Release forms
Depending on the scope of application, POS brand solder can have different release forms. So, for example, for tinning large areas, it is most convenient to use it in the form of a flat strip. Special lead-tin rods are produced for soldering various designs. They are convenient to solder with both a soldering iron and a gas torch. In radio electronics, rosin is used as a flux used in the soldering process; for this purpose, solder is produced in the form of a tube filled with rosin. This adds convenience during the installation of radio components as it does not require the application of additional flux.
Solder POS60 in the form of flux paste
Sometimes you can find POS-61 in the form of solder paste. It consists of alloy powder and flux and is used for surface mounting of electronic components using a soldering gun. Rarely used at home (and only by individual craftsmen) due to the need for special equipment.
Specifications
The production of POS brand solders occurs in accordance with GOST, which regulates its exact chemical composition and puts forward the requirements that it must satisfy. POS 60 solder has the following temperature and technical characteristics:
- The onset of temperature melting (solidus) in degrees is 183 degrees.
- The temperature at which POS is in a liquid state (liquidus) is 190 degrees.
- The resistivity is 0.137 Ohm × meter, with a conductor cross-section of 1 square mm.
- The density of the alloy is 8.5 grams × cubic centimeter.
Solder POS61 in the form of a tube with rosin
Thanks to these technical characteristics and low melting point, POS60 is widely used in everyday life and in industrial production.
Having good electrical properties and low resistivity, solder is actively used in radio electronics.
About the composition of the PIC
POS-40 contains 40% tin, and POS-61 contains about 61% tin. Everything else is lead and additional impurities. By appearance you can determine what kind of solder you have in front of you. Matte and dark solder contains more lead. Light and shiny - more tin. This can best be seen in comparison.
The strength of the solder depends, along with the alloying of the alloy, on the metal being soldered. To solder zinc or copper, a little zinc or copper is added to the POS, respectively. This reduces chemical erosion of the metal and increases the surface strength of the joint.
Alloying POS
Solder performance can be improved by doping with the following substances:
- Plasticity and resistance to thermal cycling are improved due to the addition of silver, indium, lithium, manganese, and bismuth.
- Solder corrosion resistance is improved by nickel and copper.
- Cobalt, silicon, zirconium, hafnium, vanadium, tungsten, and niobium contribute to increasing heat resistance.
- Solder becomes stronger if you add boron, iron, nickel, cobalt, zinc, and silicon.
- The addition of silver, copper, zinc, cadmium, antimony and aluminum improves solder adhesion.
Features of the composition of food solders
Tin is considered a safe alloy, so the bulk of all solders are made on its basis. The composition contains a limited number of elements, so there are few food varieties. Elements for “clean” solders:
- Copper content is within 10%, which does not increase toxicity.
- Zinc is also often used as a main or supplementary element.
- Bismuth. It is harmless, its content in small quantities is considered additive, and such solders are mostly used for medical purposes.
Antimony cannot be used in large quantities; cadmium, which has a high level of toxicity, is strictly prohibited.
Food grade solder
The use of “pure” solders is also determined by the thickness of the parts being connected and the permissible melting temperature for structures and products. For example, the chemical properties of solder for edible copper can be copper-silver, tin-zinc and tin-copper, but the melting point of silver (670-800 °C) and the use of a torch are not suitable for thin structures, as well as for metals with a melting point , close to the melting temperature of solder. That is why the most common are tin alloys, which are capable of joining various metals and “work” when heated to 250 °C.
Varieties
Food grade solders are used in several types.
Silver. Modifications with the addition of nickel, copper, bismuth, and manganese can be taken here. Their melting point is 670-800 degrees, which requires the use of a burner for heating. The structures must be connected without applying loads or pressure on it.
Chrome-nickel. They provide high joint strength, but to increase strength they can be additionally alloyed with calcium, sodium, and nickel.
Copper-phosphorus. Low-melting (up to 450 °C), needed for working with copper products. They form a strong connection, which requires a torch of appropriate power to interact with.
