housing with the output of the adjusting potentiometer handle.
The weight and dimensions of the welding machine were smaller compared to the factory model. We placed it on a small cart with wheels. To change jobs, one person rolled it freely without much effort.
The power cord was connected through an extension cord to the connector of the input electrical panel, and the welding hoses were simply wound around the body.
Simple design of DC welding machine
Based on the installation principle, the following parts can be distinguished:
- homemade transformer for welding;
- its power supply circuit is from network 220;
- output welding hoses;
- power unit of a thyristor current regulator with an electronic control circuit from a pulse winding.
Pulse winding III is located in power zone II and is connected through capacitor C. The amplitude and duration of the pulses depend on the ratio of the number of turns in the capacitor.
How to make the most convenient transformer for welding: practical tips
Theoretically, you can use any model of transformer to power the welding machine. The main requirements for it:
- provide arc ignition voltage at idle speed;
- reliably withstand the load current during welding without overheating the insulation from prolonged operation;
- meet electrical safety requirements.
In practice, I have come across different designs of homemade or factory-made transformers. However, they all require electrical engineering calculations.
I have been using a simplified technique for a long time, which allows me to create fairly reliable transformer designs of medium accuracy class. This is quite enough for household purposes and power supplies for amateur radio devices.
It is described on my website in an article about making a transformer soldering iron Moment with your own hands. This is an average technology. It does not require clarification of the grades and characteristics of electrical steel. We usually don’t know them and cannot take them into account.
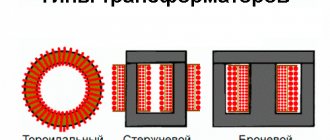
Features of core manufacturing
Craftsmen make magnetic wires from electrical steel of various profiles: rectangular, toroidal, double rectangular. They even wind coils of wire around the stators of burnt-out powerful asynchronous electric motors.
We had the opportunity to use decommissioned high-voltage equipment with dismantled current and voltage transformers. They took strips of electrical steel from them and made two donut rings out of them. The cross-sectional area of each was calculated to be 47.3 cm 2 .
They were insulated with varnished cloth and secured with cotton tape, forming a figure of a reclining figure eight.
They began to wind the wire on top of the reinforced insulating layer.
Secrets of the power winding device
The wire for any circuit must have good, durable insulation, designed to withstand long-term operation when heated. Otherwise, it will simply burn during welding. We proceeded from what was at hand.
We received a wire with varnish insulation, covered with a fabric sheath on top. Its diameter - 1.71 mm is small, but the metal is copper.
Since there was simply no other wire, they began to make the power winding out of it with two parallel lines: W1 and W'1 with the same number of turns - 210.
Read also: Franklin's kite experience
The core donuts were mounted tightly: this way they have smaller dimensions and weight. However, the flow area for the winding wire is also limited. Installation is difficult. Therefore, each power half-winding was separated into its own magnetic circuit rings.
In this way we:
- doubled the cross-section of the power winding wire;
- saved space inside the donuts to accommodate the power winding.
Wire alignment
You can get a tight winding only from a well-aligned core. When we removed the wire from the old transformer, it turned out to be bent.
We figured out the required length in our minds. Of course it wasn't enough. Each winding had to be made from two parts and spliced with a screw clamp directly on the donut.
The wire was stretched along its entire length on the street. We picked up the pliers. They clamped the opposite ends and pulled with force in different directions. The vein turned out to be well aligned. They twisted it into a ring with a diameter of about a meter.
Technology of winding wire on a torus
For the power winding, we used the rim or wheel winding method, when a large-diameter ring is made of wire and wound inside the torus by rotating one turn at a time.
The same principle is used when putting a winding ring on, for example, a key or keychain. After the wheel is inserted inside the donut, they begin to gradually unwind it, laying and fixing the wire.
This process was well demonstrated by Alexey Molodetsky in his video “Winding a torus on a rim.”
This work is difficult, painstaking, and requires perseverance and attention. The wire must be laid tightly, counted, the process of filling the internal cavity must be monitored, and the number of turns wound must be recorded.
How to wind a power winding
For it, we found a copper wire of a suitable cross-section - 21 mm 2. We estimated the length. It affects the number of turns, and the no-load voltage necessary for good ignition of the electric arc depends on them.
