Reamer refers to tools for finishing pre-drilled or countersunk holes. The operation allows obtaining geometric parameters, dimensional accuracy and high-class surface roughness.
Reamers are a more precise tool than twist drills or countersinks. Due to the precision of tool manufacturing and the small allowance removed during processing, inaccuracies and deviations after previous processing are eliminated.
Depending on the type of hole, processing conditions, and requirements for the quality of the finished surface, reamers of different types and designs are used.
Classification of scans
In metalworking, various types of reamers are used, divided according to the following characteristics:
Hole shape:
- Cylindrical reamers.
- Conical reamers for various types of cones.
- Step developments.
Hole Reaming Accuracy:
- Quality number for cylindrical tools.
- Hole processing level (roughing, intermediate, finishing) – for conical ones.
- Adjustable reamers – sliding, pivot or expanding.
Clamping method:
- Hand-held with square shank.
- Cylindrical shank (machine reamers).
- Conical machine.
- Machine mounted.
Reamers are also divided according to the number of cutting edges, material and shape of the grooves for chip removal (spiral or straight).
This is interesting: Manual wood router: which one is better to choose and how to work with it correctly
Types of scans and their prices
Mechanical processing of holes can be performed with tools of different designs:
Solid scan
It has a monolithic design and is widely used due to its relatively low cost (from 20 rubles per piece).
Solid versions are cast from high-speed or tool steel.
Mounted
It is a tube, on the outer side of which there are teeth, and in the center there is a hole for installation on the shank, which is then mounted in the machine chuck.
The diameter of such an instrument can reach 30 cm.
Cost 300 – 1300 rubles.
Combined
It is a combination of two tools at the same time, and/or has two working surfaces.
A striking example: a countersink reamer.
Adjustable
Essentially a universal reamer, the diameter of which can reach 50 mm.
This is a special tool that, due to the ability to adjust the diameter (albeit within small limits), can replace several non-adjustable options.
According to the adjustment method, it can be expanding or sliding.
The average price is from 350 rubles, but can exceed 3 thousand rubles.
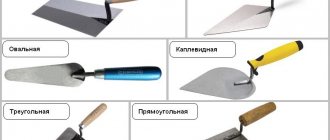
Awl-reamer
Designed for manual adjustment of holes in soft and thin materials, such as plastic, cardboard, plywood, thin and soft metal.
There are two options:
– tetrahedral, differs from a regular awl by a tetrahedral tip of small diameter, mainly used for paper;
– collapsible – consists of two parts: the handle and the tip itself. Here the hole diameter can be expanded to 14mm.
According to the shape of the working part, the development is:
For use with standard holes.
Cost – from 50 to 100 rubles.
Conical
For processing both standard and conical holes, resulting in only a conical hole to fit the dimensions of the tool itself.
The shape resembles a cone with a cut off top.
Price – from 50 rubles per piece, depending on the taper and diameter.
Stepped
It is much less common and looks like a conical version, but with a stepped bevel.
Used for making holes in sheet metal.
Also, the division of the tool is carried out according to the accuracy of its work:
- According to the quality for cylindrical models.
- According to the quality of processing for conical. This can be a rough reamer (grinding, with teeth arranged continuously along the entire length), an intermediate reamer, and a finishing reamer for final finishing.
- By numbers from N1 to N6 for cylindrical options with calibration allowance.
According to the method of operation for which the tail section is manufactured, the reaming can be:
Manual
For installation in a driver, with a square shank.
The diameter usually does not exceed 50 mm, and as it increases, the difficulty of turning the tool increases due to increased friction.
Price – from 20 rubles.
Machine
With conical or cylindrical shank for installation in the chuck of a metalworking machine.
The cost also starts from 20 rubles.
The last option according to the type of working part can be divided into the following types:
- Mounted reamer (mentioned earlier).
- With replaceable carbide inserts.
- With soldered plates.
The tool is also classified according to other characteristics, for example:
- According to the metal that was used in production.
- By number of teeth. As already mentioned, these are 6 – 16 pieces.
- The shape of the grooves is straight and helical.
The cost of reamers depends both on the type of tool itself, and on its size and accuracy class.
Actual price tags may differ from those shown.