Tin. The most common are “soft” varieties with a melting point of 250 °C. They may contain the following elements: copper, zinc, bismuth. They are used for non-critical parts, as well as thin-section elements to be connected. Some products may require special food-grade solder: for soldering a samovar, for example, pure tin or variants containing 90% tin are used. This is one of the most environmentally friendly brands of low-melting solder.
Soldering process for food grade stainless steel and copper
Areas of use
The purpose depends on the metals used for the products themselves, their configuration and thickness. The main food metals are:
Stainless steel
The method of joining it depends on the thickness of the sheet: if it is less than 3 mm and in the absence of requirements for the strength of the seam, tin alloys can be used. But silver solder is considered the best for soldering food grade stainless steel, especially if it contains a small amount of nickel. It has similar color and corrosion resistance. In the second case, it is necessary to take into account the conditions of working with stainless steel, as well as its physical and chemical composition, not each of which can be subjected to such high heating, which is necessary to melt hard solders, without consequences. Complex alloys are those with a nickel content of more than 25%, which begin to release carbides when heated for a long time to +500-700 ° C (corrosion resistance decreases).
For furnace soldering, silver-manganese or chromium-nickel varieties are used. Soldering is carried out using borax.
Copper with brass, stainless steel
Combining metals makes soldering more difficult. The difference in melting temperatures and the properties of metals complicate the choice of solder, flux and, accordingly, technology. The use of a soldering iron is in most cases unprofitable due to the use of hard solders and/or large contact areas. Soldering with a torch is suitable as a universal technology, as this will speed up the process by preventing oxidation of the flux. For non-critical parts, brass solders are quite appropriate; for critical parts, it is worth choosing a more expensive and high-quality copper-phosphorus option.
Conclusion
For production scales, solder consumption standards for soldering in accordance with GOST have been developed, without which the rational use of expensive materials is impossible. The performance assessment was carried out on the basis of tabular data on the properties of the material, based on measurements and comparative calculations. Additional elements are also subject to standardization: fluxes, protective, oxidizing media, consumables for soldering.
Overview of equipment you may need
1. nichrome electric soldering iron with a power of 25W. This is an ordinary household soldering iron, which previously could be found in almost any amateur radio electronics technician. Now they are also common and are quite cheap, about 200 rubles. You can buy any soldering iron, including Chinese ones, they also last a long time - with constant use, up to 8 years. The simplest soldering iron consists of a tip, which is a copper rod, sharpened at an angle at the end, and a heater spiral. Handle made of wood or heat-resistant plastic. This is definitely a working tool, which is suitable in 90% of cases for use in domestic conditions, and even in some repair shops it is still used.
2. A 40-80W soldering iron with a tip sharpened to a wedge, reminiscent of a slotted screwdriver, for easy soldering of heavy elements. We do not recommend buying such a soldering iron for your home, although it is cheap. Some people buy it right away by mistake, but then problems arise: some components burn out, traces peel off from printed circuit boards because they overheat. For a home, 25-30W is more than enough.
3. Buy a gas soldering iron. Designed for soldering in the absence of an electrical outlet. The equivalent (if converted into electrical power) is about 100W.
3 in 1 tool: • soldering iron, which is sharpened to a cone, the tip is durable, made not of copper, but of a special heat-resistant alloy. Suitable for garage work, car repairs. • the tip is removable and can be used as a hot air gun (heating up to 600 degrees). It is quite convenient to use if you need to warm up a heat-shrinkable tube or just a part. Large jobs cannot be performed with a hot air gun, since the air flow and gas pressure are small. • the nozzle is changed and the tool turns into a good working gas burner with a temperature of 1300 degrees. Thus, you can solder massive parts or simply heat something up as needed.
4. The latest type of soldering iron that is gaining momentum is the ceramic soldering iron. If someone wants to start right away with the good stuff and not save money, we recommend buying it. Pros: very thin tip, suitable for precision (millimeter) work - soldering connectors on mobile phones, mounting or dismantling SOIC, QFP, PLCC, BGA components, etc. There is enough power for any work. It heats up quickly. If a nichrome heater takes 1.5-2 minutes to reach operating mode, then here heating occurs in 20 seconds. - and you can already solder.
