Thermal cutting of metal
| Flame | Laser-nitrogen | Laser-oxygen | Plasma | |
| Cut: | Low and medium carbon steel, ductile iron | Steel, stainless steel, aluminum, … | Low alloy steel | Stainless steel, aluminum, copper, … |
| Metal… | Melts and burns | Melting | Melts, burns, evaporates | Melting |
| Gases | Acetylene + oxygen, sometimes propane | Nitrogen | Oxygen | Argon/hydrogen, nitrogen, air, oxygen, CO2 |
| Are there manual ones? | Yes | No | No | No |
| Capex | Low | High | High | Average |
Among the non-mechanical methods of cutting metals, the following thermal cutting methods can be mentioned: gas cutting, plasma cutting and laser cutting of metals.
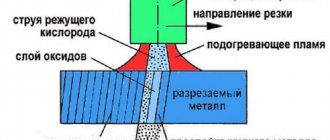
The principle on which all thermal gas cutting technologies are based is based on the use of heat to heat metal to a temperature sufficient for it to melt, ignite or evaporate. In the case of gas cutting, we are talking mainly about the combustion temperature - that is, during gas cutting, the metal is not melted by the flow of the gas mixture, but is only brought to the combustion temperature. Then, fuel gas has only an auxiliary value, because the exothermic process of iron oxidation then proceeds independently, provided only oxygen is supplied, which burns the metal and blows scale and melted metal particles out of the cut. Gas cutting is usually used for cutting structural steel, including sheets of considerable thickness, and sometimes also for cutting stainless steel. The typical fuel is acetylene C2H2 and the oxidizer is oxygen.
Flame temperatures of various gases and oxygen (left) and temperature distribution in acetylene and oxygen flames (right)
The simplest device for gas cutting of metal consists of gas cylinders, pressure regulators, hoses, a mixer and a gas burner. Such a device can be used in manual mode for rough work that does not require high precision cuts - for example, for recycling steel structures for scrap metal. For cutting shaped parts and parts from steel, there are automatic gas cutting installations with program control, which make it possible to both largely automate the cutting process and create quite complex shapes from metal sheets.
Gas cutting When gas cutting metal, you need both a fuel (acetylene) and an oxidizing agent (oxygen). However, a mixture of fuel and oxygen is used only during the initial heating and puncture of the steel sheet - after this, the iron ignites and the process of its oxidation takes place without the participation of fuel gas. At the actual cutting stage, only oxygen is needed to support combustion and blow combustion products out of the cut.
The necessary and most important part of any gas cutting installation is a gas torch, through which a stream of fuel gas mixed with an oxidizer (in most cases, these mixture components are represented by acetylene and oxygen, respectively) emerges. The torch for gas cutting has a head with an angle of 60° or 90° with one central hole-nozzle and several nozzles located in a circle from the central one. The central nozzle is designed to release oxygen, which supports the combustion of iron and blows slag and scale out of the cut, and is used during the cutting stage. External nozzles are designed to discharge a mixture of acetylene and oxygen only during the preheating stage of the steel sheet; The circular arrangement of the fuel-oxygen nozzles makes it possible to change the direction of the cut without changing the position of the burner, and also provides a better balance of the preheating flame.
The gas cutting process begins by heating the edge of the steel sheet or, in some cases, a point in the middle of its surface. This preheating is accomplished by introducing an acetylene + oxygen flame through nozzles located around the burner circumference and continues until the steel reaches a temperature sufficient to ignite (this is usually noticeable by the characteristic bright cherry color of the flame “imprint” on the sheet). When this happens, a strong stream of oxygen is released through the central nozzle. Oxygen enters into a chemical interaction with the iron that is part of the steel, instantly oxidizing it into molten iron oxide, which is then knocked out of the cut by a stream of oxygen.
Iron oxidation, which occurs during gas cutting with acetylene + oxygen, is a highly exothermic process. Once the process of burning iron has begun (by primary heating and then supplying oxygen to the heated point), to maintain it, you only need to supply oxygen to the cut being created. At the same time, cutting proceeds much faster than if the steel was simply melted. The nozzles for supplying the fuel mixture at the cutting stage do not take part in the process. A strong increase in temperature at the cutting site will be easily noticeable by the intense glow, clearly visible even through appropriate safety glasses (the wearing of which, by the way, should never be neglected).
Click on the images below if you would like to see them in larger resolution::
Hand torch
Nozzle location
More nozzles
Manual cutting
Automatic cutting
Torch Basics
The cutting process with a gas cutter occurs by burning the metal in a stream of oxygen supplied under pressure.
The alloy must first be heated to the required operating temperature using a burning mixture of acetylene and oxygen. The only metals that can be cut using this method are various grades of carbon and non-alloy steel. Stainless steel, non-ferrous metals and alloys cannot be cut with an oxygen-acetylene cutter. To perform this type of work, in addition to the appropriate set of gas equipment, you will need the following:
- Fire extinguisher.