Conical reamers made of steel 9ХС
(steel P9, P18 or P6M5 is allowed)
| Ream designation 2372*1 | For the Moray cone | Dimensions, mm | Morse taper shank | ||||
| D | L | l | l0 | d | |||
| Morse taper with cylindrical shank according to GOST 11182 - 81 | |||||||
| 0132> | 0 | 9,045 | 95 | 64 | 48 | 6,2 | 1 |
| 0133 | 1 | 12,065 | 100 | 67 | 50 | 8 | |
| 0134 | 2 | 17,780 | 125 | 80 | 61 | 11 | 2 |
| 0135 | 3 | 23.825 | 150 | 97 | 76 | 16 | 3 |
| 0136 | 4 | 31,267 | 180 | 120 | 91 | 20 | |
| 0137 | 5 | 44,399 | 230 | 150 | 124 | 29 | 4 |
| 0138 | 6 | 63,348 | 310 | 205 | 172 | 35 | 5 |
| For shortened Morse taper according to GOST 11181 - 81 | |||||||
| — | 0a | 7,067 | 55 | 24 | 13 | 4,9 | — |
| 1a | 10,094 | 60 | 28 | 15 | 6,2 | ||
| 1c | 12,065 | 70 | 34 | 20 | 8 | ||
| 2a | 15,733 | 85 | 42 | 25 | 10 | ||
| 2v | 17,780 | 100 | 52 | 34 | 11 | ||
| Behind | 21,793 | 110 | 60 | 42 | 14,5 | ||
| Sv | 23,825 | 128 | 70 | 62 | 16 | ||
| 4v | 31,267 | 135 | 75 | 53 | 20 | ||
| 5v | 44,399 | BY | 90 | 65 | 29 | ||
| With a conical Morse taper shank according to GOST 10079 - 81 | |||||||
| 0131 | 0 | 9,045 | 140 | 64 | 48 | — | 1 |
| 0132 | 1 | 12,065 | 145 | 67 | 50 | ||
| 0133 | 2 | 17,780 | 175 | 80 | 61 | 2 | |
| 0134 | 3 | 23,825 | 215 | 97 | 76 | 3 | |
| 0135 | 4 | 31,267 | 240 | 120 | 91 | ||
| 0136 | 5 | 44,399 | 295 | 150 | 124 | 4 | |
| 0137 | 6 | 63,348 | 385 | 205 | 172 | 6 | |
General designation of sweeps.
*1. Examples of sweep designations:
with a cylindrical Morse taper shank 3 Morse reamer 3 GOST72-0135
for shortened Morse taper 3a Morse scan 3a GOST 11181 - 81
with tapered shank Morse reamer 3 GOST 10079 - 81 2373-0134
Deployment - what mistakes should not be made?
To obtain the cleanest possible surface, as well as to cool the tool during operation, the holes that were made with a drill in the steel product are lubricated with mineral oil. If the working surface is copper, the hole is treated with emulsion, with aluminum - with turpentine, and if it is brass or bronze, the holes are left without lubrication, since they unfold in a dry state.
High quality of the machining process can be achieved if the reamer has quite a lot of edges cutting the metal. It is thanks to this tool that you can remove a small allowance. After all, by removing a small thickness of metal, you can achieve fairly high accuracy.
A common mistake is the wrong choice of tool for reaming: many people choose a countersink instead of a reamer for this purpose. This is a semi-finish tool that is not capable of showing greater accuracy, it has fewer cutting sharpenings, and in general it is intended for other purposes. Therefore, you need to be careful when choosing a tool. And within one type of tool, you should choose the type wisely.
Purpose and principle of operation
A reamer is used to ream holes - the process of finishing them mechanically after drilling or countersinking.
The use of this tool allows you to achieve a high class of roughness of the hole walls and the accuracy of their geometry.
Depending on the type and characteristics, it is used to perform specific technological tasks, including calibrating holes and cleaning them from burrs at the final stage of part processing.
A special feature of this tool is a large number of teeth (usually from 6 to 16), which allows you to remove a small allowance, thereby adjusting the actual dimensions of the hole to the required ones with high accuracy.
As for the shape of the holes, you can work with a reamer either along the cylinder or adjust the cones for various tasks, for example, for installing tapered pins.
The teeth of the tool remove a layer of material by fractions of a millimeter; processing occurs through its rotation, as well as simultaneous longitudinal feed.
Design varieties
Based on their design features, devices can be divided into three classes:
- Solid;
- Mountable;
- Customizable (adjustable).
One-piece models are a completely cast sample with a shank and are made of alloy carbon steel. In other cases, they can be cast from high-speed steel. These models are the most common and have an affordable price.
Slide-on reamers look like tubes with an internal hole. Their outer diameter can reach 300 millimeters. They are most often used in machining because their shank is specially designed to be fixed in a machine chuck. They are considered quite universal models, because... their shank can be machined to suit various machine variations.
Adjustable (customizable) are made in diameter up to 50 millimeters and this indicator can be changed by setting. These samples can replace several types of classic scans, however, the adjustable range is quite small. For the smallest models, this figure reaches fractions of a millimeter. However, the main advantage of these variations is not only the ability to adjust the diameter, but also their long service life. The bottom line is that classic reamers can wear out over time, but custom reamers can always be adjusted to the desired diameter. As the sharpening of the blades wears off, only the maximum thickness of the processed hole decreases, which can always be expanded.