The ideal option is to have a soldering station attached to it and adjust the temperature from 200 to 480 degrees, adjusting it to the solders and soldering conditions. With its help, you can change parts on motherboards, video cards, and solder large wires. If you want to learn how to solder efficiently over time, we recommend that you start learning by purchasing a soldering station.
LABELING, PACKAGING, TRANSPORTATION AND STORAGE
5.1 On each piece of solder the following is stamped:
a) trademark of the manufacturer;
b) brand of solder;
c) heat number;
5.1a Solder ingots are transported without packaging in transport bags or in containers in accordance with GOST 18477-79. Packages of pigs must be tied with steel packaging tape measuring at least 0.8x30 mm in accordance with GOST 3560-73, fastened with a lock. It is allowed to use fastening means that ensure the safety of the package in accordance with GOST 21650-76. The weight of the package is no more than 1250 kg. It is allowed to increase the package up to 1500 kg, provided that loading and unloading is carried out on the access roads of the consignor and consignee, while the floor of the car along the path of the loader must be lined with metal sheets 3-4 mm thick.
Schemes for laying and fastening solder ingots into bags are given in Appendix 4. When transporting by air, the ingots are packed in thick board boxes of type II-1 in accordance with GOST 2991-85, dimensions in accordance with GOST 21140-88, lined on the inside with plastic film in accordance with GOST 10354-82. The gross weight of the boxes is no more than 60 kg.
5.1b The designation of the solder brand is applied on the front surface of the pig on the left side with numbers corresponding to the percentage of the main components without indicating the letter designation POS, POSS, POS, POSK. The heat number is stamped on the right side of the front surface of the pig.
Examples of solder markings:
Solder grade POS 90:90.
Solder grade POS 61M: 61M.
5.2 Transport marking - according to GOST 14192-77.
5.3 Solder ingots are transported by all types of transport in covered vehicles in accordance with the transportation rules in force for transport of this type and the conditions of loading and fastening approved by the Ministry of Railways of the USSR.
5.4 Solder should be stored indoors. If the specified storage conditions are observed, the consumer properties of tin-lead solders do not change during storage.
Annex 1
Information
Types and characteristics of solders
They are soft (low-melting) and hard. For installation of radio equipment, low-melting materials are used, with a melting point of 300−450 °C. Soft solders are inferior in strength to hard solders, although they are the ones used for assembling electrical appliances.
Low-melting alloys are usually an alloy of lead and tin primarily. There are few alloying elements.
Impurities of other metals are introduced to obtain certain characteristics:
- plasticity;
- melting point;
- strength;
- corrosion resistance.
The number in the brand designation indicates the percentage of tin it contains. So, the technical characteristics of POS-40 solder are such that it contains 40% Sn, and POS-60 - 60%.
If the brand is unknown, the composition can be assessed by indirect signs:
- The melting point of POS is 183−265 °C.
- If the solder has a metallic sheen, it means there is a lot of Sn in it (POS-61, POS-90). If the color is dark gray and the surface is matte, this indicates a high lead content, which is what gives the grayish tint.
- Solders containing large amounts of lead are very ductile, and tin imparts strength and rigidity.
