Description
Tin-lead solder POS 61 is ideal for use in domestic conditions . This is facilitated by the low fusibility of the composition due to the high tin content. Its melting point does not exceed 200 degrees Celsius.
Due to the high fluidity of the molten composition, the solder fills all cracks and cavities, providing high-quality joint characteristics. The composition used belongs to the universal category. It can be used to solder products made from the following metals:
- steel;
- copper;
- brass;
- bronze;
There is an analogue of this solder on the domestic market - POS 60. The mass fraction of tin in its composition is only one percent less.
The foreign analogue is Sn63Pb37, which contains 63% tin and 37% lead. The technical characteristics and scope of application of the material are practically no different from POS 61.
Melting various materials
The craftsman may well need to solder copper - for example, we are talking about heating pipes or other products made from this non-ferrous metal.
You can work with a soldering iron with copper and its various alloys using different solders, both soft and hard. At the same time, the temperature of soldering copper elements with soft solders is 250-300 ℃, and with hard solders – 700-900 ℃.
What should be the temperature of the soldering iron tip if you need to solder, say, polypropylene products? In this case, the optimal temperature will be +260 ℃, and the conditional permissible range is from +255 to +280 ℃.
But it is worth noting that if you overheat the soldering iron above 271 ℃ and reduce the heating time of the tool, the surface of the soldering zone will warm up much more than the inside. This means that the resulting sealing film will be very thin.
Material characteristics
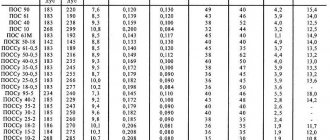
Let's look at the main technical characteristics of POS 61 solder:
- density – 8.5 g/cm3;
- impact strength – 3.9 kg/cm2;
- tensile mechanical strength – 43 MPa;
- relative elongation – 45%;
Chemical composition
The main chemical elements of solder are:
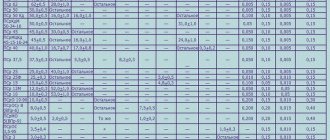
- Tin . Under ideal manufacturing conditions, the tin content in the composition is 61% of the total mass. According to the requirements of regulatory documents, its mass fraction must be at least 59%.
- Lead . Its percentage is 38-39%, depending on the presence of auxiliary additives. For example, POSSU 61-05 solder, in addition to tin and lead, contains only 0.5% antimony.
In addition to antimony, the composition may include the following chemical elements that improve the quality of the compound:
- iron;
- bismuth;
- nickel;
- sulfur;
- zinc;
- aluminum.
Temperature parameters
The soldering temperature of POS 61 is 240 Cº . In this case, the composition begins to melt at a temperature of 184 Cº, and complete transition to the liquid state of aggregation occurs at 194 Cº (± 2 Cº, depending on the content of auxiliary chemical elements).
Of all the lead-tin solders, POS-61 is the lowest melting point.
Solder POS 61 without rosin