- Protective equipment: special glasses; thick leather gloves; sturdy work shoes with leather soles.
- Appropriate clothing – fire-resistant clothing is recommended, but if not available, well-fitting cotton clothing will do. You should not wear items made of synthetic or flammable fabrics, loose fit, or with torn or worn edges.
- Tools for measuring and marking: ruler, square and pencil made from soapstone.
- Lighter for gas cutter - designed to properly ignite the flame of the cutter. Using regular matches and lighters is very dangerous.
Features of acetylene cutter
All features of an acetylene cutter are determined by the working gas – acetylene. Unlike other types of fuel, it can heat up to temperatures of about 3100 degrees Celsius. This is what ensures:
- Highest productivity - using an oxy-acetylene gas knife you can cut material more than 300 mm thick.
- Low proportion of oxidative processes - structural bonds in molecules are instantly destroyed without forming compounds with oxygen.
- High cutting quality.
There is a wide range of Mayak acetylene cutters on the market. The models differ mainly either in the design of the barrel or in its replaceable part - the mouthpiece, on which the intensity and size of the gas jet depend.
Preparing a place and conditions for safe and comfortable work
To ensure safe work using a cutting torch, you must follow the following rules and recommendations:
- To perform the work, choose only a place in a perfectly ventilated room or in the open air.
- You can cut away from flammable substances and materials.
- The floor in the room should be concrete or earthen.
- The surface of the earth or concrete must be cleared of any foreign objects and materials within a radius of at least 5 m, since sparks from the metal being cut scatter over several meters and can set fire to dry rags, shavings, paper, dried plants or leaves.
- The metal to be cut is placed on a suitable support so that the cutter can be used at a comfortable working height. For these purposes, it is best to use a steel table.
- Do not allow the flame to touch the concrete (especially if it is fresh) - this will cause its expansion and subsequent intense cracking with small fragments of concrete flying out of it.
- It is strictly forbidden to use flammable surfaces as workers, or on which flammable or explosive materials are spilled.
- The location of the metal cut is marked as shown in the video.
Preparing and setting up gas cutting equipment
In order to work safely with a gas cutter, it is important not only to correctly select the appropriate set of equipment, but also to connect and configure it correctly. First, the corresponding tubes are connected to the oxygen and acetylene cylinders. Oxygen hoses and containers are usually green, acetylene hoses are red.
Safety valves (a device that delays flashback flames) should be installed at both ends of the hoses.
The next step is to check that the acetylene supply is working properly. First, close the flow control valve - the T-shaped handle is rotated back several times. On the cylinder, in its upper part, open the valve - turn it 1 turn of the hand. They do this for safety reasons. The acetylene pressure in the cylinder should not be allowed to exceed 1 atm - in case of high pressure, this gas becomes unstable and can even spontaneously explode or ignite. To check that the acetylene pressure is adjusted correctly, do the following:
- The main valve of the container is unlocked, then the control valve is opened by turning the handle in a clockwise direction. This must be done very slowly, monitoring the readings of the pressure gauge installed at the low pressure outlet. The control valve is opened until the pressure reaches 0.34–0.54 atm.
- Then blow air from the hose - open the acetylene valve of the cutter until the sound of escaping gas appears. After this, look at the readings of the low pressure gauge. When purging, the pressure value should be stable (if not, then make sure that the regulator is installed correctly).
- The valve on the cutter is closed.
They check and adjust the oxygen supply - turn off the oxygen supply regulator (twist it down), and then adjust the pressure. To reduce the oxygen supply, twist the pressure gauge knob a few turns back. Then perform the following steps:
- The main valve on the oxygen cylinder is fully opened. It is double-seated and if it is partially opened, due to the high pressure in the cylinder (150 atm), oxygen escapes around the sealing ring of the valve stem connection.
- Slowly open the supply regulator, monitoring the readings of the pressure gauge installed at the low pressure outlet until the oxygen pressure is adjusted within the range of 1.7–2.7 atm.
- Blow out the atmosphere from a hose - open the oxygen valve on the cutter. The cutter has 2 valves for oxygen: one is closer to the hose, controls the flow into the chamber where oxygen is mixed with acetylene to heat the steel (burning the mixture), as well as for supply to the oxygen nozzle for cutting; the other is located further and supplies oxygen to a separate cutting nozzle (until this valve is opened or the special cutting lever is released, oxygen should not leave the cutter mouthpiece). First, the first valve is opened - it is turned several times, ensuring a sufficient flow of oxygen to carry out both functions. After this, open the second (front) valve slightly until the hose is cleared (3–5 s for a 7.5 m long tube).
- The front valve is closed.
Ignition of the torch and heating of the metal
Before igniting the torch, you must:
- make sure that all connections (valves, pressure gauges, hoses, other fittings) are tight - any gas leak can instantly cause a fire;
- check the place of work again for the absence of flammable materials, strangers (especially children), and animals;
- make sure you are ready to work;
- Wear safety glasses and gloves.