APPENDIX 1 (for reference). PHYSICAL AND MECHANICAL PROPERTIES OF SOLDER
APPENDIX 1 Reference
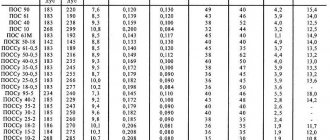
| Solder grade | Melting point, °C | Density, g/cm | Electrical resistivity, Ohm mm/m | Thermal conductivity, kcal/cm s deg | Temporary tensile strength, kgf/mm | Relative extension, % | Impact strength, kgf/cm | Brinell hardness, HB | |
| Solidus | Liquidus | ||||||||
| POS 90 | 183 | 220 | 7,6 | 0,120 | 0,130 | 4,9 | 40 | 4,2 | 15,4 |
| POS 61 | 183 | 190 | 8,5 | 0,139 | 0,120 | 4,3 | 46 | 3,9 | 14,0 |
| POS 40 | 183 | 238 | 9,3 | 0,159 | 0,100 | 3,8 | 52 | 4,0 | 12,5 |
| POS 10 | 268 | 299 | 10,8 | 0,200 | 0,084 | 3,2 | 44 | 3,2 | 12,5 |
| POS 61M | 183 | 192 | 8,5 | 0,143 | 0,117 | 4,5 | 40 | 1,1 | 14,9 |
| POSK 50−18 | 142 | 145 | 8,8 | 0,133 | 0,130 | 4,0 | 40 | 4,9 | 14,0 |
| POSSu 61−0.5 | 183 | 189 | 8,5 | 0,140 | 0,120 | 4,5 | 35 | 3,7 | 13,5 |
| POSSu 50−0.5 | 183 | 216 | 8,9 | 0,149 | 0,112 | 3,8 | 62 | 4,4 | 13,2 |
| POSSu 40−0.5 | 183 | 235 | 9,3 | 0,169 | 0,100 | 4,0 | 50 | 4,0 | 13,0 |
| POSSu 35−0.5 | 183 | 245 | 9,5 | 0,172 | 0,100 | 3,8 | 47 | 3,9 | 13,3 |
| POSSu 30−0.5 | 183 | 255 | 8,7 | 0,179 | 0,090 | 3,6 | 45 | 3,9 | 13,2 |
| POSSu 25−0.5 | 183 | 266 | 10,0 | 0,182 | 0,090 | 3,6 | 45 | 3,9 | 13,6 |
| POSSu 18−0.5 | 183 | 277 | 10,2 | 0,198 | 0,084 | 3,6 | 50 | 3,6 | — |
| POS 95−5 | 234 | 240 | 7,3 | 0,145 | 0,110 | 4,0 | 46 | 5,5 | 18,0 |
| POSSu 40−2 | 185 | 229 | 9,2 | 0,172 | 0,100 | 4,3 | 48 | 2,8 | 14,2 |
| POSSu 35−2 | 185 | 243 | 9,4 | 0,179 | 0,090 | 4,0 | 40 | 2,6 | — |
| POSSu 30−2 | 185 | 250 | 9,6 | 0,182 | 0,090 | 4,0 | 40 | 2,5 | — |
| POSSu 25−2 | 185 | 260 | 9,8 | 0,185 | 0,090 | 3,8 | 35 | 2,4 | — |
| POSSu 18−2 | 186 | 270 | 10,1 | 0,206 | 0,081 | 3,6 | 35 | 1,9 | 11,7 |
| POSSu 15−2 | 184 | 275 | 10,3 | 0,208 | 0,080 | 3,6 | 35 | 1,9 | 12,0 |
| POSSu 10−2 | 268 | 285 | 10,7 | 0,208 | 0,080 | 3,5 | 30 | 1,9 | 10,8 |
| POSSu 8−3 | 240 | 290 | 10,5 | 0,207 | 0,081 | 4,0 | 43 | 1,7 | 12,8 |
| POSSu 5−1 | 275 | 308 | 11,2 | 0,200 | 0,084 | 3,3 | 40 | 2,8 | 10,7 |
| POSSu 4−6 | 244 | 270 | 10,7 | 0,208 | 0,080 | 6,5 | 15 | 0,8 | 17,3 |
Types of POS solders
First, let's remember what types of solders are made from alloys of the tin-lead group. The most popular are antimony-free solders POS-10, POS-40, POS-61 and POS-90. POS solder containing antimony is called POSSU. Antimony in the solder adds several percent to its strength.
When we talk about melting a mixture of tin and lead, we need to remember the definitions of solidus and liquidus. When any mixture of two or more metals is heated, the melting (transformation from solid to liquid phase) of the lightest particles occurs first. This temperature mark is called the solidus of the alloy.
With a further increase in temperature, more refractory components begin to melt. As soon as they melt, the liquidus point occurs. The PIC solder is now completely melted. This process is explained in more detail by a picture taken from a presentation on the topic of alloys.
Between these two points there is a state of increased ductility of the solder. In this state, the solder can be pulled and deformed without losing integrity.
There are eutectic alloys - solders, in which the solidus and liquidus points coincide. This is very convenient when soldering and indicates the high quality of the solder.