Typically reference books recommend 60-70 volts. One experienced welder told us that in our case 50 would be enough. We decided to check it, and if it wasn’t enough, then increase the winding further.
We made 48 turns with the middle terminal. In total, there were three ends on the donut:
- middle - for direct connection of the “plus” to the welding electrode;
- the outer ones - to the thyristors and after them to ground.
Since the donuts are fastened together and the power windings are already mounted on them along the edges of the rings, the winding of the power circuit was carried out using the “shuttle” method. The aligned wire was folded like a snake and pushed through the holes of the donuts for each turn.
The middle point was unsoldered using a screw connection and insulated with varnished cloth.
Reliable welding current control circuit
The work involves three blocks:
- stabilized voltage;
- formation of high-frequency pulses;
- separation of pulses into circuits of thyristor control electrodes.
Voltage stabilization
An additional transformer with an output voltage of about 30 V is connected from the power winding of the 220 volt transformer. It is rectified by a diode bridge based on D226D and stabilized by two zener diodes D814V.
In principle, any power supply with similar electrical characteristics of current and output voltage can work here.
Pulse block
The stabilized voltage is smoothed by capacitor C1 and supplied to the pulse transformer through two bipolar transistors of direct and reverse polarity KT315 and KT203A.
Transistors generate pulses to the primary winding Tr2. This is a toroidal type pulse transformer. It is made of permalloy, although a ferrite ring can also be used.
Winding of three windings was carried out simultaneously with three pieces of wire with a diameter of 0.2 mm. Made 50 turns. The polarity of their inclusion matters. It is shown by dots in the diagram. The voltage on each output circuit is about 4 volts.
Windings II and III are included in the control circuit for power thyristors VS1, VS2. Their current is limited by resistors R7 and R8, and part of the harmonic is cut off by diodes VD7, VD8. We checked the appearance of the pulses with an oscilloscope.
In this chain, the resistors must be selected for the voltage of the pulse generator so that its current reliably controls the operation of each thyristor.
The unlocking current is 200 mA, and the unlocking voltage is 3.5 volts.
Welding current regulation
Variable resistor R2, with its resistance, determines the position of each pulse passed through the control electrode of the thyristor. The shape of the pulsating current at the output of the power circuit of the welding machine depends on it.
Half-sine ripples can pass through completely when the welding current is set to maximum or be cut off to almost zero.
Welding machine with voltage boost and smooth current adjustment
Readers are offered a description of a welding machine that is easy to manufacture and reliable in operation. It allows you to weld with both direct and alternating current, and in both cases it can be not only stepped, but also smoothly adjusted. To facilitate arc ignition, a voltage booster is provided.
Today there are a huge number of different welding machines on sale. Portable welding machines (so-called inverters) operate only on direct current. Their cheap models, intended for non-professional use, have relatively low power and are not reliable enough. Welding machines using high-power low-frequency transformers are produced mainly for industrial use. They usually have high power, significant weight and dimensions, and are relatively expensive. In addition, they allow for long-term continuous operation. The welding current in such machines is regulated smoothly or stepwise by changing the inductance of the additional choke or the leakage inductance of the welding transformer itself. The large mass and high price make the purchase of such a device for personal (non-professional) use impractical.
There are also cheap low-power welding machines on low-frequency transformers on sale. But the active resistance of the windings takes part in the formation of the required load characteristics. Therefore, such welding machines become very hot during operation.
Many people make welding transformers themselves. For this, only a suitable magnetic core and winding wire are required. But to perform high-quality welding, a homemade machine must provide the ability to select the type of current (direct or alternating) and regulate the welding current. In addition, to facilitate arc ignition at low voltage, it is advisable to have a voltage booster in the apparatus.
Below is a description of a simple and reliable welding machine with a transformer based on the stator of an asynchronous three-phase electric motor and ensuring the fulfillment of the above requirements. It has a number of significant features that significantly improve its characteristics and reduce the complexity of manufacturing compared to those previously described in amateur radio literature and on the Internet.