Deployment Processing Features
When drilling, there is a possibility that the dimensions will differ significantly from those that needed to be obtained. This is due to the fact that at the time of machining there is high pressure on the workpiece, the material and the cutting part itself can heat up and deform. This is why many people decide to use a reamer to achieve high quality holes.
The features of the processing carried out include the following points:
- You can achieve processing accuracy that will correspond to a quality in the range from 6-9. Such precise holes are required when obtaining critical products.
- The roughness index can be in the range from 0.32 to 1.25 microns.
- Considering the features of devices intended for deployment, we note that there are about 4-14 cutting edges on the surface. Due to this, the quality of processing and dimensional accuracy are significantly improved. It is the large number of cutting edges that determines that no deformation of the tool or workpiece occurs during cutting.
- When processing a hole, the product rotates around its axis, and it is also given a reciprocating motion. This ensures the removal of edges that could reduce the quality of the surface.
In general, we can say that the drill in use does not differ significantly from the product in question. In both cases there is rotation and reciprocating motion. However, in the case of deployment, the processing carried out is finishing and involves a high rotation speed.
Types of defects when using a sweep
The reduction in the diameter of the resulting hole during deployment is associated with a critical
wear of the reamer or elastic deformation of the metal when processing thin-walled parts.
If part of the surface remains unprocessed, then it is necessary to either increase the machining allowance or the hole previously had runout.
Poor quality of surface roughness after processing is associated with the selected allowance being too large or critical wear of the reamer.
Reamer refers to tools for finishing pre-drilled or countersunk holes. The operation allows obtaining geometric parameters, dimensional accuracy and high-class surface roughness.
Reamers are a more precise tool than twist drills or countersinks. Due to the precision of tool manufacturing and the small allowance removed during processing, inaccuracies and deviations after previous processing are eliminated.
Depending on the type of hole, processing conditions, and requirements for the quality of the finished surface, reamers of different types and designs are used.
Basic techniques for working with sweeps
The drill for preparing the hole is selected to match the diameters of the metal reamers. There must be a small allowance - the drill should be 0.2 - 0.3 mm smaller for rough reaming, and no more than 0.05 - 0.1 mm for finishing. Allowance values greater than those specified can cause rapid wear of the intake part of the reamer, deteriorating the accuracy of the result and the quality of the surface.
For manual sweep:
- The reamer is attached to the collar and lubricated.
- The intake part must fit in such a way that the axes of the reamer and the hole completely coincide.
- To check the position of the reamer, you can use a square in two planes located perpendicular to each other.
- Start rotating to the right with slight pressure from above.
- Rotate smoothly, at low speed, without jerking. Do not speed up the rotation even at a light speed.
- Reverse rotation is unacceptable, as it may cause breakage of the cutting edges and burrs on the surface of the hole. Reaming is carried out in one pass on one side.
Tips for machine scanning:
- The reamer is attached in the same way as a drill. The process itself is similar to drilling and it is advisable to perform it without changing the installation of the part, immediately after preparing the hole.
- Often the reamer is mounted in oscillating holders, which allows the tool to self-center along the axis of the hole.
- It is advisable to use automatic feed; the cutting speed should be 2-3 times lower than when drilling.
- A significant amount of lubricant must be used.
- The lower the number of revolutions and feed speed, the higher the quality of the hole and tool life.
This is interesting: Fuel pellets (granules) - varieties, features, production
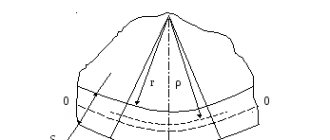
Development of a right circular cone
The development of the lateral surface of a right circular cone is a circular sector, the radius of which is equal to the length of the generatrix of the conical surface l, and the central angle φ is determined by the formula φ=360*R/l, where R is the radius of the circle of the base of the cone.
In a number of problems of descriptive geometry, the preferred solution is to approximate (replace) a cone with a pyramid inscribed in it and construct an approximate development, on which it is convenient to draw lines lying on the conical surface.
Construction algorithm
- We fit a polygonal pyramid into a conical surface. The more lateral faces an inscribed pyramid has, the more accurate the correspondence between the actual and approximate development.
- We construct the development of the lateral surface of the pyramid using the triangle method. We connect the points belonging to the base of the cone with a smooth curve.
Example
In the figure below, a regular hexagonal pyramid SABCDEF is inscribed in a right circular cone, and the approximate development of its lateral surface consists of six isosceles triangles - the faces of the pyramid.
Consider the triangle S0A0B0. The lengths of its sides S0A0 and S0B0 are equal to the generatrix l of the conical surface. The value A0B0 corresponds to the length A'B'. To construct a triangle S0A0B0 in an arbitrary place in the drawing, lay off the segment S0A0=l, after which from the points S0 and A0 we draw circles of radius S0B0=l and A0B0= A'B', respectively. We connect the intersection point of the circles B0 with the points A0 and S0.