ACCEPTANCE RULES
3.1. Solders are accepted in batches. Each batch should consist of pigs of the same brand and one heat. The mass of the party is not limited. Each batch of pigs is accompanied by a quality document containing: a trademark or the name and trademark of the manufacturer; solder symbol; results of chemical analysis or confirmation of compliance of solder quality with the requirements of this standard; batch number; net weight in kilograms; date of manufacture. (Changed edition, Amendment No. 1, 2, 3).
3.2. Every pig in the batch is subjected to external inspection.
3.3. To control the chemical composition of the solder, every fiftieth pig, but not less than five pigs, is selected from the batch. At the manufacturing plant, it is allowed to check the chemical composition on a sample taken from the molten metal at the beginning, middle and end of the smelting spill. The manufacturer monitors the content of iron, sulfur, nickel, zinc and aluminum impurities in solders of all brands during the manufacturing process. (Changed edition, Amendment No. 1, 2, 3).
3.4. If unsatisfactory results of checking the chemical composition are obtained, a repeat check is carried out on a double sample taken from the same batch. The results of repeated tests apply to the entire batch.
Lead-free solders
Since lead is toxic (can cause poisoning), some countries significantly restrict its use. For this reason, lead-free solders began to be developed. They are made on the basis of tin, to which silver, copper, bismuth, zinc, gold, and indium are added. From the list of components you can understand that the alloys will not be cheap. Moreover, they are not very convenient to use. They are safe, but difficult to melt. This is exactly what they don’t like - you have to heat the soldering iron too much.
Dismantling elements soldered with lead-free compounds is not an easy task. You must not overheat, but you cannot underheat either. The process is faster and easier if you take a drop of solder with lead and “dilute” the soldering areas.
Audio Note Silver Solder is lead-free. Contains 91% tin, 6% silver, 2% copper and 1% antimony
The following compositions based on tin and silver are practical:
- with copper Sn96.5Ag3Cu0.5 and Sn96.5Ag3.5 - melt at 221°C;
- Sn96.7Ag2Cu0.8Sb0.5 - 216-222°C;
- Sn95.5Ag3.8Cu0.7 - 217°C;
tin+silver Sn98Ag2 - 221-226°C. with bismuth
- Sn90.5Ag2Bi7.5 - 207-212°C;
Sn93.5Ag3.5Bi3 - 206-213°C; with zinc Sn89Bi3Zn8 - 189-199°C.
The corresponding cryptogram is often marked
Lead-free indium + bismuth solder and tin-based solder with the same additives are the more fusible ones from this group. But their price is no lower than with silver, since the metals are rare.
- Bi67In33 - 107-112°C;
- Sn70Bi20In10 - 143-193°C.
When using solders with silver, the soldering is more durable. These compounds are good where there may be high mechanical load. As you know, silver conducts electricity well. And compositions with a high content of it are also characterized by increased electrical conductivity. So they use silver solder when soldering communications equipment.
POS40
POS40 Chelyabinsk
| Brand: | POS40 |
| Classification: | Tin-lead solders |
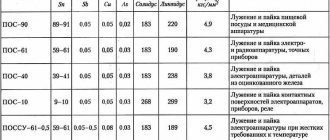
| Application: | For tinning and soldering electrical equipment, galvanized iron parts with sealed seams. Antimony-free alloy |
| Foreign analogues: | No data |
Chemical composition in % of POS40 material
GOST 21930-76
| Fe | Ni | S | Al | Cu | As | Pb | Zn | Sb | Bi | Sn |
| up to 0.02 | up to 0.02 | up to 0.02 | up to 0.002 | up to 0.05 | up to 0.02 | 58.766- 61 | up to 0.002 | up to 0.1 | up to 0.2 | 39- 41 |
Note: Pb
-the basis.
the percentage of Pb
is given approximately.
