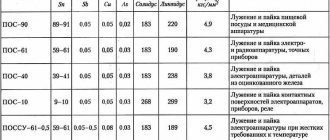
Формы выпуска
В зависимости от сферы применения, припой марки ПОС может иметь различные формы выпуска. Так, к примеру, для лужения обширных площадок удобнее всего применять его в виде плоской ленты. Для пайки различных конструкций выпускаются специальные свинцово-оловянные прутки. Ими удобно паять как при помощи паяльника, так и с помощью газовой горелки. В радиоэлектронике в качестве флюса, применяемого в процессе пайки, используется канифоль, для этого выпускается припой в виде трубки, наполненной канифолью. Это добавляет удобства во время монтажа радиодеталей так, как не требует нанесения дополнительного флюса.
Припой ПОС60 в виде флюс-пасты
Иногда можно встретить ПОС-61 в виде паяльной пасты. Она состоит из порошка сплава и флюса и применяется при поверхностном монтаже электронных компонентов с помощью паяльного фена. Редко применяется в домашних условиях (и только отдельными мастерами) ввиду необходимости наличия специального оборудования.
Технические характеристики
Изготовление припоев марки ПОС происходит в соответствии с ГОСТом, который регламентирует его точный химический состав и выдвигает требования, которым он должен удовлетворять. Припой ПОС 60 обладает следующими температурными и техническими характеристиками:
- Начало температурного расплавления (солидус) в градусах составляет 183 градуса.
- Температура, при которой ПОС находится в жидком состоянии (ликвидус), составляет 190 градусов.
- Удельное сопротивление равно 0,137 Ом × метр, при сечении проводника 1 квадратный мм.
- Плотность сплава равна 8,5 грамм × кубический сантиметр.
Припой ПОС61 в виде трубки с канифолью
Благодаря таким техническим характеристикам и низкой температуре плавления, ПОС60 находит широкое применение в быту и в промышленном производстве.
Обладая хорошими электротехническими свойствами и малым удельным сопротивлением, припой активно используется в радиоэлектронике.
О составе ПОС
В ПОС-40 — 40 % олова, а в ПОС-61 — около 61 % олова. Все остальное – это свинец и дополнительные примеси. По внешнему виду можно определить, какой перед вами припой. Матовый и темный припой содержит больше свинца. Светлый и блестящий — больше олова. Лучше всего это можно увидеть в сравнении.
Прочность припоя зависит на ряду с легированием сплава от паяемого металла. Для пайки цинка или меди в ПОС добавляют немного цинка или меди соответственно. Что снижает химическую эрозию металла и повышает поверхностную прочность соединения.
Легирование ПОС
Эксплуатационные характеристики припоя можно улучшить с помощью легирования следующими веществами:
- Пластичность, стойкость к термоциклированию становится лучше за счет добавок серебра, индия, лития, марганца, висмута.
- Устойчивость к коррозии припоя улучшает никель и медь.
- Увеличению жаропрочности способствует кобальт, кремний, цирконий, гафний, ванадий, вольфрам, ниобий.
- Припой становиться прочнее если добавить бор, железо, никель, кобальт, цинк, кремний.
- Добавка серебра, меди, цинка, кадмия, сурьмы и алюминия улучшает адгезию припоя.
Особенности состава пищевых припоев
Безопасным сплавом считается олово, поэтому основная доля всех припоев изготавливается на его основе. В состав входит ограниченное количество элементов, поэтому пищевых разновидностей немного. Элементы для «чистых» припоев:
- Медь, содержание которой находится в пределах 10%, что не повышает токсичность.
- Цинк также часто используется в качестве основного или добавочного элемента.
- Висмут. Он безвреден, его содержание в небольшом количестве относится к добавочному, и такие припои больше применяются для медицинских целей.
Нельзя использовать сурьму в больших количествах, категорически запрещен кадмий, который имеет высокий уровень токсичности.
Припой пищевой
Применение «чистых» припоев также определяется толщиной соединяемых деталей и допустимой температурой плавления для конструкций и изделий. Например, припой для пищевой меди по химическим свойствам может быть медно-серебряный, оловянно-цинковый и оловянно-медный, но температура плавления серебряных (670-800 °С) и использование горелки не подойдут для тонких конструкций, а также для металлов с температурой плавления, приближенной к температуре плавления припоя. Именно поэтому наиболее распространены оловянные сплавы, которые способны соединять различные металлы и «работают» при нагреве до 250 °С.
Разновидности
Пищевые припои для пайки используются в нескольких типах.
Серебряные. Здесь могут быть взяты модификации с добавлением никеля, меди, висмута, марганца. Температура их плавления составляет 670-800 градусов, что требует использования горелки для разогрева. Соединять конструкции нужно без применения нагрузок или давления на нее.