Then the acetylene valve on the cutter is opened, allowing the oxygen in the mixing chamber to escape. A few seconds are enough for this. Then they tighten the valve until you can hear that acetylene is barely coming out. A special lighter for it is placed in front of the cutter, as shown in the video, so that its inner part touches the mouthpiece. Then press the lighter lever. When the sparks produced ignite the acetylene, a small yellow flame should form in front of the mouthpiece.
By tightening the gas supply valve, the flame length is increased to approximately 25 cm. The torch should start at the very mouthpiece of the cutter. The flame will come off or jump when too much acetylene is supplied.
Slowly open the front oxygen valve. In this case, the flame should change color from yellow to blue - at this moment, the supply of such an amount of oxygen will be provided, which is sufficient for the complete combustion of acetylene. The oxygen supply should be increased until the inner tongue of blue flame decreases and contracts towards the mouthpiece.
The oxygen valve is opened even further - the size of the torch is increased until the length of the internal flame becomes barely greater than the thickness of the steel being cut (for cold-rolled sheets with a thickness of 9.5 mm, it is enough to exceed the flame length by 1.3 mm). When you hear a "snuffing sound" or the blue flame appears feathery and unstable, there is too much oxygen being supplied. It is reduced until the entire flame stabilizes and the internal one takes the shape of a clear cone.
The very tip of the internal flame is brought to the surface of the steel being processed. It is heated until a pool of molten glowing metal forms at the point of contact. The tip of the flame must be kept motionless at a distance of approximately 10 mm from the surface of the steel as shown in the video, so that all the heat is concentrated in one area.
Cutting steel with a gas cutter
The handle of the gas cutting valve is slowly released down - a stream of oxygen is supplied, igniting the molten metal. If a violent reaction immediately begins to occur, then the steel has caught fire and you can continue to gradually increase the oxygen pressure until its stream cuts right through the material. When the reaction does not proceed, the metal is not heated enough to ignite in a stream of oxygen. It is necessary to add oxygen to the heating flame and allow it to heat the steel.
When the oxygen stream begins to cut, the cutter mouthpiece begins to slowly move along the cutting line. In this case, almost all processing products (molten slag, sparks) are blown away by a jet to the rear side of the cutting zone as shown in the video. If this flow comes back or slows down, then you need to reduce the speed of the cutter or stop it and heat the material even more (it is better to work very slowly than to try to cut too quickly). Cutting continues until the intended cut or separation of metal is completed.
Features of gas cutting
Gas metal cutting is suitable for processing the following metals: stainless steel, ferrous and rolled steel. This type of treatment is sometimes used for aluminum and high-chromium steel alloys.
Gas plasma cutting process
Gas cutting of metal is carried out using two types of gas - oxygen and propane (or acetylene). Moreover, the latter is used to heat the metal sheet, and oxygen is used directly for cutting. Natural, pyrolysis or coke oven gas is used less frequently. If the thickness of the product is more than 40 mm, then a flame with a high acetylene content is used. The propane-acetylene mixture is even used for processing high-strength metals.
A special feature of flame cutting is that a heating gas mixture must be supplied before the oxygen stream. Without a stable gas supply, this type of processing is impossible.
For cutting, a gas cutter R1-01P is used. It can be used to make straight cuts. When cutting with oxyfuel, it is important to move the torch at a specific, constant speed. The accuracy and quality of the cut depends on this. If you drive too quickly, some areas may remain undivided. If you use the cutter slowly, there is a high chance that the metal will burn out in the wrong place.
Gas cutter R1-01P
Advantages and disadvantages
Cutting metal with propane has a number of advantages, among which are the following:
- Gas cutting is in demand in situations where there is a need to cut metal of considerable thickness or create products according to templates that require the production of a curved cut that cannot be made with a grinder. You also cannot do without a gas cutter even when faced with the task of cutting out a disk from thick metal or making a blind hole of 20-50 mm.
- A gas cutter is a very easy-to-use tool and is lightweight. All home craftsmen who have experience working with gasoline models are aware of the inconveniences associated with large weight, size and noise. In addition to the fact that vibration creates significant inconvenience, the operator is forced to provide serious pressure during operation. Gas models seem to be a more attractive alternative due to the absence of all the above-mentioned disadvantages.
- Using metal cutting with gas allows you to speed up the work by 2 times, which cannot be done using a device equipped with a gasoline engine.
- Among most gases, including gasoline, propane has a lower price. For this reason, it is better suited for carrying out a significant amount of work, for example, if there is a task of cutting steel into scrap metal.
- When using propane cutting, it is possible to create a narrower cut edge than when working with acetylene cutters. At the same time, the method under consideration allows you to create a cleaner cut than what can be done using gasoline torches or a grinder.
Among the disadvantages that propane cutters have, only one should be highlighted: they can only be used for a limited range of types of metals. They are suitable for cutting exclusively low and medium carbon steels, as well as ductile cast iron.
Features of use
Such tools are not suitable for cutting high-carbon steels for the reason that they have a fairly high melting point, which is almost the same as the flame temperature.