Foundry and technological properties of the POS40 material.
| Melting point, Solidus: | 183 °C |
| Melting point, Liquidus: | 238 °C |
Mechanical properties at T=20oC of the POS40 material.
| Assortment | Size | Eg. | sв | sT | d5 | y | KCU | Thermal change |
| — | mm | — | MPa | MPa | % | % | kJ/m2 | — |
| , GOST 21930-76 | 38 | 52 | 400 |
| Hardness POS40, GOST 21930-76 | HB 10 -1 = 12.5 MPa |
Physical properties of the POS40 material.
| T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
| hail | MPa | 1/Grad | W/(m deg) | kg/m3 | J/(kg deg) | Ohm m |
| 20 | 9300 | 159 |
Designations:
| Mechanical properties : | |
| sв | -Short-term strength limit, |
| sT | - Proportional limit (yield limit for permanent deformation), |
| d5 | - Relative elongation at break, |
| y | -Relative narrowing, |
| KCU | -Impact strength, [kJ/m2] |
| HB | - Brinell hardness, |
| Physical properties: | |
| T | -Temperature at which these properties are obtained, |
| E | -Elastic modulus of the first kind, |
| a | -Coefficient of thermal (linear) expansion (range 20o-T), [1/degree] |
| l | -Thermal conductivity coefficient (heat capacity of the material), [W/(m deg)] |
| r | -Material density, [kg/m3] |
| C | -Specific heat capacity of the material (range 20o-T), [J/(kg deg)] |
| R | -Specific electrical resistivity, |
POS40-Tin-lead solders POS40-chemical composition, mechanical, physical and technological properties, density, hardness, application
Affordable metal products
POS40
Material POS40 Chelyabinsk
Not a single production can operate without steel, be it heavy engineering or the manufacture of household electrical appliances. There are many brands of this product, as well as a large number of dispensing forms. Our company sells POS40 material in large quantities and with a minimal margin. To clarify the properties and characteristics of a particular brand, you can contact the company’s managers.
Like all products, POS40 material is purchased from leading manufacturers. Therefore, we are ready to provide a quality guarantee with full responsibility. The minimum number of intermediaries determines the low cost. Coupled with fast delivery, this enables our business partners to conduct stable and mutually beneficial cooperation.
In addition to tempering, in the form of one or another part (blank), our company carries out metal processing. All events undergo strict control for compliance with GOST and rules. The specialists of our company carry out such work as galvanizing, creating parts according to customer drawings, producing castings, manufacturing various profiles and much more.
Having the latest equipment and vast experience in our arsenal, we can offer product testing for a number of parameters, such as strength characteristics, chemical composition, alloy purity, and so on.
Each buyer is offered a huge range of products in various formats, as well as current services and works. To quickly understand and choose a product that meets your needs, you need to contact the company manager and receive detailed information on all issues of interest.
Material POS40 buy in Chelyabinsk
Individual cost is built through personal communication with each potential customer. Managers take into account the volume of the transaction, offer discounts to regular customers and maintain an open dialogue. As a result, even when controversial situations arise, we are able to find a compromise and come to a solution that satisfies both parties.
Delivery
Logistics work is included in the package of our professional services. We constantly improve our knowledge, acquire the latest equipment, so that the cargo is delivered anywhere in Russia.
The presence of our own railway sidings significantly increases the speed of shipment and subsequent delivery. Having such resources, we guarantee delivery of cargo of any volume and dimensions. This professional approach makes us leaders in the metal products market.
metcontinent.ru
1.BRANDS
1.1 Depending on the chemical composition, tin-lead solders are manufactured in the following grades:
antimony-free – POS 90, POS 63, POS 61, POS 40, POS 30, POS 10, POS 61M, POSK 50-18, POSK 2-18;
low antimony - POSSU 61-0.5, POSSU 50-0.5, POSSU 40-0.5, POSSU 30-2, POSSU 25-2, POSSU 18-2, POSSU 15-2, POSSU 10-2, POSSU 8 -3, POSSU 5-1, POSSU 4-6, POSSU 4-4.