We construct the faces S0B0C0, S0C0D0, S0D0E0, S0E0F0, S0F0A0 of the pyramid SABCDEF similarly to the triangle S0A0B0.
Points A, B, C, D, E and F, lying at the base of the cone, are connected by a smooth curve - an arc of a circle, the radius of which is equal to l.
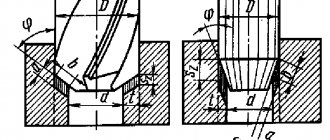
Description of design
In most designs, the reamer looks like an oblong pin. Its working part is cylindrical or conical, with longitudinally running cutting edges for removing metal, and grooves that form the structure of the tooth. The opposite part is used to secure the tool and transmit the cutting motion. The end of the shank has a square or tapered shank. A transition neck connects the working part and the shank.
Floating chuck for fastening reamers
The tool is mounted with a shank in the conical chuck of a metal-cutting machine, and a wrench is put on the square for manual processing.
The cutting edges of the working part are divided into several zones. The first is the fence part, it is conical in shape and short in length. Behind it there is a guide and calibrating section, at the end there is a reverse cone to prevent jamming.
The teeth are straight, helical and spiral. Only in some cases the cutting edges follow the helix. Their use is justified when cutting intermittent holes.
The form-building structure of the tool is clearly visible in cross section.
In cross section, the structure of the working area consists of:
- Cutting edges;
- Ribbons;
- The front cutting surface along which chips flow;
- Posterior surface and back of the head.
The tooth shape is different in the sampling and calibrating parts. On the intake section it is sharpened, and on the calibrating section it has a ribbon for smoothing the walls.
A reamer, like a countersink, consists of a working part, a neck and a shank
Design of metal reamers
All metal reamers consist of three structural elements.
- Working part (has intake and calibrating parts).
- Neck.
- Shank.
Image No. 1: design of metal reamers
The working parts of metal reamers have cutting edges. Their number is always even (6–16). The edges can be straight or spiral.
Photo #2: Straight and spiral cutting edges
The working part has an intake and calibrating area.
- The first has a conical slope. It is she who removes the metal.
- The calibration part is usually straight. It gives the holes the required parameters.
The neck is needed to release the reamer after sharpening the tool, and the shank is needed to secure it.
How to Use Manual, Mechanical, Adjustable, and Spread Reamers
Let's look at the features of the tools.
How to use manual reamers
Manual metal reamers are manufactured in accordance with GOST 7722-77. Size range: 3–58 mm. Steps may vary.
When choosing manual metal reamers, craftsmen pay attention to the following parameters.
- Tool dimensions.
- Number of teeth.
- Uniformity of their distribution.
- Type of cutting part.
- Groove profile.
- Type of clamping part.
Reaming holes with a hand tool is done using a wrench. To secure it, there is a special groove at the end of the shank. Usually everything happens this way.
- Marking and marking are carried out.
- The hole is drilled.
- The reamer is secured in the driver, lubricated and inserted into the hole.
- To deploy it, the tool is rotated clockwise.
- The final stage is checking the hole parameters using a gauge.
Image #2: Reaming holes by hand
Let's talk about the important features.
- Manual reamers are very effective. The cutting teeth have sharp edges along their entire length.
- The diameters of the front surfaces of the working parts are reduced. Tools easily fit into pre-prepared holes of the required diameters.
- By increasing the number of cutting edges, the quality of the machined holes increases.
- The holes must be drilled out smoothly. Don't speed up even when moving lightly. Avoid jerking.
- The reamer cannot be rotated in the opposite direction. This leads to breakage of the cutting edges, as well as the appearance of scoring in the holes.
How to use machine reamers
Machine reamers are secured in chucks of lathes, drilling and milling machines. These tools have short working parts with steep leading edge angles (up to 45°). Machine deployment significantly improves productivity.
To machine a hole, you need to secure the reamer, add coolant and align the axes. Next, you need to set the desired rotation speed and start the equipment.
Machine reamers and their application have the following features.
- Tools have a large number of cutting edges. The quality of the resulting holes is at a very high level.
- Machine reaming requires spindle runout compensation. To eliminate this negative factor, hinged mandrels are used.
- Processing is carried out at high speeds. Machine reamers have increased wear resistance.
- The sweep is positioned precisely. Due to this, the tool smoothly enters the hole. The same pressure is applied to all teeth. This greatly improves accuracy and minimizes runout.
- The speed during reaming is less than when drilling, approximately 2–3 times. Tools do not overheat.
- Machine reaming requires the use of significant quantities of cutting fluid.