Хромоникелевые. Обеспечивают высокую прочность соединения, но для повышения прочности могут дополнительно быть легированы кальцием, натрием, никелем.
Медно-фосфорные. Низкоплавкие (до 450 °С), нужны для работы с медными изделиями. Образуют прочное соединение, для взаимодействия с которым требуется горелка соответствующей мощности.
Оловянные. Наиболее распространены «мягкие» разновидности с температурой плавления 250 °С. В их состав могут входить следующие элементы: медь, цинк, висмут. Их используют для неответственных деталей, а также соединяемых элементов тонкого сечения. Для некоторых изделий может потребоваться особый пищевой припой: для пайки самовара, например, применяют чистое олово или варианты с его содержанием 90%. Это одна из самых экологически чистых марок низкоплавкого припоя.
Процесс пайки пищевой нержавейки и меди
Области применения
Назначение зависит от используемых металлов для самих изделий, их конфигурации и толщины. Основные пищевые металлы — это:
Нержавейка
Метод ее соединения зависит от толщины листа: если она менее 3 мм и при отсутствии требований по прочности шва, можно использовать оловянные сплавы. Но лучшим считается серебряный припой для пайки нержавейки пищевой, особенно если в него входит небольшое количество никеля. Он имеет схожий цвет и коррозионную стойкость. Во втором случае нужно учитывать условия работы с нержавейкой, а также ее физико-химический состав, не каждый из которых может без последствий подвергаться столь высокому нагреву, который нужен для расплавления твердых припоев. Сложными являются сплавы с содержанием никеля более 25%, которые начинают при длительном нагреве до +500-700 °С выделять карбиды (снижается стойкость к коррозии).
При печном спаивании применяют серебряно-марганцевые или хромоникелевые разновидности. Пайка проводится с использованием буры.
Медь с латунью, нержавейкой
Комбинирование металлов усложняет пайку. Разница температур плавления и свойства металлов усложняют выбор припоя, флюса и, соответственно, технологии. Применение паяльника в большинстве случаев нерентабельно из-за использования твердых припоев и/или больших площадей соприкосновения. В качестве универсальной технологии подойдет пайка горелкой, поскольку это ускорит процесс, предотвращая окисление флюса. Для неответственных деталей вполне уместны латунные припои, для ответственных — стоит остановиться на более дорогом и качественном медно-фосфорном варианте.
Заключение
Для производственных масштабов разработаны нормы расхода припоя для пайки по ГОСТ, без которого невозможно рациональное применение дорогостоящих материалов. Оценка результативности проводилась на основании табличных данных свойств материала, базирующихся на измерении и сравнительных расчетах. Нормированию также подлежат и дополнительные элементы: флюсы, защитные, окислительные среды, расходные элементы для пайки.
Обзор оборудования, которое может понадобиться
1. нихромовый электрический паяльник мощностью 25Вт. Это обычный хозяйственный паяльник, который раньше можно было встретить практически у любого радиолюбителя-электронщика. Сейчас они тоже распространены и стоят довольно дешево, около 200 рублей. Можно покупать любые, в том числе, китайские паяльники, они тоже служат долго – при постоянной работе до 8 лет. Самый простой паяльник состоит из жала, которое представляет собой медный прут, на торце заточенный под углом и спирали нагревателя. Ручка из дерева или теромоустойчивого пластика. Это однозначно рабочий инструмент, который годится в 90% случаев для применения в бытовых условиях и даже в некоторых ремонтных мастерских он все еще используются.
2. Паяльник на 40-80Вт с жалом, заточенным под клин, напоминающий шлицевую отвертку, для удобства пайки тяжелых элементов. Такой паяльник покупать для дома не советуем, хотя он и дешевый. Некоторые по ошибке сразу покупают его, потом возникают проблемы: сгорают некоторые компоненты, отслаиваются дорожки от печатных плат, потому что перегреваются. Для дома 25-30ВТ – более чем достаточно.
3. Газовый паяльник купить Предназначен для пайки в отсутствии электросети. Эквивалент (если переводить в электрическую мощность ) около 100Вт.
Инструмент 3 в 1: • паяльник, который заточен под конус, жало долговечное, выполнено не из меди, а из специального термоустойчивого сплава. Подходит для гаражных работ, ремонта в машине. • жало снимается и его можно использовать как термофен (нагрев до 600 градусов). Довольно удобно применять, если нужно прогреть термоусадочную трубку или просто деталь. Большие работы термофеном не выполнить, так как поток воздуха и давление газа составляют небольшую величину. • меняется насадка и инструмент превращается в хорошую рабочую газовую горелку с температурой 1300 градусов. Таким образом, можно паять массивные детали или просто по надобности что-то разогревать.
