Since melting iron at home requires a heat source with a high temperature, the design of a homemade furnace is chosen based on this condition. It must meet environmental safety requirements and not take up much space in the workshop or garage. These requirements are fully met by installations in which even refractory metal is melted by electric current.
Induction furnaces for metal melting
Principle of operation
Induction heating is the basis for the operation of the furnace. In other words, electric current creates an electromagnetic field and produces heat, which is used on an industrial scale. This law of physics is studied in the last grades of secondary school. But the concept of an electric unit and electromagnetic induction boilers should not be confused. Although the basis of work here and there is electricity.
How does this happen
The generator is connected to an alternating current source, which enters it through an inductor located inside. The capacitor is used to create an oscillation circuit, which is based on a constant operating frequency to which the system is tuned. When the voltage in the generator increases to a limit of 200 V, the inductor creates an alternating magnetic field.
The circuit is closed, most often, through a ferromagnetic alloy core. The alternating magnetic field begins to interact with the workpiece material and creates a powerful flow of electrons. After the electrically conductive element enters into the inductive action, a residual voltage , which in the capacitor contributes to the occurrence of an eddy current. The energy of the eddy current is converted into thermal energy of the inductor and the desired metal is heated to high melting temperatures.
The heat produced by the inductor is used:
- for melting soft and hard metals;
- for hardening the surface of metal parts (for example, tools);
- for thermal treatment of already produced parts;
- household needs (heating and cooking).
In shell forms
Shell casting is used to produce cylinder heads, connecting rods and other machine parts where increased precision is required. This process requires a sand mold, and a special type of resin-coated sand is used.
The process provides a number of advantages:
- the ability to create complex shapes with the highest precision;
- low labor costs;
- suitable for most metals and alloys;
- used for any scale of production;
First, the sand is thoroughly mixed with resin, which acts as a binder. Then the sand is poured into a heated mold, the temperature of which usually reaches 750...13000C. The heated mold initiates a reaction with the resin-coated sand. When sand comes into contact with a hot mold, a shell forms on the inner surface of the mold. Next, excess sand is removed from the mold, and then the shell itself is removed, for which ejector pins are used. The ejector is built into the mold itself, making it easy to remove the newly created shell without damaging it.
Brief characteristics of various furnaces
Types of devices
- Crucible induction furnaces are used to melt metals; their main principle, different from the operation of other units, is the absence of a core.
- Channel induction units are a kind of transformer that has a steel tip - a magnetic drive. The load is supplied through the secondary winding, made of one turn.
- Vacuum induction devices, in which the melting process is performed under conditions of complete vacuum, which literally draws out all impurities from the metal.
- Melting crucible furnaces are inductors for a melt mass from 5 to 200 kg with a converter based on the transistor principle.
Continuous casting
A process that allows metals and alloys to stretch, shape, and harden without having to interrupt the pour. At the same time, waste is reduced, the yield of finished products is increased, and the economic efficiency of production is improved.
Battery grids are manufactured using continuous injection molding. Using a water-cooled roller and mold system reduces the chance of impurities and provides a better thickness ratio.
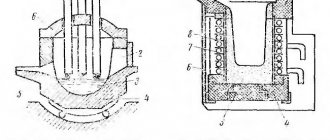
Induction crucible furnaces
It is the most common type of induction heating furnace. A distinctive feature that differs from other types is that an alternating magnetic field appears in it in the absence of a standard core. A cylinder-shaped crucible is placed inside the inductor cavity . The furnace, or crucible, is made of a material that perfectly resists fire and is connected to alternating electric current.
Positive aspects
- energy is released when loading metal, there is no need to install intermediate elements;
- metal alloys consisting of several components, after completion of melting, obtain a uniform consistency and the same chemical composition in any selected volume;
- with the help of pressure regulators it is possible to carry out a reducing, oxidative or neutral process;
- medium frequencies of alternating current show high specific power values, which puts crucible furnaces among the high-performance units;
- the furnace can operate with breaks between loading metal, this will not affect subsequent melting, the transition from one type of metal to another occurs without lengthy reconfiguration of parameters;
- crucible units are easy to set to automatic control, they are simple to operate and can be easily adjusted to any of the modes;
- As a result of the process, high-quality slurries are obtained, consisting of many components, the temperature is constant and the same within the bath, and residues and waste are quickly melted, there is no overheating.