Tags: solder for soldering, tin solder, solder without flux, pos61, solder pos 61 wire, solder pos 61 prv cr, soft solder, solder prv cr 2 pos 61 GOST 21931-76, solder sn61pb39, solder pos-61 prv cr 1.0 100 grams, solder coil pos. 61 without rosin, solder spiral pos. 61. Buy wholesale and retail, delivery throughout Russia TC "Business Lines" and "SDEK" - Moscow (MSK), St. Petersburg (SPB), Ekaterinburg (EKB), Novosibirsk, Nizhny Novgorod, Rostov-on-Don, Voronezh, Chelyabinsk , Kazan, Perm, Krasnodar, Ufa, Krasnoyarsk, Samara, Saratov, Omsk, Yaroslavl, Cheboksary, Stavropol, Ryazan, Izhevsk, Penza, Tula, Tomsk, Irkutsk, Tyumen, Kaliningrad, Kirov, Tolyatti, Bryansk, Volgograd, Novokuznetsk, Tver , Smolensk, Barnaul, Kaluga, Vladivostok, Kemerovo, Lipetsk, Ulyanovsk, Vladimir, Mytishchi, Khabarovsk, Orenburg, Orel, Ivanovo, Kursk, Saransk, Belgorod, Yoshkar-Ola, Murmansk, Tambov, Veliky Novgorod, Lyubertsy, Surgut, Petrozavodsk, Astrakhan, Kostroma, Podolsk, Naberezhnye Chelny, Sochi, Sergiev Posad, Vologda, Arkhangelsk, Kurgan, Stary Oskol, Chita, Serpukhov, Miass, Krasnogorsk, Nizhny Tagil, Korolev, Magnitogorsk, Odintsovo, Volzhsky, Balashikha, Khimki, Makhachkala, Cherepovets, Ramenskoye, Pskov, Velikiye Luki, Ulan-Ude, Pushkino, Novocherkassk, Obninsk, Taganrog, Vyazemsky, Nizhnevartovsk, Severodvinsk, Dubna, Arzamas, Pyatigorsk, Blagoveshchensk, Zhukovsky, Ivanteevka, Volgodonsk, Biysk, Shchelkovo, Fryazino, Berdsk, Abakan, Kolomna , Rybinsk, Murom, Nalchik, Novorossiysk, Syktyvkar, Yuzhno-Sakhalinsk, Kovrov, Dolgoprudny, Domodedovo, Sterlitamak, Angarsk, Chekhov, Ukhta, Kamensk-Uralsky, Kotelniki, Vladikavkaz, Noginsk, Bratsk, Gatchina, Alexandrov, Zheleznogorsk, Zheleznogorsk, Istra , Pavlovo, Petropavlovsk-Kamchatsky, Stupino, Yakutsk, Voskresensk, Dmitrov, Dimitrovgrad, Maloyaroslavets, Sarov, Ozersk, Tuapse, Almetyevsk, Vyborg, Balakovo, Seversk, Aleksin, Magadan, Elektrostal, Armavir, Norilsk, Lobnya, Apatity, Neftekamsk, Glazov , Yeysk, Elektrougli, Dzerzhinsk, Kstovo, Novomoskovsk, Sarapul, Komsomolsk-on-Amur, Orsk, Nizhnekamsk, Nevinnomyssk, Nefteyugansk, Klintsy, Vidnoye, Orekhovo-Zuevo, Engels, Novouralsk, Lytkarino, Berezniki, Kamensk-Shakhtinsky, Safonovo, Novocheboksarsk , Novy Urengoy, Mezhdurechensk, Kirovo-Chepetsk, Yelets, Salavat, Syzran, Sosnovy Bor, Tikhvin, Pokrov, Prokopyevsk, Dzerzhinsky, Zheleznodorozhny, Krasnoarmeysk, Solnechnogorsk, Tchaikovsky, Nakhodka, Vorkuta, Rossosh, Lukhovitsy, Naro-Fominsk, Vyksa, Vsevolozhsk , Revda, Ust-Ilimsk, Belorechensk, Dedovsk, Klin, Reutov, Ruza, Balakhna, Ussuriysk, Bakhchisaray, Rzhev, Sortavala, Krasnoyarsk, Novorilsk
Varieties
Regardless of the release form, the composition of the material and the ratio of the main components remain unchanged. The most common varieties are:
- Wire. Its diameter ranges from 1 to 7 mm, depending on the application. The step size is 0.5 mm. Delivery is carried out in compact coils or coils, which are unwound during operation. This form of release is the most popular.
- Solder with rosin POS 61 is produced in the form of thin tubes with filler, twisted in a spiral. Pine rosin plays the role of flux during soldering work. Its advantage is its neutral composition, which does not require removal after completion of the working cycle, unlike acid-based fluxes. Other types of POS 61 solders are produced without rosin.
- Ribbon. A distinctive feature is the ability to quickly repair cable and wire materials. Tape solder is characterized by a low antimony content.
- Rods. Their length does not exceed 40 cm. The maximum diameter is 8 mm. This release form is ideal for tinning the temperature rod of a soldering iron. Some craftsmen prefer to make rods themselves, casting them into special molds.
For large production enterprises, POS 61 is supplied in the form of massive ingots weighing up to 25 kg. This reduces the cost of consumables and soldering work.