4. Последний тип паяльника, который набирает обороты – это керамический паяльник. Если кто-то хочет сразу начинать с хорошего и не экономить, советуем купить его. Плюсы: очень тонкое жало, подходящее для точных (миллиметровых) работ — запаять разъемы на мобильных телефонах, монтировать или демонтировать компоненты SOIC, QFP, PLCC, BGA и т.п. Мощности хватает для любых работ. Разогревается он быстро. Если нихромовый нагреватель 1,5-2 мин выходит на рабочий режим, то здесь разогрев происходит за 20 сек. – и уже можно паять.
Идеальный вариант иметь к нему паяльную станцию и регулировать температуру от 200 до 480 градусов, подстраивая ее под припои и условия пайки. С ее помощью можно менять детали на материнских платах, на видеокартах, так и паять крупный провод. Если вы хотите со временем научиться паять качественно, то советуем начинать учиться с покупки паяльной станции.
МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
5.1 На каждой чушке припоя выбивают:
а) товарный знак предприятия изготовителя;
б) марку припоя;
в) номер плавки;
5.1а Чушки припоев транспортируют без упаковывания транспортными пакетами или в контейнерах по ГОСТ 18477-79. Пакеты чушек должны быть обвязаны стальной упаковочной лентой размерами не менее 0,8Х30 мм по ГОСТ 3560-73, скрепленной в замок. Допускается применение средств скрепления, обеспечивающих сохранность пакета по ГОСТ 21650-76. Масса пакета не более 1250 кг. Допускается увеличение пакета до 1500 кг при условии проведения погрузки и выгрузки на подъездных путях грузоотправителя и грузополучателя, при этом пол вагона по ходу погрузчика должен выстилаться металлическими листами толщиной 3-4 мм.
Схемы укладывания и скрепления чушек припоев в пакеты приведены в приложении 4. При транспортировании воздушным транспортом чушки упаковывают в плотные дощатые ящики типа II-1 по ГОСТ 2991-85, размерами по ГОСТ 21140-88, выстланные изнутри полиэтиленовой пленкой по ГОСТ 10354-82. Масса брутто ящиков – не более 60 кг.
5.1б Обозначение марки припоя наносится на лицевой поверхности чушки с левой стороны цифрами, соответствующими процентному содержанию основных компонентов без указания буквенного обозначения ПОС, ПОССу,ПОСу, ПОСК. Номер плавки выбивается с правой стороны лицевой поверхности чушки.
Примеры нанесения обозначения припоя:
Припой марки ПОС 90: 90.
Припой марки ПОС 61М: 61М.
5.2 Транспортная маркировка – по ГОСТ 14192-77.
5.3 Чушки припоев транспортируют транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки, действующими на транспорте данного вида и условиями погрузки и крепления, утвержденными Министерством путей сообщения СССР.
5.4 Припой должен храниться в закрытом помещении. При соблюдении указанных условий хранения потребительские свойства припоев оловянно-свинцовых при хранении не меняются.
Приложение 1
Справочное
Виды и характеристики припоев
Бывают мягкими (легкоплавкими) и твердыми. Для монтажа радиоаппаратуры используются легкоплавкие, с температурой плавления 300−450 °C. Мягкие припои уступают по прочности твердым, хотя для сборки электроприборов используются как раз они.
Легкоплавкие сплавы — это обычно сплав свинца и олова главным образом. Немного есть легирующих элементов.
Примеси иных металлов вводятся для получения определенных характеристик:
- пластичности;
- температуры плавления;
- прочности;
- устойчивости к коррозии.
Число в обозначении марки говорит о том, сколько процентов олова в нем содержится. Так, у припоя ПОС-40 технические характеристики таковы, что в нем 40% Sn, а ПОС-60 — 60%.
Если марка неизвестна, состав можно оценить по косвенным признакам:
- Температура плавления ПОС — 183−265 °C .
- Если у припоя металлический блеск, значит, в нем достаточно много Sn (ПОС-61, ПОС-90). Если цвет темно-серый, а поверхность матовая, это говорит о высоком содержании свинца, именно он придает сероватый оттенок.
- Припои, содержащие большое количество свинца очень пластичны, а олово придает прочности и жесткости.