The apparatus diagram is shown in Fig. 1. The mains voltage is supplied to winding I of welding transformer T2 through a step rheostat, consisting of wire resistors R1-R4 and switch SA1. The unit, consisting of a current transformer T1, a diode rectifier VD1, VD2 and a measuring head PA1, measures the current consumed from the network. The voltage from winding II of transformer T2 through switch SA2 and a full-wave rectifier on diodes vD5, VD7 and trinistors VS1, VS2 is supplied to the welding circuit.
Rice. 1
The rectifier is combined with a welding current regulator. When the variable resistor motors R5 and R6 are in the extreme right position in the diagram, thyristors VS1 and VS2 open when the instantaneous voltage value on winding II of transformer T2 is slightly different from zero. In this case, the current cutoff angle is close to 180 degrees. and the welding current is maximum. When the sliders of these resistors are moved to the left, the opening voltage of SCRs VS1 and VS2 increases, and the current cutoff angle decreases to 90 degrees. As a result, the welding current is reduced by approximately half the maximum. With a further increase in the resistance of the control resistors, the rectifier SCRs stop opening, so the output voltage and current become zero.
Transistor VT1 serves as a control current amplifier. It can be excluded from the circuit, but then the resistance of resistors R5 and R6 will have to be reduced by approximately 30 times. In this case, resistors R5 and R6 will dissipate several watts of power in some modes. It is difficult to find variable resistors with a sufficiently large permissible power dissipation, so it was decided to use high-resistance resistors with a transistor current amplifier in the regulator. Two variable resistors connected in series made it possible to provide smooth regulation of the current over a wide range of its changes.
Some welding machines use thyristor current regulators, which provide a smooth change in the cutoff angle in the range from 0 to 180 degrees, which corresponds to a change in current from zero to maximum. SCRs in such regulators are controlled, as a rule, using short pulses. But these regulators are more complex and do not operate stably enough for a load with low differential resistance (a welding arc or a charging battery). Instability manifests itself in the fact that when the position of the regulator knob remains unchanged, the output current changes chaotically relative to the specified average value. Regulators in which thyristors control direct current operate more stably under these conditions. In addition, the welding current regulator must regulate the welding current, but not the amplitude of the output voltage of the welding machine. And when the cutoff angle changes from 90 to 0 degrees. the amplitude of the voltage pulses at the output of the rectifier decreases, which is undesirable, since the conditions for arc ignition worsen.
To expand the limits of current regulation without complicating the thyristor regulator, the device is equipped with a powerful step rheostat on resistors R1-R4. Such rheostats are often included in the secondary winding circuit of a welding transformer. But connecting it in series with the primary winding provides several advantages. In particular, the transformer in this case operates at a lower voltage, so it heats up less. In addition, in this case, it is easier to select a high-resistance wire for the manufacture of rheostat resistors, and a standard packet switch for a current of up to 30 A can be used as a switch SA1.
The voltage booster circuit is a half-wave rectifier based on a diode VD3, in series with which an incandescent lamp EL1 is connected as a current limiter. In idle mode (when the welding arc is not lit), capacitor C1 is charged through diode VD3 to a voltage of about 76 V at any position of switch SA2. Since the resistance of the cold filament of the lamp is minimal, capacitor C1 charges quickly. After the arc is ignited, the voltage across capacitor C1 becomes less. In this mode, the current flowing through the diode VD3 is limited by the resistance of the lamp EL1, which increases as the filament heats up, so the current remains within the permissible limits for the diode and only slightly increases the welding current.
A voltage booster is a very useful device. In its absence and low open circuit voltage at the output of the welding machine, the arc ignites with difficulty, which reduces the welder’s productivity and greatly tires him. Increasing the no-load voltage without using a voltage booster sharply reduces the efficiency of the welding machine and increases the load on the electrical network. But in many cases, voltage booster units are too complex, and in some cases not effective enough. For example, in [1], this unit is designed in such a way that when an arc burns, a fairly large current can flow through the voltage booster circuit, limited only by the active resistance of the inductor. To keep this current within acceptable limits, the boost voltage is chosen to be small (10...12 V), which reduces its efficiency. It is desirable that the voltage booster increases the no-load voltage to 80...90 V.