This leads to the fact that instead of the release of scale, which looks like a column of sparks, from the back side of the sheet, it mixes with the molten metal along the edges of the cut. As a result, oxygen cannot reach the thickness of the metal, which is why it fails to burn through the material. Difficulties when cutting cast iron are created by the shape of the grains, as well as the graphite between them. True, this does not apply to malleable cast iron. It is impossible to solve the problem if you have to deal with aluminum, copper and their alloys.
It is important to dwell on the following point: the category of low-carbon steels is represented by grades from 08 to 20G, medium-carbon steels - grades from 30 to 50G2. A characteristic feature of carbon steel grades is the presence of the letter U in front of their names.
Universal cutters
In some cases, using an acetylene gas cutter is not economically feasible. However, having two cutters running on different types of fuel is unwise. Therefore, universal oxygen gas knives are especially popular at large production facilities. Their main feature is the ability to operate on different types of fuel.
The vast majority of universal units are used for manual cutting of unalloyed products or steels with a low percentage of carbon in their composition. The most common type is the propane/acetylene cutter. The first type of gas is used for processing materials up to 200 mm thick, and the second - over 300 mm.
Cutting Features
The cutter must be moved smoothly along the cutting line and monitor the angle of inclination, which deviates 5-6 degrees against the movement of the tool. When the metal thickness is more than 0.95 m, the deflection is increased by cutting through the metal to a depth of about 20 mm, and the deflection angle decreases again. We have already explained in detail how to cut with a cutter so that the cut is even in the previous section.
How much gas is consumed?
Gas consumption when cutting metal with a propane-oxygen cutter depends on the thickness of the structure and the configuration of the cut. For clarity, we present the table below:
| Workpiece size (thickness), mm | Hole time, sec | Cut size (width), mm | Consumption, per m 3 cuts | |
| propane | oxygen | |||
| 4,0 | 5—8 | 2,5 | 0,035 | 0,289 |
| 10,0 | 8—13 | 3,0 | 0,041 | 0,415 |
| 20,0 | 13—18 | 4,0 | 0,051 | 0,623 |
| 40,0 | 22—28 | 4,5 | 0,071 | 1,037 |
| 60,0 | 25—30 | 5,0 | 0,087 | 1,461 |
Gas consumption is significantly reduced when surfacing or soldering is performed.
Nuances
The main task of the performer is to maintain the speed correctly:
- normal mode - sparks fly at right angles relative to the surface of the workpiece;
- low speed - flying away from the performer and an angle of less than 85 degrees.
After the process is completed, the oxygen supply is turned off first, and the propane is turned off last.
Negative deformation
Beginning welders are concerned with the question of how to properly use a propane-oxygen cutter so that warping of the surface of the part does not occur. First you need to figure out what factors contribute to the occurrence of these defects:
- with uneven heating of the surface;
- a high cutting speed was selected;
- there was a sharp cooling of the heating area.
To eliminate the occurrence of the listed factors on the workpieces, they are first securely fixed and heated, and the speed is increased gradually. If warping does occur, then the original shape can be returned by firing or tempering, and the sheets can be straightened on rollers.
Kickback hazard
If the jet burns in an incorrect mode, a bang occurs and the flame is drawn inside the product, which leads to an explosion, as the fire spreads through the hoses and reaches containers with gases. To prevent a dangerous situation, the cutter is equipped with a non-return valve, which cuts off the flame and prevents it from spreading.
Terms of use
They are similar to safety precautions when welding, but have specific additions:
- It is not recommended to neglect protective equipment, as this leads to injury in the form of skin burns or damage to the cornea of the eyes from flying sparks, so goggles and gloves with long bells up to the elbow are required.
- The performer's clothing and shoes are made of non-flammable material.
- Gas cylinders are located no closer than five meters from the cutting site.
- The flame of the cutter is directed only in the direction opposite to the hoses.
- Cutting is carried out in rooms equipped with strong ventilation or in open areas.
If the equipment is idle for a long time, it is necessary to carry out preventive maintenance before using the cutter for its intended purpose.
Is it possible for metal to deform?
Gas cutting involves a thermal effect on the material; as a result, deformation changes cannot always be avoided. Deformation consists of lengthening, shortening or bending of a product. The cut part can be turned inward or outward.
There are factors that contribute to metal deformation:
Oxygen cutting process diagram
- uneven heating;
- high flame speed;
- sudden cooling of the heating area.
It is necessary to exclude the effect of these factors, otherwise the resulting defect will have to be corrected. There are several simple ways that allow you to return the workpiece to the correct shape: use firing or tempering, apply steel straightening on rollers.
Deformation can be avoided if the product is pre-fixed and heated, the gas mixture flow rate is observed, and the correct cutting technology is followed. It is important to carry out all the steps sequentially and select the cutting mode based on the thickness and type of material. You cannot start processing with high gas mixture supply rates.
If you don’t have much experience, you should start working with small pieces, rather than cutting products from solid sheets.