A few soldering rules
There is one unshakable rule: the temperature of the soldering iron must be higher than the melting temperature of the solder.
Moreover, the solder material must be completely melted before it fills the empty spaces and is evenly distributed over the surface.
If the soldering iron tip is too overheated, the solder will oxidize and the soldering seam will not be of very high quality. By the way, oxides can appear on the soldering iron itself, and in order to get rid of them, experts advise purchasing a so-called tip activator - a really very useful thing.
And if the soldering iron tip is not just overheated, but burns out, then the solder material will no longer stick to it at all. “Cold” soldering (that is, when the temperature of the soldering iron tip is less than optimal) will also not give the expected result.
If the solder material does not melt to a fluid state, the soldering area becomes dull and rough, and the connection is not very strong.
And one more important rule, suitable for any soldering: the temperature of the elements being soldered must certainly be the same.
Use in everyday life and at work
In addition to unique technical characteristics and high performance qualities, POS 61 solder has another advantage - affordable price .
These factors caused the spread of this material, which has found many applications, both in everyday life and in industry. Among radio amateurs, solder has long established itself as a reliable assistant. The low melting point eliminates the possibility of overheating of radio components and microcircuit elements, which is a decisive factor when choosing a suitable consumable material.
At various enterprises, POS 61 is used for soldering strands of copper wires. The solder contains copper, which has a beneficial effect on the intensity of wire dissolution.
When sealing cracks in metal vessels, a gas burner is used as a working tool. The molten composition easily penetrates into all cracks, reliably sealing the holes.
The low melting point leaves its mark on the work front. Solder cannot be used to repair products whose operation is associated with high-temperature influences. This will cause rapid wear of the connection.
POS 61
The melting point of pos 61 is 183 degrees, which is the starting point. Complete melting is achieved at a temperature of about 190 degrees, which allows you to work with it using any household soldering iron or professional soldering station. Soldering temperature is 240 degrees. This is the lowest melting point solder of the entire group of tin-lead solders.
Compound
This filler material belongs to the soft category, contains 61% tin, 38-39% lead and may contain an acceptable percentage of impurities in the form of antimony, nickel, iron, sulfur and bismuth.
Within the tin-lead group, this material is the purest solder in composition and is more suitable for electrical installation and tinning, since due to the copper content in it, it reduces the rate of dissolution of copper wires and tracks and wears out the soldering iron tip less, and the relatively low melting temperature does not harm printed circuit board.
Material characteristics
- The melting point is 183 degrees.
- Melt temperature 190 degrees.
- Density 8.5 g/cm3.
- Resistivity - 0.139 µOhm/m.
- Tensile strength - 4.3 MPa.
Available in several varieties, which differ only in appearance:
- In the form of wire - section thickness approximately 2 mm, the most convenient and common option. Wire with flux inside can also be found. The role of a flux is played by pine rosin , which performs well when soldering electrical connections, since it does not oxidize parts, unlike acid fluxes, after working with which the parts must be thoroughly washed.
- In the form of solder tape - solder in the form of a very thin long strip. Ideal for quick soldering of strands and tinning of wires. Like wire, it comes with or without flux.
- In the form of rods up to 8 mm thick and approximately 40 cm in length. These rods are convenient to use when soldering installation wires and tinning the soldering iron tip. If desired, you can make them yourself by pouring them into pre-made molds.
Use in everyday life and at work
This solder is widely used both in everyday life and in industry. The low cost of the material makes it very accessible, and its chemical composition and technical properties allow its use in solving many problems.
So, it was already said above that using POS 61 it is convenient to solder radio components, because its low melting point will not damage the printed circuit board tracks and radio components, especially microcircuits that can fail if overheated.
Also, using this material you can carry out high-quality soldering of twisted copper wires, which is actively used in electrical installations, and you can solder with both a soldering iron and a gas torch. In addition, pos 61 has very good fluidity and forms tight seams, which allows its use when welding pipes together using a gas torch.
But the low melting point also imposes some restrictions on the scope of its application - it cannot be used when working with materials that will subsequently be subject to strong heating. This can cause the weld to become distorted or even melt, ruining the entire job.