In addition, in the device described in [1], the output current at the moment of arc ignition is limited by the inductive reactance of the inductor, which further complicates its formation. Practice shows that the arc is best ignited when a capacitor is installed at the output of the welding rectifier. The result is slightly worse when the rectifier does not have any anti-aliasing filter at all. But it is most difficult for the arc to ignite if the smoothing filter consists only of a choke or ends with a choke.
The capacitance of capacitor C1 must be such as to ensure the rapid transition of the spark discharge into a low-power arc. Practice shows that a capacitance of 3000 μF is sufficient for this. Such a capacitor cannot smooth out the alternating component of the welding current, and there is no need for it. When the welding arc burns, the voltage on capacitor C1 pulsates from zero to the amplitude value. Therefore, capacitor C1 must withstand voltage ripple with such an amplitude. It should be borne in mind that the permissible amplitude of voltage ripples on oxide capacitors usually does not exceed 10...20% of their rated operating voltage.
The question of which smoothing filter is best to use in a welding machine rectifier is debatable. Many authors of articles published in magazines and especially on the Internet believe that it is better to use a choke in the rectifier filter of a welding machine. For example, there is an opinion that its presence prevents the electrode from sticking to the part being welded. But the reason for sticking is usually insufficient power of the welding power source (or inability to perform welding). In this case, a low-power arc slightly melts the electrode and the part, and in order to create a powerful arc, the source does not have enough power. As a result, if the electrode accidentally touches the part being welded, the molten metal of the electrode crystallizes in contact with a colder part and the electrode is welded to the part.
The throttle cannot facilitate arc ignition, because in idle mode it does not store energy. The moment the electrode touches the part, the current begins to increase from zero, and the inductor begins to store energy. At this time, the energy of the source is not used to create an arc discharge, but accumulates in the magnetic field of the inductor.
In descriptions of welding machines whose transformers are made on the basis of asynchronous electric motors, it is usually recommended to remove the bandage strips located on the outside of the stator plate package and the protrusions on the inside of these plates. In this case, the finished transformer is mounted in the body of the welding machine, similar to low-power transformers with toroidal magnetic cores. But the welding transformer has a large mass, and during operation it can become very hot. The weight of the transformer with such mounting puts pressure on the insulation of the winding wires, which can lead to its damage and interturn short circuits. This problem is especially pronounced when the wire insulation is insufficiently heat-resistant.
Removing banding strips and protrusions of stator plates is a very labor-intensive and not only useless, but even harmful operation. However, it is believed that the banding strips should be removed so that they do not short the stator plates together. There is no justification for removing the protrusions at all. Perhaps this is done to increase the area of the magnetic circuit window or to slightly reduce the wire consumption.
But the fact is that the size of the magnetic circuit window is, as a rule, quite sufficient, and the savings in wire are very small. The protrusions of the plates and the bandage are usually removed using a chisel and hammer. After this removal, many points of electrical contact are formed between the plates, which can create paths for eddy currents in the magnetic circuit.
The magnetic flux in the annular part of the magnetic core of the electric motor and transformer flows parallel to the bandage strips, without crossing them, and cannot create eddy currents in them. The only difference is that in the motor stator the flux is divided into two halves, flowing in diametrically opposite sections of the ring magnetic circuit in one direction, while in the transformer a single flux flows along the ring. Therefore, the effective cross-section of the same magnetic circuit in a transformer is approximately two times smaller than in a motor, and the average length of the power line is greater. As a result, the required number of turns of the transformer winding is greater than that of the motor winding for the same voltage. It is better to determine it experimentally.
The design of the magnetic core of the transformer of the proposed welding machine is shown in Fig. 2. Banding strips and stator plate tabs are left in place. To prevent the turns of the windings from falling between the protrusions of the stator plates, two ring plates 3 are attached to the ends of their package 5. Between the protrusions of the stator plates there are four studs 4, isolated from the stator plates (gaskets are used that were used in the electric motor to insulate the windings). The studs are screwed into racks 2 with internal threads, fixed to a wooden base 1. Therefore, the load from the weight of the transformer is transferred to the base 1 only through racks 2, and not through the insulation of the wires. This allows you to increase the maximum permissible operating temperature of the transformer without the risk of deformation of the wire insulation and short circuits.