Photo #6: Machine deployment
How to use adjustable reamers
Adjustable reamers allow you to change the outer diameters of the cutting parts to suit specific hole diameters. This is especially useful when machining holes with fractional diameters.
Using small adjustable reamers, you can change the diameter within a range of up to 1 mm. Larger instruments have wider adjustment ranges. Diameters can be varied up to 3 mm.
Photo No. 7: adjustable metal reamer
Adjustable reamers are used in the same way as regular ones. The main difference is that tools of this type are equipped with replaceable knives, which are securely fixed by wedge inserts with linings. The adjustment is made using a locknut. When tightened, the processing diameter increases, and when loosened, it decreases. After adjustment, the diameter is checked using a caliper and a micrometer.
How to use expansion reamers
They are also called sliding ones.
Photo No. 8: metal expansion reamer
Inside such a reamer there is a ball and a screw. When it is twisted, the ball moves and pushes the edges of the tool apart. The diameter increases slightly. The use of expanding reamers makes it possible to increase processing diameters by 0.15–0.5 mm.
It is not recommended to use too much force when tightening the screws. The reamer body may crack.
Main types
Taking into account the thickness of the layer being removed, processing is carried out with one tool, or a set of rough and finishing reamer, and sometimes semi-finish. The tool for preliminary and finishing processing differs in the type of cutting blades and their number. There are teeth or projections along the tooth line of the rough and semi-finish reamers.
The standard provides for the classification of scan types according to the following criteria:
- Type of hole being machined – cylindrical and conical;
- Type of processing (roughing, finishing);
- Tool fixation method;
- Cutting edge design;
- Teeth arrangement;
- Adjustable for processing size;
- Material for production.
GOST 1672-80 sets out the standards for the manufacture of conical reamers that form precise conical holes. Existing models allow processing cones for the following purposes:
Development GOST 1672-80
- For subsequent cutting of tapered threads;
- For installation of conical pins;
- For installation of metric cone;
- Mating hole “Morse taper”;
- For a standard range of tapers 1:20, 1:30 and others.
The regulatory document regulates the geometry of conical reamers, roughness, permissible dimensional deviations and accuracy class of holes obtained after machining.
Metal-cutting tools for deployment are divided into 2 large groups: manual and machine. Machine reamers are used in drilling, turning and boring machines.
There are visible differences between the groups. Hand tools - with longer working edges and square. Machine ones - with a shortened working part and a long belt. They are mounted in holders that are mounted in the spindle.
Manual
Reamers are produced in accordance with GOST 7722-77 with a size range of 3-58 mm with a design step of 1 mm and 0.5 mm up to a diameter of 15.5 mm. A set with a wide range of diameters allows you to machine a wide variety of holes in parts.
Reaming with a hand tool is accomplished by using a crank to secure and impart the cutting motion. The connection to the knob is made through a square section on the edge of the shank and a groove of the appropriate size.
Manual sweep begins with the work area and approach. The entry part is made at an angle to the axis and has a smaller initial diameter at the edge. The shallow chamfer section makes it easier to position and cut into the stock.
Machine
For unfolding by machine tools, metal-cutting machines with a conical chuck in which the tail part is fixed are used. Taper shanks are normalized and the number of taper used is related to the diameter of the reamer. Such a cutting tool is made in one piece from high-speed steel.
Several reaming options are available. The design and geometry are determined by GOST 1672-80.
Machine scans are:
- With cylindrical and conical shank shape;
- Mounted type;
- With replaceable or adjustable knives;
- With soldered plates.
Machine scan
Adjustable
Adjustable reamers allow you to change the outer size of the cutting head to suit a specific hole diameter. This is especially necessary if the processing diameter is not a whole number, but a fractional one, for example, Ø15.3 mm or Ø 10.75 mm.
Adjustable rack reamer 10.0-10.5 mm
The small diameter tool allows you to adjust the processing size within 1 mm. For larger diameters, a wider setting of 1-3 mm is possible.
In such reamers, replaceable high-speed steel knives are installed, which are fixed by wedge inserts with linings. The dial head is secured with two nuts. After loosening the locknut, the knives are set to the processing diameter, measured using a caliper and micrometer, and secured again.
When the adjusting nut is tightened, the knives move upward, thereby increasing the diameter of the tool. By loosening the nut it is possible to reduce the size. For convenience, when setting up, the processing tool is held by the square.
Expanding reamers
Expanding reamers - description
Due to their design features, reamers are called expansion reamers. The principle of adjusting the expansion reamer is based on the movement of the ball and screw. When the screw rotates from the bottom side, the ball moves and pushes the edges apart. They diverge from the center and the outer size increases.
The control limit for such a tool is smaller. It is 0.15-0.5 mm and depends on the size of the scan. It is recommended to control the adjustment force to avoid damage to the housing.