Basic design of a cutting torch
Design features of the cutter.
Injection or two-pipe cutter
This is the most popular model due to its design. The name “two-pipe” comes from the division of technical oxygen into two streams. This is done to functionally separate the work of oxygen.
The upper flow of oxygen flows at high speed through the nozzle of the internal mouthpiece. This is an extremely important part of the device - it is directly responsible for the metal cutting phase. This flow is regulated by a special valve, which is usually placed on the outer panel.
The second flow of oxygen goes straight to the injector. The operating procedure in the injector chamber is as follows: oxygen enters the chamber under high pressure and at high speed, as a result of which a rarefied pressure zone is formed in this space. Oxygen is injected in this case.
Nominal gas flow.
Through special side holes in the walls of the chamber, flammable gas is drawn into it - in this case it is ejected. The gases are mixed, the velocities are equalized, and as a result, a flow of a mixture of gases is formed at the exit from the chamber, the velocity of which is lower than that of the injected oxygen, but higher than that of the ejected combustible gas.
At the next stage, the formed mixture of gases enters the tip - first into its head, and then exits through the nozzle between the mouthpieces and forms the same flame in the form of a torch, which heats the metal to its combustion temperature. All gas flows are regulated by their own valves on the outside of the housing - for supplying oxygen and separately for supplying flammable gas to the injector.
Injectorless or three-pipe gas cutter
In this case, the device of the gas cutter is more complicated. Oxygen enters it through two tubes, and the third tube is rightfully occupied by flammable gas. In this welding torch, gases are mixed inside the head; there is no chamber here. This system is safer than the two-chamber model.
The fact is that there is no risk of the so-called “reverse strike”, which consists of a very unpleasant and dangerous phenomenon: the penetration of burning gases in the channels and tubes of the device in the opposite direction.
This model has a significantly higher cost. In addition to this drawback, the three-pipe cutter has one more nuance: when working with it, a very high pressure of flammable gas is required - higher than with an injection apparatus.
Flame gouging and cleaning
Flame gouging is used to process joints and remove defective seams. To do this, the reacting (burning) mixture heats the metal to the ignition temperature, a stream of oxygen burns the megallum and carries away the burned (and sometimes partially melted) metal. When gas-flame gouging, the same equipment is used as in gas-flame cutting of metal - only the nozzle needs to be replaced: if during cutting the oxygen jet is usually oriented at right angles to the surface of the metal being cut, then with gas-flame gouging the jet is almost parallel to the surface of the workpiece.
A similar process to flame gouging is flame cleaning, which cleans surfaces of rust, mill scale, paint, grease and dust. Examples include cleaning steel and concrete surfaces.
Standards and dimensions
Welding using a welding torch with gas.
All standard measurements regarding gas cutters are specified in GOST 5191-79. Naturally, the weight and size of the devices are directly related to their power. Weight, for example, comes in only two sizes: the cutters of models P1 and P2 weigh 1.0 kg, and the high-power model P3 weighs 1.3 kg and not an gram more or less.
By the way, the type of combustible gas is also related to the power and size. If powerful P3 cutters operate only on a mixture of oxygen and propane, then smaller devices such as P1 and P2 can operate with any type of gas.
Insert gas cutters:
In addition to the classic models with different powers, there is a separate category - the so-called plug-in gas cutters with a special marking RV. According to GOST, they have a very strange name: tips for a gas torch for cutting metal. In general, they differ from traditional cutters: the mixing of the combustible mixture and oxygen is carried out at the tip itself.
These devices are much lighter in weight than cutters. PB1 weighs 0.6 kg, and PB2 and PB3 only 0.7 kg each. But don't let this apparent elegance fool you. Let's not forget that these are tips for the torch, complete with which they will weigh no less than conventional cutters. What is the advantage then?
The fact is that they can be purchased in addition to an existing burner and, thus, save some money. And the compactness of the entire set, packed in a special case. And one more important detail concerns the nature of flammable gas. The fact is that acetylene is much more expensive than propane.
But for metal welding, acetylene is much more desirable: a torch with it produces a flame with a temperature 400°C higher than the same one with a mixture of oxygen and propane.
Portable models: small ship – short voyage
Cutter device.
The market now offers many portable options for autogens - this is exactly how they are positioned. They are sold as an attachment for a compact collet gas cylinder. But in essence and the principle of operation, these are burners. Most of them provide a flame temperature no higher than 1300°C.
There are, of course, portable models of the “professional” range - collet cutters that produce a higher torch temperature - up to 2000 - 2500 ° C, which is generally close in performance to a classic oxygen-propane cutter. But physics is physics: even in these models there is no main component that cuts metal - an oxygen jet that oxidizes this very metal.
Where is a portable cutting torch good? When cutting easily fusible metals or alloys such as tin, brass, bronze, copper. But even these “children’s” options are not cut, but melted. Therefore, compact attachments - cutters are used more for soldering or welding small workpieces made of non-ferrous metals. These can be parts of household devices such as a refrigerator or air conditioner. Welding, not a cutter, in a word.