Rice. 2
In the upper part of the magnetic circuit, brackets 6 with a handle 7 made of non-magnetic material (for example, aluminum) are attached to two of the four studs 4 that tighten the package. It is advisable to make both brackets 6 and racks 2 from the same material, but there is no great need for this. To leave more space for winding placement, you can use only three studs, placing them (in top view) at the vertices of an equilateral triangle, but then you will have to change the design of the handle.
The stator of an asynchronous motor with a power of 7.5 kW is used as the magnetic core itself. Winding I consists of 305 turns of aluminum wire with a cross-section of 4 mm2 in refractory plastic insulation. Winding II is wound with two APV-10 aluminum wires folded together with a cross-section of 10 mm2 each. It contains 77 turns. The taps are made from the 48th, 58th and 69th turns.
To determine the required number of turns, a test winding was wound onto the magnetic core and its inductance was measured. The number of turns of winding I was then calculated to obtain an inductive reactance of 220 ohms at a frequency of 50 Hz. As a result, the no-load current of the transformer was about 1 A. Then, based on the required transformation ratio, the number of turns of winding II was calculated.
Current transformer T1 is made on a magnetic core from the vertical scanning output transformer TVK-110. Its primary winding is one turn of mounting wire with a cross-section of 2.5 mm2. The secondary winding contains 100 turns of PEV-2 wire with a diameter of 0.5 mm.
If a pointer avometer is used as a PA1 measuring head at a measurement limit of 0.5 A, then its needle will be completely deflected at a current of 100 A through winding I. Such a margin of total deflection current is necessary due to the fact that during the welding process the measured current is continuous and sharp changes. As a result, the pointer of a device with a low total deflection current often hits the stops, which leads to rapid failure of the measuring mechanism.
The current measurement unit can be easily transferred to the circuit of winding II of transformer T2. But there is no great need for this. The transformation ratio is known, and knowing the current in winding I, the value of the welding current can always be calculated.
Resistors R1-R4 of the rheostat are made of three nichrome wires folded together from an electric heating coil with a power of 2 kW. These resistors can get very hot when the welding machine is operating, so they are installed on a heat-resistant base made of fire-resistant lightweight brick with holes through which nichrome wires are passed. To make the rheostat more compact, you can cut the brick into two parts and use only one half.
Instead of a rheostat, you can use a choke with several taps from the winding. But the mass and dimensions of the inductor are much larger than that of a rheostat made of brick and nichrome wire. The feasibility of regulating the welding current with a choke depends on several circumstances. For example, when performing a large volume of welding work, the choke will reduce energy consumption and, consequently, its cost, since the active power dissipated by it is insignificant.
If it is necessary to weld with alternating current, the welding circuit should be connected to the wire break at point A (see Fig. 1). In this case, the terminals of capacitor C1 must be closed with a jumper capable of withstanding the welding current without noticeable heating. In this case, the current regulator works as usual, but there is no voltage boost.
Before performing welding work, it is recommended to set the operating mode of the welding machine in the following order. First, depending on the required power of the welding arc, set the required output voltage with switch SA2, and move the sliders of variable resistors R5 and R6 to the right (according to the diagram) position. Then you should put switch SA1 in the desired position and, without turning on the device, connect the terminals of capacitor C1 with a jumper. Having connected the device to the network, use variable resistors R5 and R6 to set the short circuit current to 30...50% more than the required welding current.
The short circuit mode should be short-term, no more than 2...3 s, after which the device should be disconnected from the network and the jumper should be removed from the terminals of capacitor C1. Now you can turn on the machine again and start welding. In the future, the current can be adjusted if necessary using variable resistors R5 and R6. Typical welding modes for various parts are given in specialized literature.
The thyristor regulator used in the described welding machine is similar in stability of the output current to that described, for example, in [2], but the circuit is noticeably simpler. This is due to the fact that it does not have an additional rectifier to power the SCR control electrode circuit. But it can be introduced by building a welding machine according to the diagram shown in Fig. 3. Additional winding III of transformer T2 must contain 10 turns of mounting wire with a cross-section of 1.5 mm2 (for mechanical strength). In this case, the rectified voltage on resistor R5, smoothed by capacitor C1, will be about 10 V. The current of the control electrodes of the thyristors will not be pulsating, but constant, depending on the position of the variable resistor R5 slider.