Examples of symbols:
Solder in ingots brand POS 40:
Solder Ch POS 40 GOST 21930-76
The same, brand POSSu 18-0.5:
Solder Ch POSSu 18-0.5 GOST 21930-76
| Mass fraction, % | ||||||
| Solder grade | OKP code | Main components | ||||
| Tin | Antimony | Cadmium | Copper | Lead | ||
| Antimony-free | ||||||
| POS 90 | 17 2311 1100 04 | 89-91 | — | — | — | Rest |
| POS 63 | 17 2312 0100 | 62,5-63,5 | — | — | — | |
| POS 61 | 17 2312 1100 10 | 59-61 | — | — | — | Same |
| POS 40 | 17 2314 1100 00 | 39-41 | — | — | — | “ |
| POS 30 | 17 2321 1100 09 | 29-31 | — | — | — | “ |
| POS 10 | 17 2326 1100 06 | 9-10 | — | — | — | “ |
| POS 61M | 17 2312 1200 07 | 59-61 | — | — | 1,2-2,0 | “ |
| POSK 50-18 | 17 2313 1200 02 | 49-51 | — | 17-19 | — | “ |
| POSK 2-18 | 17 2343 1100 09 | 1,8-2,3 | — | 17,5-18,5 | — | “ |
| Low antimony | ||||||
| POSSu 61-0.5 | 17 2312 1400 01 | 59-61 | 0,05-0,5 | — | — | Rest |
| POSSu 50-0.5 | 17 2313 1100 05 | 49-51 | — | — | Same | |
| POSSu 40-0.5 | 17 2314 1200 08 | 39-41 | — | — | “ | |
| POSSu 35-0.5 | 17 2315 1200 03 | 34-36 | — | — | “ | |
| POSSU 30-0.5 | 17 2321 1200 06 | 29-31 | — | — | “ | |
| POSSu 25-0.5 | 17 2322 1200 01 | 24-26 | — | — | “ | |
| POSSu 18-0.5 | 17 2323 1100 10 | 17-18 | — | — | “ | |
| Antimony | ||||||
| POS 95-5 | 17 2311 1200 01 | Rest | 4,0-5,0 | — | — | — |
| POSSu 40-2 | 17 2314 1300 05 | 39-41 | 1,5-2,0 | — | — | Rest |
| POSSu 35-2 | 17 2315 1300 00 | 34-36 | 1,5-2,0 | — | — | Same |
| POSSu 30-2 | 17 2321 1300 03 | 29-31 | 1,5-2,0 | — | — | “ |
| POSSu 25-2 | 17 2322 1300 09 | 24-26 | 1,5-2,0 | — | — | “ |
| POSSu 18-2 | 17 2323 1200 07 | 17-18 | 1,5-2,0 | — | — | “ |
| POSSu 15-2 | 17 2324 1100 05 | 14-15 | 1,5-2,0 | — | — | “ |
| POSSu 10-2 | 17 2326 1200 03 | 9-10 | 1,5-2,0 | — | — | “ |
| POSSu 8-3 | 17 2326 1300 00 | 7-8 | 2,0-3,0 | — | — | “ |
| POSSu 5-1 | 17 2327 1100 0 | 4-5 | 0,5-1,0 | — | — | “ |
| POSSU 4-6 | 17 2327 1200 09 | 3-4 | 5,0-6,0 | — | — | “ |
| POSSU 4-4 | 17 2327 1300 06 | 3-4 | 3,0-4,0 | — | — | “ |
| Impurities, nothing more. % | |||||||||||||||
| Solder grade | |||||||||||||||
| Antimony | Copper | Bismuth | Arsenic | Iron | Nickel | Sulfur | Zinc | Aluminum | Lead | ||||||
| Antimony-free | |||||||||||||||
| POS 90 | 0,10 | 0,05 | 0,1 | 0,01 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | — | |||||
| POS 63 | 0,05 | 0,05 | 0,02 | ||||||||||||
| POS 61 | 0,10 | 0,05 | 0,20 | 0,02 | |||||||||||
| POS 40 | 0,10 | 0,05 | 0,02 | ||||||||||||
| POS 30 | 0,10 | 0,05 | 0,02 | ||||||||||||
| POS 10 | 0,10 | 0,05 | 0,02 | ||||||||||||
| POS 61M | 0,20 | — | 0,01 | ||||||||||||
| POSK 50-18 | 0,20 | 0,08 | 0,03 | ||||||||||||
| POSK 2-18 | 0,05 | 0,05 | 0,01 | ||||||||||||
| Low antimony | |||||||||||||||
| POSSu 61-0.5 | — | 0,05 | 0,20 | 0,02 | 0,02 | 0,02 | 0,02 | 0,02 | 0,02 | — | |||||
| POSSu 50-0.5 | 0,05 | 0,10 | 0,02 | ||||||||||||
| POSSu 40-0.5 | 0,05 | 0,20 | 0,02 | ||||||||||||
| POSSu 35-0.5 | 0,05 | 0,02 | |||||||||||||
| POSSU 30-0.5 | 0,05 | 0,02 | |||||||||||||
| POSSu 25-0.5 | 0,05 | 0,02 | |||||||||||||