In any case, be careful when choosing such models; their proposed “portability” is not always justified in the end.
Execution technology
The technique is simple, its essence is that the metal is heated to the combustion temperature, and then the place of heating is exposed to the action of pure oxygen, which “cuts” the sheet.
It is important to know that if the melting temperature of the metal is lower than the combustion temperature, then the molten residues will be difficult to remove and the product will be damaged.
Before processing, it is necessary to clean the metal sheet from dirt, rust and paint materials. This can be done using a metal brush or special units.
Features of oxygen cutting
Stages of gas cutting of metal:
- Heating metal to high temperatures.
- Oxidation.
- Blowing slag out of the cut area.
Gas cutting technology
The first step is to heat the material. A flame is supplied through the burner nozzles, which is obtained as a result of the combustion of a gas mixture (oxygen and acetylene). This flame is directed to the desired area (it must warm up to 1100 ˚C). During heating, acid is released, which helps to warm the lower layers of the material.
Once high temperatures are reached, only a stream of technical oxygen is directed to the treatment area. The metal reacts with oxygen to form a molten oxide. The hot jet causes the material at the cutting site to burn. If there are problems with the oxygen supply at this stage, defects may occur.
Equipment
The main equipment for gas cutting is a cutter. The kit includes: a nozzle for welding and melting.
Thanks to the cutter, you can control the dosage of the gas mixture and oxygen. Also, with the help of this equipment, the flammable mixture is ignited and a flame is supplied to the processing site.
The cutter consists of two blocks: cutting and heating. The first is represented by an oxygen stream outlet tube, a valve and an internal type mouthpiece.
The heating block includes valves that are designed to regulate the pressure of the gas mixture and oxygen. There is also a supply tube, an external mouthpiece, a mixing chamber and an injection cell.
Cutters are either manual or machine. The latter are stationary, so for repair work it is preferable to use manual ones.
Additionally, the following gas cutting equipment is used:
- reducer – designed to reduce pressure;
- device for changing pressure;
- steel cylinder with gas and oxygen;
- connecting hoses.
Before using the equipment, it is important to check its serviceability in order to avoid explosion of the cylinder or reducer. The cutter is pre-purged with oxygen.
Safety requirements
Gas equipment that is used in the process of cutting metals, namely an oxygen-acetylene cutter, is classified as explosive and flammable. Therefore, before using a gas cutter, you should follow all mandatory safety recommendations.
To do this, the workplace should be equipped with:
- fire extinguisher. The use of a gas cutter is accompanied by an open flame and high temperatures, so fire extinguishing equipment must be present at the post;
- protective clothing, consisting of: a cotton suit, if possible, impregnated with a fire retardant compound;
- gloves or leggings made of canvas or fairly thick leather;
- boot with leather sole;
- safety glasses with built-in light filters.
When working with a cutter, you should never wear clothing made from synthetics or other easily flammable fabrics, or that do not fit tightly to your body or have heavily worn edges. All this can lead to fire and, accordingly, danger to health and life.
Only various grades and types of unalloyed carbon steel can be cut with gas. Stainless steel, non-ferrous metals and various alloys cannot be cut with a propane cutter.
Disadvantages of processing
Low carbon steel is most suitable for gas cutting, but medium and high carbon steel is not a very suitable material for cutting. Due to the high carbon content, the ignition temperature increases and the melting point decreases. And this condition complicates the cutting process.
It is difficult to cut metal using a gas mixture if it has low thermal conductivity. Therefore, these types of material are not suitable for processing.
Safety rules when gas cutting metal
Gas cutting of metal should only be performed by a qualified and experienced professional. It is important to observe all the key factors of proper processing: oxygen pressure and speed of the procedure. It is necessary to take into account the thickness of the product and the diameter of the cutter nozzle. If the rate of oxidation and metal cutting do not match each other, then the result will be poor-quality processing.
Oxygen cutting involves the use of explosive substances. If safety rules are not followed, there is a high probability of an explosion of the gas-air mixture; it is necessary to monitor the condition of the gas equipment. To protect against burns, you must use personal protective equipment.
A significant disadvantage is the possibility of metal deformation and low cutting accuracy.
Related video: Cutting metal with a cutter
Useful articles
Plasma cutting of metal - features and advantages of work
List of metal cutting companies in Rostov-on-Don
Making your own laser for cutting metal - instructions and recommendations
How to choose a better cutter?
Operating principle of a gas cutter.
We offer a block of useful information that will help you better navigate the specifications and technical characteristics of cutters in advance:
- Nipples are made of brass and aluminum. Brass options are more durable.
- If possible, choose models with aluminum rather than plastic handles. No matter how heat-resistant the plastic is, it will “float” in any case faster than aluminum.
- The handle should be quite massive: the diameter should be at least 40 mm.
- The valves should work well. This means turning without much effort.
- Lever-controlled devices are more convenient and economical to use, they save gas.