Rice. 3
Literature
1. Stepanov L. “Voltage addition” in a welding machine. - Radio, 2004, No. 6, p. 40.
2. Zherebtsov I.P. Fundamentals of electronics. - L.: Energoatomizdat, 1985.
Author: A. Sergeev, Sasovo, Ryazan region.
Personal impressions of use
When the DC welding machine was made with our own hands, we began to study its capabilities. First of all, we experimented with the polarity of the electrode connection and identified a pattern.
The electrode can be supplied with “plus” - direct polarity or “minus” - reverse polarity. In this case, the depth of weld penetration changes. With reverse polarity it increases by about 40-50%.
Our welding machine allows you to weld with 3 mm electrodes, providing a welding current of 80 amperes for quite a long time. The heating of the structure does not exceed operating conditions. At the same time, the load in the household wiring network is maintained at a level of up to 20 A.
If there is a need to use 4 mm electrodes or increase the welding current, then it is necessary to organize breaks in work to cool the machine. Ours is natural: due to cracks and holes.
The cooling system can be enhanced by forced ventilation by blowing. But we did not deal with this issue.
I show the scanned handwritten text of a preserved document. It may be useful for repetition.
And now I recommend watching the video by the owner of zxDTCxz “Welding machine based on a toroidal magnetic core.” It contains many useful recommendations.
If you still have questions on the topic, then ask them in the comments, I will answer.
- 5
- 4
- 3
- 2
- 1
(5 votes, average: 5 out of 5)
Subscribe to our “Home Master” newsletter and you will always be the first to know about the news from this blog!
Stabilization of household voltage
The desire to provide stabilized voltage to the household network is an obvious phenomenon. This approach ensures the safety of the equipment in use, often expensive and constantly needed on the farm. And in general, the stabilization factor is the key to increased safety in the operation of electrical networks.
For domestic purposes, a stabilizer is most often purchased for a gas boiler, the automation of which requires connection to a power supply, for a refrigerator, pumping equipment, split systems and similar consumers.
Industrial design of a mains voltage stabilizer, which is easy to purchase on the market. The range of such equipment is huge, but there is always the opportunity to make your own design
This problem can be solved in different ways, the simplest of which is to buy a powerful voltage stabilizer manufactured industrially.
There are a lot of offers of voltage stabilizers on the commercial market. However, purchasing options are often limited by the cost of devices or other factors. Accordingly, an alternative to purchasing is to assemble a voltage stabilizer yourself from available electronic components.
Provided you have the appropriate skills and knowledge of electrical installation, the theory of electrical engineering (electronics), wiring circuits and soldering elements, a homemade voltage stabilizer can be implemented and successfully used in practice. There are such examples.
Stabilization equipment made with your own hands from available and inexpensive radio components may look something like this. The chassis and housing can be selected from old industrial equipment (for example, from an oscilloscope)
Hello. What if the transformer is W-shaped? Can you advise? I'm assembling a welding machine.
Hello, Alexander. The operating principle is the same. However, send photos to the site’s email (see section “About the site”) and describe the dimensions of the magnetic core iron. This will help me make a power calculation. Also read the comments to the article about the design of the homemade Moment soldering iron. There I devoted a lot of time to this issue. You will need it.
Read also: Which shaving machine is best for men
Hello Dear Alexey! Thank you for your article, very useful and interesting! Tell me, I have a couple of questions! My initial power source is already ready 36 volts DC, if I exclude the very beginning of the so-called transformer from this circuit, will this circuit work? Or is it not suitable for me? Need something else? I'll be looking forward to your answer! thank you in advance!