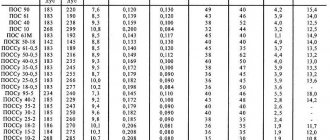
ПРИЛОЖЕНИЕ 1 (cправочное). ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА ПРИПОЕВ
ПРИЛОЖЕНИЕ 1 Справочное
| Марка припоя | Температура плавления, °С | Плот- ность, г/см | Удельное электросо- против- ление, Ом·мм/м | Теплопро- водность, ккал/ см·с·град | Времен- ное сопро- тивление разрыву, кгс/мм | Относи- тельное удлинение, % | Ударная вязкость, кгс/см | Твер- дость по Бри- неллю, HB | |
| Солидус | Ликвидус | ||||||||
| ПОС 90 | 183 | 220 | 7,6 | 0,120 | 0,130 | 4,9 | 40 | 4,2 | 15,4 |
| ПОС 61 | 183 | 190 | 8,5 | 0,139 | 0,120 | 4,3 | 46 | 3,9 | 14,0 |
| ПОС 40 | 183 | 238 | 9,3 | 0,159 | 0,100 | 3,8 | 52 | 4,0 | 12,5 |
| ПОС 10 | 268 | 299 | 10,8 | 0,200 | 0,084 | 3,2 | 44 | 3,2 | 12,5 |
| ПОС 61М | 183 | 192 | 8,5 | 0,143 | 0,117 | 4,5 | 40 | 1,1 | 14,9 |
| ПОСК 50−18 | 142 | 145 | 8,8 | 0,133 | 0,130 | 4,0 | 40 | 4,9 | 14,0 |
| ПОССу 61−0,5 | 183 | 189 | 8,5 | 0,140 | 0,120 | 4,5 | 35 | 3,7 | 13,5 |
| ПОССу 50−0,5 | 183 | 216 | 8,9 | 0,149 | 0,112 | 3,8 | 62 | 4,4 | 13,2 |
| ПОССу 40−0,5 | 183 | 235 | 9,3 | 0,169 | 0,100 | 4,0 | 50 | 4,0 | 13,0 |
| ПОССу 35−0,5 | 183 | 245 | 9,5 | 0,172 | 0,100 | 3,8 | 47 | 3,9 | 13,3 |
| ПОССу 30−0,5 | 183 | 255 | 8,7 | 0,179 | 0,090 | 3,6 | 45 | 3,9 | 13,2 |
| ПОССу 25−0,5 | 183 | 266 | 10,0 | 0,182 | 0,090 | 3,6 | 45 | 3,9 | 13,6 |
| ПОССу 18−0,5 | 183 | 277 | 10,2 | 0,198 | 0,084 | 3,6 | 50 | 3,6 | — |
| ПОСу 95−5 | 234 | 240 | 7,3 | 0,145 | 0,110 | 4,0 | 46 | 5,5 | 18,0 |
| ПОССу 40−2 | 185 | 229 | 9,2 | 0,172 | 0,100 | 4,3 | 48 | 2,8 | 14,2 |
| ПОССу 35−2 | 185 | 243 | 9,4 | 0,179 | 0,090 | 4,0 | 40 | 2,6 | — |
| ПОССу 30−2 | 185 | 250 | 9,6 | 0,182 | 0,090 | 4,0 | 40 | 2,5 | — |
| ПОССу 25−2 | 185 | 260 | 9,8 | 0,185 | 0,090 | 3,8 | 35 | 2,4 | — |
| ПОССу 18−2 | 186 | 270 | 10,1 | 0,206 | 0,081 | 3,6 | 35 | 1,9 | 11,7 |
| ПОССу 15−2 | 184 | 275 | 10,3 | 0,208 | 0,080 | 3,6 | 35 | 1,9 | 12,0 |
| ПОССу 10−2 | 268 | 285 | 10,7 | 0,208 | 0,080 | 3,5 | 30 | 1,9 | 10,8 |
| ПОССу 8−3 | 240 | 290 | 10,5 | 0,207 | 0,081 | 4,0 | 43 | 1,7 | 12,8 |
| ПОССу 5−1 | 275 | 308 | 11,2 | 0,200 | 0,084 | 3,3 | 40 | 2,8 | 10,7 |
| ПОССу 4−6 | 244 | 270 | 10,7 | 0,208 | 0,080 | 6,5 | 15 | 0,8 | 17,3 |
Виды припоев ПОС
Для начала вспомним, какие бывают припои из сплавов оловянно-свинцовой группы. Самые популярные — это бессурьмянистые припои ПОС-10, ПОС-40, ПОС-61 и ПОС-90. Припой ПОС с содержанием сурьмы называется ПОССУ. Сурьма в составе припоя добавляет ему несколько процентов по прочности.
Когда мы говорим про плавление смеси олова и свинца, нужно помнить про определения солидуса и ликвидуса. При нагревании любой смеси двух и более металлов происходит сначала расплавление (преобразование из твердой в жидкую фазу) самых легкоплавных частиц. Эта температурная отметка называется солидусом сплава.