In the production of reamers, tool and high-speed steel are used - 9ХС, Р6М5, Р18, Р6М5. In tool catalogs of foreign companies, the material is designated HSS.
Practical guidelines for drilling holes
It is better to divide the boring operation into several stages: roughing and finishing. The allowance is divided accordingly and tools of two categories are used:
Reaming holes - process
- The allowance for a rough pass is 0.1-0.15 mm, for a finishing pass – 0.1-0.05 mm.
- To increase processing efficiency, the adjacent end surface is ground. The procedure allows you to use each tooth of the reamer during processing.
- For cast iron parts, the end of the hole must be machined so that the tool does not become dull.
- A clean deployment operation requires smooth execution. The smaller the feed, the better the quality of the surface. The speed is set to low.
- The metal-cutting tool is removed from the hole smoothly, avoiding rotation in the opposite direction, which can disturb the surface.
- The use of coolant will help improve the durability of the working element and the quality of processing. When deploying steel parts, coolant with the addition of oil is supplied to the cutting zone.
- Cast iron is processed using kerosene or compressed air.
To control the accuracy of finished holes, smooth plug gauges and bore gauges are used.
Reamers fall into the category of precision and expensive instruments. Requires compliance with operating and storage conditions in special wooden cells.
Related video: Adjustable sweep
Subtleties of work
One of the important components of the process
, as a rule, is the use of lubrication and cooling, which has a significant impact on the degree of accuracy of the reamed hole. Otherwise, the holes will turn out uneven and rough, and pinching and breakage of the reamer are also possible. Therefore, when working with products made of steel, copper and aluminum, various lubricants are used:
- steel parts are lubricated with mineral oil;
- copper - emulsion with oil;
- aluminum - with turpentine and kerosene;
- duralumin - with rapeseed oil.
The exceptions are bronze and cast iron - these materials can be worked “dry”.
It is strictly forbidden to rotate the reamer
in the opposite direction, as this leads to breakage of the teeth and the appearance of scoring. To obtain a better result, use the so-called machine-manual deployment option. It consists in the fact that, depending on the size of the workpiece, either the part or the reamer itself is installed in the drilling machine chuck.
For example, when fixing a reamer in a spindle
On a lathe, small parts are held in hands or special devices during processing, and vice versa, rather large parts that are difficult to hold in hands are inserted into the chuck, and the reamer is held by hand.
What holes are machined with reamers?
The master can process cylindrical or conical holes with a cutting tool. Cylindrical armholes are created by reamers with the main part in the shape of a cylinder. Use hand or machine tools.
Conical holes are made with conical-shaped reamers, but not immediately. Typically, the process is divided into three stages: roughing, intermediate and finishing. The finished conical hole is checked using a cutting product with a conical gauge.
Principles for choosing a metal reamer
To select a good reamer for finishing holes in metal parts, you need to know the criteria to look for. It is also recommended to study the advantages and disadvantages of equipment manufacturers
Types of sweep (Photo: Instagram / osnastka.shop)
Criteria for choosing a metal reamer
Criteria:
- If you need to constantly do such work, it is better to buy a set of high-quality reamers so that there are no problems with the lack of certain diameters.
- For finishing deep holes, it is recommended to purchase additional equipment with an extended mandrel. If this is not possible, a reamer with an extended working part will do.
- If the hole is intermittent and has a keyway, you need to choose a tool with a screw arrangement of teeth and grooves.
- If you need to make holes with hand tools, you will need equipment with a square shank.
Advantages and disadvantages of metal reaming
Positive sides:
- High processing accuracy.
- Ability to perform various technological operations.
- Availability. The equipment can be purchased at any hardware store.
It is impossible to identify any serious shortcomings in such equipment.
Reamer with replaceable carbide head (Photo: Instagram / batusolutions)
Manufacturers and prices of metal reamers
Manufacturers:
- "AutoDelo".
- Rock FORCE.
- Licota.
- GRIFF.
- Bahco.
- "VIZ".
- "TECHMASH".
- "Russian instrument".
Price - 800 rubles.
Important rules and features of hole deployment
- For rough reaming the allowance is 0.1–0.15 mm, for finishing reaming it is 0.1–0.05 mm.
- The final deployment is carried out smoothly. Reducing the feed improves the quality of processing. When finishing deployment, set low speed.
- Coolant must be used when reaming holes. When processing cast iron parts, kerosene or compressed air is used.
- To increase efficiency, the adjacent end surfaces of the parts are ground. In this case, all cutting edges of the tools are used during reaming.
- Reamers must be removed smoothly from the machined holes. Reverse rotation is not permitted.
- To control accuracy, it is recommended to use bore gauges and plug gauges.