Crucible units are classified as environmentally friendly heat sources ; the environment is not polluted by metal melting.
There are disadvantages in the operation of crucible furnaces:
- during technological processing, slags at low temperatures are used;
- The produced lining of crucible furnaces has low resistance to destruction, this is most noticeable during sudden temperature changes.
The existing disadvantages do not pose any particular difficulties; the advantages of a crucible induction unit for melting metal are obvious and have made this type of device popular and in demand among a wide range of consumers.
Under pressure
Injection molding is a manufacturing process adapted for the production of parts in high volumes. The casting mold includes a sprue channel through which the molten material exits the nozzle of the injection molding machine. The mold has a system of channels that connect to the sprue (usually inside or as part of the mold) and direct the molten material into the mold cavity. The part of the channel after the slider, called the gate, leads directly into the tool cavity. After the injection mold cycle (usually lasting only a few seconds), the entire melt is cooled, leaving a solidified casting in the sprue, runners, and mold cavity.
The main advantage of the injection molding method is the ability to mass produce castings. The initial costs of implementation and development of production are quite high, but subsequently the cost per unit of production becomes extremely low.
Other benefits of the process:
- low defect rate (compared to traditional production processes, including CNC machining);
- reduction of production waste due to small losses of metal in the sprues, guides, and the location of holes for the melt outlet;
- possibility of producing parts from thermosetting plastics.
Injection molding can be reproduced in any volume, since the durability of the molds is very high. This ensures uniform quality of castings and stability of their characteristics during large-scale production.
Injection molding technology virtually eliminates any modification of the shape of finished products.
Channel induction melting furnaces
This type is widely used in the smelting of non-ferrous metals.
Effectively used for copper and copper alloys based on brass, cupronickel, bronze. Aluminum, zinc and alloys containing these metals are actively melted in channel units. The widespread use of furnaces of this type is limited due to the inability to provide a fracture-resistant lining on the inner walls of the chamber. Molten metal in channel induction furnaces undergoes thermal and electrodynamic movement , which ensures constant uniformity of mixing of alloy components in the furnace bath. The use of channel furnaces of the induction principle is justified in cases where special requirements are imposed on the molten metal and manufactured ingots. The alloys are of high quality in terms of gas saturation coefficient and the presence of organic and synthetic impurities in the metal.
Channel induction furnaces operate like a mixer and are designed to level the composition, maintain a constant process temperature, and select the pouring speed into crystallizers or molds. For each alloy and casting composition, there are parameters for a special charge.
Advantages
- the alloy is heated in the lower part, to which there is no air access, which reduces evaporation from the upper surface, heated to a minimum temperature;
- channel furnaces are classified as economical induction furnaces, since the melting that occurs is ensured by a low consumption of electrical energy;
- the furnace has a high efficiency due to the use of a closed loop magnetic wire;
- Constant circulation of molten metal in the furnace accelerates the melting process and promotes uniform mixing of alloy components.
Flaws
- the durability of the stone internal lining decreases when high temperatures are used;
- the lining is destroyed when melting chemically aggressive alloys of bronze, tin and lead.
- when melting contaminated low-grade charge, the channels become clogged;
- the surface slag in the bath does not heat up to a high temperature, which does not allow operations to be carried out in the gap between the metal and the shelter and to melt chips and scrap;
- channel units do not tolerate interruptions in operation, which forces them to constantly store a significant amount of liquid alloy in the furnace mouth.
Complete removal of molten metal from the furnace leads to its rapid cracking. For the same reason, it is impossible to quickly change from one alloy to another ; you have to make several intermediate melts, called ballast.
Lost wax casting
Investment casting allows the production of precision components, minimizing material waste, reducing the energy intensity of production and reducing the cost of subsequent processing of finished castings, and of any degree of complexity.
Lost wax casting technology uses a shell of ceramic, plaster or plastic that is formed around a wax mold. This mold is then melted and removed in a furnace and the metal is poured into the shell to create the casting.
The lost wax casting process occurs in several stages:
- Creation of an initial sample that reflects the configuration of the finished part, adjusted for thermal shrinkage of the workpiece;
- Making wax samples and creating a wooden model. It is assembled in such a way as to ensure delivery of the melt to all hard-to-reach parts of the casting;
- Creating a mold shell, where the entire wax model is dipped into a ceramic slurry, covered with a sand shell and sent to dry. These cycles are repeated until a shell of the desired thickness is created, which is set to the dimensions and configuration of the finished casting. Once the ceramic shell dries, it is strong enough to hold the molten metal during casting.