При дальнейшем росте температуры начинают плавиться более тугоплавкие компоненты. Как только они расплавятся, наступает точка ликвидуса. Теперь припой ПОС полностью расплавлен. Подробнее этот процесс поясняет картинка, выдранная из презентации на тему сплавов.
Между этими двумя точками находится состояние повышенной пластичности припоя. В этом состоянии припой можно тянуть и деформировать без потери целостности.
Существуют эвтектические сплавы — припои, у которых точка солидуса и ликвидуса совпадает. Это очень удобно при пайке и говорит о высоком качестве припоя.
ПРАВИЛА ПРИЕМКИ
3.1. Припои принимают партиями. Каждая партия должна состоять из чушек одной марки и одной плавки. Масса партии не ограничивается. Каждая партия чушек сопровождается документом о качестве, содержащим: товарный знак или наименование и товарный знак предприятия-изготовителя; условное обозначение припоя; результаты химического анализа или подтверждение о соответствии качества припоя требованиям настоящего стандарта; номер партии; массу нетто в килограммах; дату изготовления. (Измененная редакция, Изм. N 1, 2, 3).
3.2. Внешнему осмотру подвергают каждую чушку партии.
3.3. Для контроля химического состава припоя от партии отбирают каждую пятидесятую чушку, но не менее пяти чушек. На предприятии-изготовителе допускается проверку химического состава проводить на пробе, отобранной от расплавленного металла в начале, середине и конце разлива плавки. Контроль содержания примесей железа, серы, никеля, цинка и алюминия в припоях всех марок изготовитель проводит в процессе изготовления. (Измененная редакция, Изм. N 1, 2, 3).
3.4. При получении неудовлетворительных результатов проверки химического состава проводят повторную проверку на удвоенной выборке, взятой от той же партии. Результаты повторных испытаний распространяются на всю партию.
Бессвинцовые припои
Так как свинец токсичен (способен вызвать отравление), в некоторых странах значительно ограничивают его применение. По этой причине стали разрабатывать бессвинцовые припои. Их делают на основе олова, к которому добавляют серебро, медь, висмут, цинк, золото, индий. По перечню компонентов можно понять, что дешевыми сплавы не будут. Мало того, они не очень удобны в работе. Они безопасны, но плавятся с трудом. Именно этим и не нравятся — слишком сильно надо разогревать паяльник.
Демонтаж элементов, припаянных бессвинцовыми составами, нелегкое занятие. Надо не перегреть, но и недогреть не получается. Процесс идет быстрее и проще, если взять каплю припоя со свинцом и «разбавить» места пайки.
«Серебряный припой» Audio Note Silver Solder — бессвинцовый. Содержит 91% олова, 6% серебра, 2% меди и 1% сурьмы
Практичны следующие составы на основе олова и серебра:
- с медью Sn96,5Ag3Cu0,5 и Sn96,5Ag3,5 — плавятся при 221°C;
- Sn96,7Ag2Cu0,8Sb0,5 — 216-222°С;
- Sn95,5Ag3,8Cu0,7 — 217°C;
олово+серебро Sn98Ag2 — 221-226°C. с висмутом
- Sn90,5Ag2Bi7,5 — 207-212°C;
Sn93,5Ag3,5Bi3 — 206-213°C; с цинком Sn89Bi3Zn8 — 189-199°C.
Часто наносится соответствующая криптограмма
Бессвинцовый припой индий+висмут и состав на основе олова с теми же добавками — более легкоплавкие из этой группы. Но цена на них не ниже, чем с серебром, так как металлы редкие.
- Bi67In33 — 107-112°C;
- Sn70Bi20In10 — 143-193°C.
При использовании припоев с серебром, пайка получается более прочной. Эти составы хороши там, где может быть высокая механическая нагрузка. Как известно, серебро хорошо проводит электрический ток. И составы с высоким его содержанием также отличаются повышенной электропроводимостью. Так что применяют серебряный припой при пайке средств связи.
ПОС40
ПОС40 Челябинск
| Марка : | ПОС40 |
| Классификация : | Оловянно-свинцовые припои |
| Применение: | Для лужения и пайки электроаппаратуры, деталей из оцинкованного железа с герметичными швами. Сплав бессурьмянистый |
| Зарубежные аналоги: | Нет данных |
Химический состав в % материала ПОС40
ГОСТ 21930- 76
| Fe | Ni | S | Al | Cu | As | Pb | Zn | Sb | Bi | Sn |
| до 0.02 | до 0.02 | до 0.02 | до 0.002 | до 0.05 | до 0.02 | 58.766- 61 | до 0.002 | до 0.1 | до 0.2 | 39- 41 |
Примечание: Pb
-основа. процентное содержание
Pb
дано приблизительно
Литейно-технологические свойства материала ПОС40 .
| Температура плавления, Солидус : | 183 °C |
| Температура плавления, Ликвидус : | 238 °C |
Механические свойства при Т=20oС материала ПОС40 .