| POSSu 18-0.5 | 0,05 | 0,02 | |||||||||||||
| Antimony | |||||||||||||||
| POS 95-5 | — | 0,05 | 0,1 | 0,04 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | 0,07 | |||||
| POSSu 40-2 | 0,08 | 0,2 | 0,02 | 0,08 | — | ||||||||||
| POSSu 35-2 | 0,08 | 0,02 | |||||||||||||
| POSSu 30-2 | 0,08 | 0,02 | |||||||||||||
| POSSu 25-2 | 0,08 | 0,02 | |||||||||||||
| POSSu 18-2 | 0,08 | 0,02 | |||||||||||||
| POSSu 15-2 | 0,08 | 0,02 | |||||||||||||
| POSSu 10-2 | 0,08 | 0,02 | |||||||||||||
| POSSu 8-3 | 0,1 | 0,05 | |||||||||||||
| POSSu 5-1 | 0,08 | 0,02 | |||||||||||||
| POSSU 4-6 | 0,1 | 0,05 | |||||||||||||
| POSSU 4-4 | 0,1 | 0,05 | |||||||||||||
Application of PIC - 61
It is advisable to use this solder where it is necessary to avoid overheating.
- Printed circuit boards (their tracks peel off easily).
- Tinning of conductors used for radio installation work (the insulation melts from excessive heat), their connection.
Solder cost
POS-61 is commercially available in two versions - in the form of a rod or wire wound on a reel (100 g or 1 kg). The price is mainly determined not by the cross-section of the sample (standard weight), but by the presence (absence) of rosin. In the first case, the solder is a tube with filling, which is much more convenient when soldering small parts.
| Diameter (mm) | Filling | Retail price (RUB/kg) | |
| 0,1 | 1 | ||
| 0,5 | — | 258 | 2 239 |
| + | 262 | 2 348 | |
| 0,8 | — | 248 | 2 247 |
| + | 250 | 2 266 | |
| 1 | — | 234 | 2 116 |
| + | 236 | 2 134 | |
| 1,5 | — | 228 | 1 864 |
| + | 230 | 1 878 | |
| 2 | — | 224 | 1 528 |
| + | 226 | 1 534 | |
| 3 | — | 218 | 1 418 |
| + | 220 | 1 425 |
TEST METHODS
4.1. Inspection of the surface of pigs is carried out by visual inspection.
4.2. Sampling - in accordance with GOST 24231. The shavings selected from all pigs are crushed to a particle size of no more than 5 mm without control sieving, thoroughly mixed and reduced by quartering to a laboratory sample weighing 200 g. The laboratory sample is melted in a crucible and ground on a belting to particle size no more than 2 mm, stirred and treated with a magnet. The laboratory sample is divided into two parts: one part is sent for chemical analysis, the other is saved in case of disagreement in assessing the quality of the batch. Samples of liquid metal are taken in the form of splashes and rods with a diameter of 8 mm and a length of 75 mm. (Changed edition, Amendment No. 1, 2, 3, 4).
4.3. Solder shavings containing more than 2.5% antimony are sifted through a mesh No. 08 according to GOST 6613 to determine the fine fraction. The calculated data of the analysis results of both fractions are taken as the result of the analysis. (Changed edition, Amendment No. 1, 2).
4.4. The chemical composition of solders is determined according to GOST 1429.0 - GOST 1429.15 or other methods that provide the required determination accuracy. In case of disagreement in assessing the chemical composition of solder, its determination is carried out according to GOST 1429.0 - GOST 1429.11. (Changed edition, Amendment No. 2).