The difference between countersinking and related operations
Countersinking is similar to reaming holes; the cutting edges of the tool remove excess material from the stenoctium, reduce roughness and increase the diameter. This is a semi-finish operation, which means it is followed by another processing step. Deployment is the final procedure. During countersinking, defects in drilling, stamping and casting are eliminated. In the process, you can slightly adjust the binding to achieve better alignment for the future connection. Accuracy can be increased to 5, and sometimes even to 4th class.
When setting the cutting mode, you need to remember that the thickness of the metal removed during countersinking is equal to half the allowance for a given hole diameter. Compared to drilling, the feed can be made 1.5-2 times larger, but the speed can remain the same. Specific cutting parameters are calculated using formulas given in the regulatory literature.
Since a countersink has greater rigidity compared to a drill, due to the increased number of sharp protrusions, the accuracy of the direction of movement increases, as well as the quality of processing, smoothness and cleanliness of the surface. For comparison, drilling gives a roughness of 20 microns and grades 11–12, countersinking gives a roughness of 2.5 microns, grades 9–11, and reaming gives a roughness of 0.25-1.25 microns and grades 6–9. Quality is the precision of manufacturing a part; as its value increases, tolerances increase and accuracy decreases. If the technological process for processing a product requires both countersinking and reaming, then they are performed in one installation and alignment of the workpiece on the machine.
This type of machining creates recesses to accommodate fasteners flush with the surface of the part. In addition to chamfering, a countersink is used to cut conical-shaped recesses. Another purpose will be to clean and process recesses before installing fasteners; this is done using flat or end countersinks, also called counterbores, which is more correct.
The most widely used on the market are conical countersinks with working angles of 90 and 120º, which create recesses to hide the heads of bolts and screws. In the metalworking industry, countersinks with a flat tip are also used, used for cleaning recesses for fasteners. Countersinks are installed in the same machines as other tools for processing holes for fasteners.
How machine deployment works
In order to select machine deployment execution modes, you can use special tables. The initial parameters in this case are the diameter of the hole being formed, the grade of the material being processed, as well as the material from which the reamer is made. The main modes of machine reaming include the cutting speed and the frequency at which the equipment spindle must rotate.
Coolant used
When reaming holes in workpieces made of different materials, you can use the following recommendations for choosing coolant:
- steels belonging to the category of carbon, structural and instrumental - aqueous solution of soap, emulsion, sulfurized oil, mixture of oils;
- cast iron - can be processed without coolant or using kerosene;
- copper – emulsion;
- aluminum - emulsion, mixture of oils, pure kerosene, mixture of kerosene with turpentine oil, rapeseed oil.
- bronze – processed without the use of coolant.
Compositions of coolant used when reaming holes in various materials
Some nuances of machine deployment
It is very important to properly prepare the equipment before machine deployment. Such preparation consists of the following
- The cone of the tool shank and the mounting hole in the machine spindle are thoroughly wiped.
- The reamer is inserted into the spindle in the same way as.
- The workpiece is fixed on the work table of the equipment so that the axis of the hole exactly coincides with the axis of the tool used.
Machining a hole on a machine using a carbide reamer
The deployment process itself, which uses roughing and finishing tools, is performed in the following sequence:
- Having completed drilling the workpiece, the drill in the spindle of the drilling equipment is replaced with a rough reamer.
- Carry out rough deployment.
- The roughing tool is replaced with a finishing tool and the reaming of the hole is repeated.
- After finishing deployment, the tool is removed from the processing zone, the machine’s electric motor is turned off and the result of the work is checked using a plug gauge.
Device and characteristics
A standard scan consists of the following parts:
- The working part has a direct impact on the material and is formed by longitudinal teeth.
- The transition neck is a cylindrical zone of the tool that acts as a transition link between the previous and next parts.
- Shank - necessary for clamping a tool in a driver or chuck of machinery.
The working part is divided into several zones formed by the edges of the teeth:
- The intake part, at the very beginning of which there is a guide cone. In this zone, each tooth has a sharply sharpened cutting edge that selects material from the inside of the hole.
- The calibrating part is responsible for calibrating the hole. Here the edges of the teeth form a so-called cylindrical strip (flat surface), which increases the dimensional stability of the tool.
- The rear cone is where the teeth join the transition neck.
Between the teeth there are grooves that remove chips.
They are straight (most common) and spiral (helical, preferable when working with discontinuous surfaces).
In the latter case, the direction of the screw formed by the grooves is opposite to the direction of rotation of the tool.
This ensures resistance to seizing and self-tightening.
Material
In the manufacture of reamers, we mainly use tool alloy steel grade 9ХС, as well as high-speed steels P18 and P9.
Dimensions
Cylindrical manual models reach a length of 80 - 360 mm, where the working part occupies 40 - 190 mm.
The diameter of the tool is in the range of 3-50 mm, and the length of the cutting part is 4 – 10 diameters.
The front angle is from 5° to 10°, and the back angle is from 5° to 12°.