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| — | мм | — | МПа | МПа | % | % | кДж / м2 | — |
| , ГОСТ 21930-76 | 38 | 52 | 400 |
| Твердость ПОС40 , ГОСТ 21930-76 | HB 10 -1 = 12.5 МПа |
Физические свойства материала ПОС40 .
| T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 9300 | 159 |
Обозначения:
| Механические свойства : | |
| sв | -Предел кратковременной прочности , |
| sT | -Предел пропорциональности (предел текучести для остаточной деформации), |
| d5 | -Относительное удлинение при разрыве , |
| y | -Относительное сужение , |
| KCU | -Ударная вязкость , [ кДж / м 2] |
| HB | -Твердость по Бринеллю , |
| Физические свойства : | |
| T | -Температура, при которой получены данные свойства , |
| E | -Модуль упругости первого рода , |
| a | -Коэффициент температурного (линейного) расширения (диапазон 20o-T ) , [1/Град] |
| l | -Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | -Плотность материала , [кг/м3] |
| C | -Удельная теплоемкость материала (диапазон 20o-T ), [Дж/(кг·град)] |
| R | -Удельное электросопротивление, |
ПОС40-Оловянно-свинцовые припои ПОС40-химический состав, механические, физические и технологические свойства, плотность, твердость, применение
Доступный металлопрокат
ПОС40
Материал ПОС40 Челябинск
Без стали не обходится ни одно производство, будь то тяжелое машиностроение или изготовление бытовых электроприборов. Существует множество марок этого продукта, а также большое количество форм отпуска. Наша компания реализует материал ПОС40 большими партиями и с минимальной наценкой. Для уточнения свойств и характеристик конкретной марки можно обратиться к менеджерам компании.
Как и вся продукция, материал ПОС40 закупается у ведущих производителей. Поэтому мы готовы со всей ответственностью давать гарантию на качество. Минимальное количество посредников определяет и низкую стоимость. Вкупе с быстрой доставкой, это дает возможность нашим бизнес-партнеры вести стабильное и взаимовыгодное сотрудничество.
Помимо отпуска, в форме той или иной детали (заготовки), наша компания реализует обработку металлов. Все мероприятия проходят четкий контроль на соответствие ГОСТа и правилам. Специалисты нашего предприятия осуществляют такие работы как оцинкование, создание деталей по чертежам заказчика, производство отливок, изготовление различных профилей и многое другое.
Имея в арсенале новейшее оборудование и огромный, опыт мы можем предложить проверку изделия по ряду параметров, таким как прочностные характеристики, химический состав, чистота сплава и так далее.
Каждому покупателю предложен огромный ассортимент продукции различного формата, а также актуальных услуг и работ. Чтобы быстрее разобраться и выбрать товар соответствующий потребностям, нужно связаться с менеджером компании и получить развернутую информацию по всем интересующим вопросам.
Материал ПОС40 купить в Челябинске
Индивидуальная стоимость выстраивается за счет персонального общения с каждым потенциальным заказчиком. Менеджеры учитывают объем сделки, делают скидки постоянным клиентам и ведут открытый диалог. В результате, даже при возникновении спорных ситуаций мы способны найти компромисс и прийти к решению, удовлетворяющему обе стороны.
Доставка
Работы по осуществлению логистики входят в пакет наших профессиональных услуг. Мы постоянно совершенствуем свои знания, приобретаем новейшую технику, для того, чтобы груз был доставлен в любую точку России.
Наличие собственных железнодорожных подъездов заметно увеличивает скорость отгрузки и последующей доставки. Имея такие ресурсы, мы гарантируем доставку грузов любого объема и габаритов. Такой профессиональный подход и делает нас лидерами на рынке металлопродукции.
metcontinent.ru
1.МАРКИ
1.1 В зависимости от химического состава оловянно-свинцовые припои изготавливаются следующих марок:
бессурьмянистые – ПОС 90, ПОС 63, ПОС 61, ПОС 40, ПОС 30, ПОС 10, ПОС 61М, ПОСК 50-18, ПОСК 2-18;
малосурьмянистые- ПОССу 61-0,5, ПОССу 50-0,5, ПОССу 40-0,5, ПОССу 30-2, ПОССу 25-2, ПОССу 18-2, ПОССу 15-2, ПОССу 10-2, ПОССу 8-3, ПОССу 5-1, ПОССу 4-6, ПОССу 4-4.