- Removal of wax, for which the entire assembly is placed in a steam autoclave to melt almost all the wax (the remains, impregnated with ceramic composition, are burned in the oven). Then the sprues are also removed;
- Melting and casting. The mold is preheated to a certain temperature and filled with molten metal, creating a metal casting. The lost wax casting process can produce a finished product from any alloy. Depending on its chemical composition, melting in air or vacuum can be used. Vacuum melting is used when reactive elements are present in the alloy.
- Final operations. After the casting has completely cooled, the mold shell is separated from the casting by displacement. In this case, the remains of the channels and sprues are cut off, and, if necessary, sandblasting, grinding and mechanical finishing of the casting are performed to the dimensions specified in the product drawing.
The technology includes a non-destructive testing stage, for which fluorescent, magnetic particle, radiographic or other quality control methods are used.
Advantages of the method:
- A wide range of masses of the resulting castings - from small to 300...350 kg.
- Versatility and complexity of shape, including those that cannot be obtained by metal-cutting on machines.
- Minimization of subsequent mechanical finishing.
- High precision and low roughness of the finished surface.
Investment casting is a good alternative to welding because many components can be combined into one complex-shaped casting.
Since the tool is quite complex to manufacture, this technology fully pays for itself in serial and mass production.
Vacuum induction furnaces
This type is widely used for melting high quality steels and heat-resistant nickel, cobalt and iron alloys. The unit successfully copes with the melting of non-ferrous metals. Glass is melted in vacuum units, parts are treated at high temperatures, and single crystals are produced .
The furnace is classified as a high-frequency generator located in an inductor isolated from the external environment, passing a high-frequency current. To create a vacuum, air masses are pumped out of it with pumps. All operations for introducing additives, loading the charge, and dispensing metal are carried out by automatic mechanisms with electrical or hydraulic control. Alloys with small admixtures of oxygen, hydrogen, nitrogen, and organics are obtained from vacuum furnaces. The result is far superior to open induction ovens.
Heat-resistant steel from vacuum furnaces is used in tool and weapons production . Some nickel alloys containing nickel and titanium are chemically active, and it is problematic to obtain them in other types of furnaces. Vacuum furnaces perform metal pouring by rotating the crucible in the internal space of the casing or by rotating the chamber with a fixed furnace. Some models have an opening hole in the bottom to drain metal into an installed container.
Crucible furnaces with transistor converter
Used for limited weight non-ferrous metals. They are mobile, light in weight and can be easily moved from place to place. The furnace package includes a high-voltage transistor converter with universal action .
Allows you to select the power recommended for connecting to the network, and, accordingly, the type of converter that is needed in this case with changing the weight parameters of the alloy. Transistor induction furnace is widely used in metallurgical processing. With its help, parts are heated in blacksmithing and metal objects are hardened. Crucibles in transistor furnaces are made of ceramics or graphite; the former are designed to melt ferromagnetic metals such as cast iron or steel. Graphite is installed to melt brass, copper, silver, bronze and gold. They melt glass and silicon. Aluminum melts well using cast iron or steel crucibles.
Die casting
All types of chill casting are a group of methods especially suitable for producing castings from non-ferrous alloys - aluminum, magnesium and brass. Before casting, the functional surfaces of the molds are treated with a special kaolin or similar coating, which will effectively separate the surfaces. Molds that cannot be removed from the mold are often made using sand cores. After casting, the cores are destroyed.
Compared to sand casting, the solidification of the mold occurs faster due to better thermal conductivity. A casting is formed with a relatively fine and dense material structure, which, at the same time, has better mechanical properties compared to a casting from the same material, but cast in a sand mold.
Advantages of die casting:
- due to faster solidification, chill casting has better mechanical properties and a relatively fine and dense material structure;
- slight surface porosity;
- high dimensional accuracy and reduced surface roughness;
- reduction of metal loss coefficient.
Chill casting is a good choice for producing medium-sized castings for runs of 1,000 to 10,000 pieces, with a minimum production run of 100 pieces.
The process is used to produce medium-sized castings of instrument housings, drive covers, racks, brass or steel sealing inserts (nuts, bearing housings, pins, etc.).