The length of the conical manual options is 55 – 170 mm, of which the cutting part occupies 24 – 90 mm.
The maximum and minimum diameters of the cone reach 7.67 - 45.715 mm and 6.39 - 40.978 mm, respectively.
As for machine reamers, in addition to standard options, there are models with an extended working part, the design and dimensions of which are specified in GOST 11175-70.
Reamers with a diameter of 1 – 120 mm with an allowance for finishing are designated by numbers from 1 to 6.
This numbering establishes a correspondence between the nominal diameter of the tool and its maximum deviations.
Teeth
The number of teeth varies from 6 to 14 pieces, however, there are options for 16 teeth, which are used mainly on high-precision equipment.
In general, the number of teeth depends on their own rigidity, and in inverse proportion.
The more of them, the higher the cleanliness of the final hole, but the worse the removal of chips and the lower the strength of each tooth.
Depending on the inclination of the teeth relative to the axis of rotation of the tool, the reamer can be straight-toothed or helical.
In addition, different models may have equal or different pitches, that is, the distance between adjacent teeth.
As for sharpening, there are sharpened (pointed) and backed teeth.
Countersinking
All about square hole drills
A countersink is used to process holes that are pre-stamped, cast or drilled. Countersinking can be both preliminary (before deployment) and final processing. In addition to machining holes, countersinks are sometimes used to process the end surfaces of workpieces.
To increase the accuracy of countersinking (especially when processing cast or stamped deep holes), it is recommended to first bore (with a cutter) the hole to a diameter equal to the diameter of the countersink, to a depth approximately equal to half the length of the working part of the countersink.
Countersinks, like drills, are installed on lathes most often in the tailstock or turret.
GOST
There are several standards that regulate product quality. Thus, GOST 29240-91 is responsible for the standard variety, as well as size ranges. And if you understand models that have an allowance, then you will have to be guided by a completely different regulatory document. Or more precisely - GOST 11173-76. A very common procedure at home. When the source of supply becomes not a machine, but an ordinary hand-held device. And in this case, we need to pay attention to GOST 7722-77. But another document, numbered 1672-80, already regulates the standards in one-piece machine-type models. That is, just the factory settings.
How to care for a reamer
Restoring this instrument can cost a lot of money. To avoid unexpected expenses, you should carefully monitor the condition of the reamers: protect them from moisture, buy a storage unit, and clean them after each use.
A reamer is a highly specialized metal-cutting tool designed to create a smooth surface inside previously drilled holes. It is used in cases where it is necessary to achieve perfect accuracy. The production of high-tech equipment, in particular internal combustion engines, machine tools and other mechanisms, cannot be done without it.
High processing accuracy is ensured due to the fact that the tool has several cutting edges, up to 16 pieces. During operation, an equal counterforce is created over the entire surface of the tool. This eliminates misalignment, as happens with a drill that only has two cutting edges in contact. When using a reamer, a smooth surface is created, the roughness of which ranges from 0.32 to 1.25 micrometers, depending on the class of the reamer.
What does a scan look like and what does it consist of?
Externally, the tool is a rod along which there are multi-edged protrusions, sharpened to cut into the metal being processed. The number of cutting edges, depending on the modification of the tool, usually ranges from 6 to 14 pieces. A rare exception are 16-blade reamers, used only in high-precision production.
The external outline of the instrument can be cylindrical or conical. The teeth themselves with the cutting edge can be straight or helical. They are evenly distributed over the surface of the tool at the same distance from each other. The more cutting edges there are on a reamer, the harder it is to work with. The minimal space between them does not allow efficient removal of the resulting chips.
Reamers are subject to special accuracy requirements. If the distance between the teeth is uneven, then an increase in vibration is observed, which leads to non-uniform development of the hole that is being processed. Industrially produced reamers have a diameter of 3 mm.
The reamer consists of two parts – the working and clamping zone. The working one is a cutting edge and an area for calibration. The edge is equipped with sharp teeth. The length of the working part of the tool is proportional to its thickness. Typically this figure ranges from 0.8 to 3 diameters. The clamping part of the reamer is made in the form of a classic shank, designed for clamping in a machine chuck or in a driver if the tool is used manually.
Scan forms
Due to the fact that obtaining accurate holes is necessary for various branches of mechanical engineering and machine tool construction, reamers are developed in hundreds of sizes and in several shapes.
According to the last criterion, they are divided into 3 groups:
- Cylindrical.
- Conical.
- Stepped.
Cylindrical are used for processing standard round holes that are obtained after drilling. They have straight or helical grooves, as well as recesses for chip removal.
The conical reamer is made in the form of a cone with a cut off tip. It can be used to process regular or conical holes. After applying such a development, the hole takes the shape of a cone. Chip removal can be ensured by both straight and helical grooves.