Примеры условных обозначений:
Припой в чушках марки ПОС 40:
Припой Ч ПОС 40 ГОСТ 21930-76
То же, марки ПОССу 18-0,5:
Припой Ч ПОССу 18-0,5 ГОСТ 21930-76
| Массовая доля, % | ||||||
| Марка припоя | Код ОКП | Основных компонентов | ||||
| Олово | Сурьма | Кадмий | Медь | Свинец | ||
| Бессурьмянистые | ||||||
| ПОС 90 | 17 2311 1100 04 | 89-91 | — | — | — | Остальное |
| ПОС 63 | 17 2312 0100 | 62,5-63,5 | — | — | — | |
| ПОС 61 | 17 2312 1100 10 | 59-61 | — | — | — | То же |
| ПОС 40 | 17 2314 1100 00 | 39-41 | — | — | — | “ |
| ПОС 30 | 17 2321 1100 09 | 29-31 | — | — | — | “ |
| ПОС 10 | 17 2326 1100 06 | 9-10 | — | — | — | “ |
| ПОС 61М | 17 2312 1200 07 | 59-61 | — | — | 1,2-2,0 | “ |
| ПОСК 50-18 | 17 2313 1200 02 | 49-51 | — | 17-19 | — | “ |
| ПОСК 2-18 | 17 2343 1100 09 | 1,8-2,3 | — | 17,5-18,5 | — | “ |
| Малосурьмянистые | ||||||
| ПОССу 61-0,5 | 17 2312 1400 01 | 59-61 | 0,05-0,5 | — | — | Остальное |
| ПОССу 50-0,5 | 17 2313 1100 05 | 49-51 | — | — | То же | |
| ПОССу 40-0,5 | 17 2314 1200 08 | 39-41 | — | — | “ | |
| ПОССу 35-0,5 | 17 2315 1200 03 | 34-36 | — | — | “ | |
| ПОССу 30-0,5 | 17 2321 1200 06 | 29-31 | — | — | “ | |
| ПОССу 25-0,5 | 17 2322 1200 01 | 24-26 | — | — | “ | |
| ПОССу 18-0,5 | 17 2323 1100 10 | 17-18 | — | — | “ | |
| Сурьмянистые | ||||||
| ПОСу 95-5 | 17 2311 1200 01 | Остальное | 4,0-5,0 | — | — | — |
| ПОССу 40-2 | 17 2314 1300 05 | 39-41 | 1,5-2,0 | — | — | Остальное |
| ПОССу 35-2 | 17 2315 1300 00 | 34-36 | 1,5-2,0 | — | — | То же |
| ПОССу 30-2 | 17 2321 1300 03 | 29-31 | 1,5-2,0 | — | — | “ |
| ПОССу 25-2 | 17 2322 1300 09 | 24-26 | 1,5-2,0 | — | — | “ |
| ПОССу 18-2 | 17 2323 1200 07 | 17-18 | 1,5-2,0 | — | — | “ |
| ПОССу 15-2 | 17 2324 1100 05 | 14-15 | 1,5-2,0 | — | — | “ |
| ПОССу 10-2 | 17 2326 1200 03 | 9-10 | 1,5-2,0 | — | — | “ |
| ПОССу 8-3 | 17 2326 1300 00 | 7-8 | 2,0-3,0 | — | — | “ |
| ПОССу 5-1 | 17 2327 1100 0 | 4-5 | 0,5-1,0 | — | — | “ |
| ПОССу 4-6 | 17 2327 1200 09 | 3-4 | 5,0-6,0 | — | — | “ |
| ПОССу 4-4 | 17 2327 1300 06 | 3-4 | 3,0-4,0 | — | — | “ |
| Примесей, не более. % | |||||||||||||||
| Марка припоя | |||||||||||||||
| Сурьма | Медь | Висмут | Мышьяк | Железо | Никель | Сера | Цинк | Алюминий | Свинец | ||||||
| Бессурьмянистые | |||||||||||||||
| ПОС 90 | 0,10 | 0,05 | 0,1 | 0,01 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | — | |||||
| ПОС 63 | 0,05 | 0,05 | 0,02 | ||||||||||||
| ПОС 61 | 0,10 | 0,05 | 0,20 | 0,02 | |||||||||||
| ПОС 40 | 0,10 | 0,05 | 0,02 | ||||||||||||
| ПОС 30 | 0,10 | 0,05 | 0,02 | ||||||||||||
| ПОС 10 | 0,10 | 0,05 | 0,02 | ||||||||||||
| ПОС 61М | 0,20 | — | 0,01 | ||||||||||||
| ПОСК 50-18 | 0,20 | 0,08 | 0,03 | ||||||||||||
| ПОСК 2-18 | 0,05 | 0,05 | 0,01 | ||||||||||||
| Малосурьмянистые | |||||||||||||||
| ПОССу 61-0,5 | — | 0,05 | 0,20 | 0,02 | 0,02 | 0,02 | 0,02 | 0,02 | 0,02 | — | |||||
| ПОССу 50-0,5 | 0,05 | 0,10 | 0,02 | ||||||||||||
| ПОССу 40-0,5 | 0,05 | 0,20 | 0,02 | ||||||||||||
| ПОССу 35-0,5 | 0,05 | 0,02 | |||||||||||||