- Valve spindles must be made of stainless steel, and not brass, which is too short-lived. There are “combined” options; they occupy a middle position in terms of durability.
- The best materials for the cutter body are metals: brass, copper, stainless steel.
- We remember that acetylene cutters are more expensive. We monitor the material from which the parts that have direct contact with the flammable gas are made before mixing in the chamber. Attention! They should not be made of copper or its alloys, where the copper content is not less than 65%.
- If the design of the device is collapsible, this is better: it is easier to clean and repair.
- Only copper! Only copper outer mouthpiece!
- The correct internal mouthpiece for an acetylene-type cutting torch should also be made of copper. But in an oxygen cutter for metal it is made of brass. These are the nuances.
- Be sure to check with the seller the status of spare parts and consumables.
Advice from experienced people: how to use
Instructions on how to use a gas cutter can be divided into general provisions and professional “minor” notes, which in fact are the most valuable practical assistants.
Table of cutting metals with a gas cutter.
First the general points:
- Only with a mask! We carry out any work with any gas cutter only in a welder’s mask or special glasses. Working with an autogen is an activity with a sea of risks; safety precautions must be carried out for real and not childishly.
- We choose clothing and gloves with fire-resistant properties. If there are none, well: at least the minimum requirement is not to wear synthetic clothes.
- There must be a fire extinguisher at the workplace with all the correct expiration dates, etc. Fire extinguishing equipment must also be placed nearby in accordance with fire safety regulations.
- Before work you need to stock up:
- a ruler, a special pencil, a square and a tape measure;
- a special lighter, which is usually included with the equipment.
- When working, it is important to choose the right location. The torch flame must be located in front of the supply hoses. The hoses, in turn, should be positioned so that they do not interfere with you during the process.
- Another safety rule: gas cylinders should not be closer than 5 meters to you during operation.
- Ventilation should be excellent throughout cutting, preferably working outdoors.
- The floor in the workshop should be either concrete or earthen.
- If you haven't worked with your cutter for a long time, or are starting to use a new device, check the channels: they should be clean. In addition, always check the vacuum level in the chamber that is formed by oxygen. First, remove the propane hose - this must be done with the valves on both the cutter and the cylinder tightened. Then open the oxygen and gas valve on the cylinder at operating pressure. The injector is checked simply: put your finger on the gas nipple, if everything is correct, you will feel air being sucked into this nipple. Close the oxygen, all the valves and then connect the hose with flammable gas to the cutter: you can work.
Scheme of cutting metal with a cutter.
Stages of action during cutting, propane cutters:
- First, an oxygen cylinder: set the operating pressure.
- Then a cylinder with flammable gas: we also set the working pressure. The reference point is oxygen pressure. The propane pressure should be about ten times less. If the device is three-pipe, then the difference will be five times.
- Slowly open the oxygen and gas valve, ignite the gas and use the valves to create the pressure of the heating flame.
- The manual gas cutter is ready for work, now the actual cutting of the metal with the cutter.
- A stream of igniting oxygen begins to flow to the combustion site. If the metal is heated sufficiently, the desired reaction will begin immediately. In this case, the oxygen supply pressure can be further increased until the metal is completely cut through.
- Now the autogen can be moved in the desired direction - along the line of the planned cut. The speed of movement must be determined as you go, it will depend on how the sparks and slag flow or are blown down from the burner.
- After cutting, carefully inspect the work area for any remaining pieces of molten metal. God forbid you step on these - they will even burn through the thick soles of your boots.
- Cooling of parts is carried out either with water or naturally.
- After finishing cutting, you need to finish the work process, which is no less important than starting work.
- First we tighten the oxygen valve.
- The flame valves are closed next - the propane valve first, the oxygen valve next.
- We tighten the valves on the cylinders.
- We release the hoses from the gas: open and then alternately close the valves of the heating mixture on the device.
Sources
- https://tutmet.ru/polzovatsja-rezat-rabotat-gazovym-rezakom-nastrojka.html
- https://stanok.guru/oborudovanie/raznoe/rezka-metalla-kislorodno-propanovym-rezakom.html
- https://printeka.ru/metally/kak-pravilno-rezat-gazovym-rezakom-metall.html
- https://tutsvarka.ru/oborudovanie/gazovyj-rezak
- https://msmetall.ru/instrument/kak-rezat-relsy-rezakom.html
- https://WikiMetall.ru/oborudovanie/kak-polzovatsya-rezakom.html
Oxy-acetylene cutting
If you move the torch too quickly, the bottom of the cut may be uneven or the metal may not be cut completely. If you look at the edge of the cut metal you will see several vertical lines along the edge of the cut, if the cut is done well these lines will be straight and smooth. If the cut is made unevenly, the lines will look more like hacksaw teeth. If you move the torch too quickly, the cut lines will appear concave back towards the start of the cut rather than straight (see illustration). If the torch moves too slowly, the top of the cut will be rounded and large amounts of slag may accumulate at the bottom. If you are not alone in the workshop, ask an assistant to watch you cut metal from a safe distance. If you cut correctly, the spray should fall directly onto the floor.