Hello, Pavel. I didn't quite understand your question. Let's clarify: you have a ready-made voltage source that gives an output of 36 volts. Did I understand correctly that you want to use it to make a DC welder? For reliable arc ignition you need 60-70 volts. In my case, it turned out to light it from 50. I didn’t experiment below, try it, but it’s unlikely that you’ll get anything good... One more important electrical characteristic is the output power. If this is not provided, the welding machine will simply burn out. I created it at 50Vx160A=8kW. Pay attention to the power circuits of your source, will they withstand such power? Actually, I advise you to do the calculation based on the initial problem: what electrodes are you going to use to cook and cut. It is necessary to create an electric arc current under them and ignite it. This will determine the output power of the welder. The design is calculated and parts are selected based on these parameters. Send us a photo of your unit. Or better yet, a diagram. Then it will be possible to give more specific recommendations.
Victor, the ignition voltage depends on the characteristics of the welding electrode. With the right choice of electrode, welding work goes well at Ux.x. welder 36 volts or less.
Thanks for the addition. Alexander. Pavel has already explained this to me too. I'm just not a welder, but a simple electrician.
I work as a welder in the north, I travel urgently to emergency situations! Situations often began to occur when the welding generator needed to be dragged directly into the swamp or to perform certain welding jobs - this was very difficult and sometimes extremely impracticable! But I go to the site on a tracked all-terrain vehicle with 24 volt batteries installed. It is not difficult to remove them and quickly bring them to the place! 24 volts does not cook well, but when connecting the battery. up to 36 volts cooks perfectly! but last week a situation happened that I tried to weld the break for too long and my battery exploded! Dear Alexey, I ask you to help me in this matter because after reading your article I realized that you are a professional in this matter! Is it possible to adjust your circuit to 36 volts DC, or 24 if necessary, I can connect two to 48 volts
Well, I use 2.0 and 2.5 mm electrodes, sometimes I use 3 mm. current for them from 70 to 110 amperes for the eyes 36 volts cooks well, well, more precisely, it cooked! As you understand, it was shorted to a straight line! I understand that, of course, this is nonsense and everything should be correct and according to science! That's why I turned to you! 110 is even a lot, rarely when I set it to more than 100 it means 70-100 amperes
Pavel, doing welding from a battery assembly is not the best option, but it works quite well for emergency situations. We must take into account the risk of losing the battery. What needs to be taken into account in my opinion: 1. All banks must be well charged. Any defective bank will work to discharge the battery, taking its current onto itself. 2. Welding must be done quickly. Otherwise, the electrolyte will boil and the battery will explode. Before my eyes, while serving in the army, a mechanic driver of a self-propelled tractor dropped a wrench about 22x24 in size onto the battery output tires. The arc was such that the key burned out, but the banks survived. They started a diesel engine with 500 horses. I don’t remember the amps, but the assembly was made from tank batteries. It was difficult to drag them even with two people. I return to our welding. We assume that the maximum current should be 110 amperes. It should be issued by the battery. A voltage of 48 volts should be sufficient. If you worked from 36, then you can also use it, but 48 is better. The mode of short circuiting batteries through the electrode is not very good. It must be limited by electrical resistance. For DC circuits, I recommend using a CMOS series bipolar transistor. The control circuit that I made for a welder using rectified current will not work. Here it is pure constant and everything works differently. I’ll think about the scheme tomorrow and propose something that, in my opinion, is most suitable.
Pavel, I haven’t found a decent circuit that a beginner with minimal electronics skills can assemble. Many mistakes can be made. I propose to connect an inverter to the battery, converting constant voltage into 220 volts, and power the welding inverter from it. All this equipment can be simply purchased. The heating of the electrolyte in batteries must be controlled; it must not be allowed to boil.
Good day Pavel, I have such a device as ISKRA Universal vd 0801 knot. I encountered this factor while working. During operation, it buzzed very loudly and the diodes flew out. I replaced all 16 diodes with new ones. turned it on and inserted the jumper into the block. and everything happened again. what could be the problem. There is very little said on the Internet about such a device, maybe you can help. thank you in advance
Hello, Ivan. I have not encountered such a device, there is no diagram. What I found on the Internet raises doubts and requires verification. However, we have experience with repairing such devices. I think we'll repair it. I need a diagram and detailed photos. Send what you have to the site's email. I will get acquainted with the design and tell you what to do. You will need a multimeter or an old tester for electrical measurements. Battery, flashlight bulb. wires. I'm waiting for additional information.