| ПОССу 30-0,5 | 0,05 | 0,02 | |||||||||||||
| ПОССу 25-0,5 | 0,05 | 0,02 | |||||||||||||
| ПОССу 18-0,5 | 0,05 | 0,02 | |||||||||||||
| Сурьмянистые | |||||||||||||||
| ПОСу 95-5 | — | 0,05 | 0,1 | 0,04 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | 0,07 | |||||
| ПОССу 40-2 | 0,08 | 0,2 | 0,02 | 0,08 | — | ||||||||||
| ПОССу 35-2 | 0,08 | 0,02 | |||||||||||||
| ПОССу 30-2 | 0,08 | 0,02 | |||||||||||||
| ПОССу 25-2 | 0,08 | 0,02 | |||||||||||||
| ПОССу 18-2 | 0,08 | 0,02 | |||||||||||||
| ПОССу 15-2 | 0,08 | 0,02 | |||||||||||||
| ПОССу 10-2 | 0,08 | 0,02 | |||||||||||||
| ПОССу 8-3 | 0,1 | 0,05 | |||||||||||||
| ПОССу 5-1 | 0,08 | 0,02 | |||||||||||||
| ПОССу 4-6 | 0,1 | 0,05 | |||||||||||||
| ПОССу 4-4 | 0,1 | 0,05 | |||||||||||||
Применение ПОС — 61
Этот припой целесообразно использовать там, где необходимо избежать перегрева.
- Печатные платы (их дорожки легко отслаиваются).
- Лужение проводников, использующихся для радиомонтажных работ (изоляция от чрезмерного нагрева плавится), их соединение.
Стоимость припоя
В продаже ПОС – 61 встречается в двух вариантах – в виде прутка или проволоки, намотанной на бобину (по 100 г или 1 кг). Цена в основном определяется не сечением образца (вес стандартный), а наличием (отсутствием) канифоли. В первом случае припой представляет собой трубку с наполнением, что при пайке мелких деталей гораздо удобнее.
| Диаметр (мм) | Наполнение | Розничная цена (руб/кг) | |
| 0,1 | 1 | ||
| 0,5 | — | 258 | 2 239 |
| + | 262 | 2 348 | |
| 0,8 | — | 248 | 2 247 |
| + | 250 | 2 266 | |
| 1 | — | 234 | 2 116 |
| + | 236 | 2 134 | |
| 1,5 | — | 228 | 1 864 |
| + | 230 | 1 878 | |
| 2 | — | 224 | 1 528 |
| + | 226 | 1 534 | |
| 3 | — | 218 | 1 418 |
| + | 220 | 1 425 |
МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль поверхности чушек производят визуальным осмотром.
4.2. Отбор проб — по ГОСТ 24231. Стружку, отобранную от всех чушек, измельчают до крупности частиц не более 5 мм без контрольного просева, тщательно перемешивают и сокращают квартованием до лабораторной пробы массой 200 г. Лабораторную пробу расплавляют в тигле и растирают на бельтинге до размеров частиц не более 2 мм, перемешивают и обрабатывают магнитом. Лабораторную пробу делят на две части: одну часть направляют на химический анализ, другую сохраняют на случай разногласия в оценке качества партии. Пробы от жидкого металла отбирают в виде сплесок и стержней диаметром 8 мм, длиной 75 мм. (Измененная редакция, Изм. N 1, 2, 3, 4).
4.3. Стружку припоев, содержащих свыше 2,5% сурьмы, просеивают через сетку N 08 по ГОСТ 6613 для определения мелкой фракции. За результат анализа принимают расчетные данные результатов анализа обеих фракций. (Измененная редакция, Изм. N 1, 2).
4.4. Химический состав припоев определяют по ГОСТ 1429.0 — ГОСТ 1429.15 или другими методами, обеспечивающими требуемую точность определения. При разногласиях в оценке химического состава припоя определение его проводят по ГОСТ 1429.0 — ГОСТ 1429.11. (Измененная редакция, Изм. N 2).