3.42. As with welding, the cutting torch nozzle must be adjusted to obtain a neutral flame before cutting begins.
3.43. The cutting torch should be held at nearly right angles to the work surface when cutting thick materials, but should be tilted back when cutting thinner materials, such as exhaust pipe or sheet metal. Use leftover steel pipe or angle iron as a guide for the cutting torch to ensure a more fixed position of the torch.
3.44. Carefully inspect the cut edge of the plates after using the cutting torch. The appropriate temperature and burner speed ensure the least amount of slag in the lower part of the cut. The illustration shows a cut where the torch was moved too quickly, so the vertical lines on the cut are rounded.
An observer will be able to alert you if the spatter flow is directed back towards the start of the cut, indicating that the metal is not cutting through until the torch moves further, causing the undercut area of metal to direct the spatter towards the start of the cut. Some splashes may also hit your face and onto your clothing. Therefore, be sure to learn how to select the correct metal cutting speed to produce clean seams.
You may also notice that the more confidently you hold the cutting torch, the better the cuts you will get, and half the battle is finding a comfortable hand position. Since you will only be using one hand to cut the metal, you can hold the torch with your other hand and guide it exactly along the cut line. It is also important to maintain a constant distance from the burner to the work surface, so it is recommended to use a piece of pipe or an iron angle on which you can install the burner nozzle, thus ensuring approximately the same distance to the work surface (see illustration).
There are many ways to cut steel for different projects, such as using a hacksaw, abrasive discs, but the versatility of the oxy-acetylene torch is that you can cut a template of almost any shape from 25.4mm thick sheet metal if desired. Jagged shapes are just as easy to cut as straight lines in terms of torch movement, although you will have to work on the rhythm for a while to achieve a smooth hand movement so that the torch moves exactly along the drawn line of the template. Like any other type of welding, cutting metal requires some practice. You can also solder several sheets of metal together. To do this, you can use a tack weld or staples, then while cutting (after selecting the right size nozzle) you can cut about a dozen identical parts at a time. To achieve complete identity of the parts, you can subsequently use a tack weld, bolts or staples to connect the parts for the purpose of final sandblasting.
In addition to making straight cuts, which is the simplest task, there may be projects where you will have to cut different shapes more than once, in which case you will need tools to help you. If you can move the torch along the template line, you can cut the same shape multiple times. You may need to cut four identical 152.4mm steel discs. The cut allowances depend primarily on the nozzle you are going to use. If you know that the allowance should be approximately 0.4 mm around the entire circumference, make a template of the appropriate size. If you use this template as a torch guide, you can cut out as many circles as you need. Attach the template to a sheet of metal and move the torch along the cut line without moving away from the edge of the template. Depending on the smoothness of the edges of your template, your hand movement will be more or less confident, so you can get a more accurate cut. After watching a professional welder for a while, you will realize how perfect the edges of a part can be when using this seemingly crude manufacturing method.
Manufacturing workshops often use specialized equipment to create large numbers of parts of the same shape. One of the main devices that you will see in most workshops is a cutting torch (see illustration).
3.45. Secure the piece of metal to the work place, with the cutting torch positioned at the required distance from the cut line. The tighter you hold the torch, the cleaner and neater the seam will be. Move the torch at a constant speed.
3.46. The tool you see in the illustration can be found in most workshops. This is a mechanized cutting torch, which is also often called a gas cutter. In this case, a cutter is used, driven by a motor, which follows the exact contour of the template and cuts out the shapes you need. Templates can be temporary, cut out of thick cardboard. If you use this template quite often, it is recommended to make it from steel.
It consists of a cutting table on which a frame is mounted with a special torch attached to it with a straight cutting tip, instead of a tip located at an angle of 90°, as in a conventional hand torch (see illustration). There is a whole set of levers that allow the torch to remain in a perfectly vertical position and at the same time move to follow the shape of any template on the table. There is a small electric motor installed at the top of the cutter. There is a special area at the top for mounting a template, usually made of durable sheet metal, and a polarized convex nozzle at the top of the torch that exactly follows the shape of the template. The motor drives a convex nozzle that moves along the pattern line at a constant speed (which can be adjusted depending on the material you are cutting), while the torch nozzle cuts the exact shape of the pattern. Removing human error from the cutting process allows you to make smoother, neater, and more accurate cuts with your cutter. Most shops equipped with a cutting torch usually have a bench behind it with a large number of templates for the most common shapes that are cut here, such as brackets, pendants (see illustration). In some shops, the cutting torch is equipped with a pantograph, which is a series of levers that allow the cutter to cut a shape according to the movement of the stylus around a template on a table near the cutter. Certain types of sophisticated equipment are equipped with an electronic stylus that will follow the lines of a photocopy or even follow the movement of a pencil on paper.
3.47. Shown here is a Daytona MIG mechanized cutting kit that uses a standard welding torch to cut in place.