Author:
Yulia Roshchina, specially for www.EquipNet.ru Photos from the sites nw-technology.ru, avek.ru, syntezndt.ru, mirndt.ru
The main task of any control system is to identify defects and determine the limits of strength and reliability. Defects can arise as a result of errors in design, production or operation: casting defects, fatigue failure, atmospheric corrosion, wear of mating parts, defects in coating, defects in permanent metal joints, and so on. In each specific case, special techniques are used to determine the degree of influence of the defect on the quality of the product: how much the reliability, performance characteristics will decrease, how the terms and operating conditions will change, or whether the defect is critical and the item cannot be allowed for use. There are two main groups of tests: destructive and non-destructive testing.
Problems of casting quality in foundry production
Let's consider common types of defects in foundry castings? Let's take shrinkage. What it is? The property of metals and alloys to reduce volume when cooled during solidification. The degree of shrinkage depends on the chemical composition of the steel - silicon and carbon content. If the concentration of these elements in the alloy is increased, the degree of shrinkage becomes less. Because the faster the heat is removed, the stronger the shrinkage. What defects are the result of casting errors:
- shrinkage cavities;
- cavities that are hidden inside the casting;
- alloys and underfills from metal flows that did not merge, but solidified during filling of the mold;
- misalignment due to incorrect alignment;
- hot cracks, warping, which occur due to crystallization or solidification of hot metal;
- cracks caused by excess amounts of sulfur, microimpurities, gases;
- defects in the structure, surface, contour and overall dimensions of the casting;
- discrepancy between the metal of the product and the specified chemical composition.
In order to ensure a low percentage of defects in products released for sale, implement casting quality management and alloy control.
Organization of incoming quality control of metal products
GOST 24297–87 establishes that incoming inspection (IQ) of the quality of metal products must be carried out by the incoming inspection bureau (IBK), which is part of the technical quality control services of each specific enterprise (QC).
The list of leading tasks of incoming inspection includes:
- control of the availability of mandatory accompanying documentation for the specified products;
- monitoring compliance with the requirements of existing regulatory, technical and design documentation regarding the completeness of products and their quality;
- monitoring and accumulation of existing statistical data on the actual degree of quality of manufactured products for the possibility of subsequent development, based on the collected material, of proposals for improving its quality and, if necessary, revising the existing requirements for it in the scientific and technical documentation;
- systematic monitoring of suppliers’ compliance with product storage terms and rules.
The measuring instruments and necessary testing equipment used for incoming inspection are selected based on the requirements for regulated products GOST 8.002–86 and other normative and technical documentation.
In order to ensure compliance with the requirements of the GOST R ISO 9 000 and GOST 24297–87 series, as well as taking into account the features and specifics of the products, the enterprise can develop its own technical documentation.
Thus, at a number of large enterprises, the development of such enterprise standards (STP) as “Technological instructions (TI) for incoming inspection of metallic materials”, “Incoming inspection of metallic materials”, etc. can be carried out.
STP establishes the procedure introduced at the enterprise for organizing, conducting incoming inspection of metal products and recording its results. The technological instructions, in accordance with the list of semi-finished products and metals subject to incoming control, determine the types and required volume of VC, which must be installed in accordance with the specifications and normative documents for manufactured products.
Conducting a VC is included in the list of responsibilities of the BVK. In this case, the following are involved in carrying out incoming inspection: a warehouse of finished metal products (hereinafter referred to as the warehouse) or a consumer workshop, as well as the factory central laboratory (FCL).
Share: Facebook
- Previous entryOxygen consumption per 1 ton of metal
- Next entryWhich metal has the lowest melting point
No comments yet
Control methods and instruments in the quality management system of foundry production
When creating competitive products, various types of casting and alloy inspection instruments are used. Let us briefly consider the tasks aimed at assessing the quality characteristics of the metal.
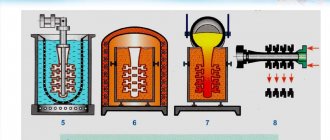
In the foundry industry for smelting cast iron or in steelmaking when creating alloy steels, metals are analyzed for viscosity, composition of basic oxides and slag oxidation for the amount of SiO2, FeO, MnO, CaO. Basicity is found by testing electrical conductivity. To accurately represent the chemical composition, analysis of metal spectra is used. The objects of research are metals and alloys with bases (Fe, Al, Cu, Zn, Pb, Sn, Sb, Ni, Ti, Co, Mg). A variant of instruments for studying the quality of steel and cast iron is spectrometers.
The oxidation of the metal is determined by the color of the powder of the slag sample; impact strength – visimeter. Thermoelectric pyrometers and immersion thermocouples with sensors in contact with liquid metal monitor the temperature of alloys and metal.
After external inspection and selection of castings for control, the roughness of the workpiece is assessed using a profilometer, checking whether the product meets the prescribed requirements and standards. Deviations of the product from the stated dimensions are assessed and the area of defects is measured.
Castings intended to operate under pressure, such as valves, gate valves or pump housings, are checked for leaks. Non-destructive testing methods are used to search for hidden defects in workpieces. Sometimes spectral methods are the only possible way to check a product for defects without destroying its integrity.
Heat treatment control is performed by setting the temperature-time mode of the operation. For this purpose, thermocouples with potentiometers are used, which graphically demonstrate the heat treatment processes. The results are confirmed by testing mechanical properties or metallographic control of the microstructure.
Technological map of incoming control | VET
Download Technological map for incoming inspection of materials and equipment
TECHNOLOGICAL CARD No.
There are many more Technological maps, Technological maps for example for forest clearing on the website https://tekhkarta.ru/
for incoming inspection of materials and equipment
by object:
Application area
A technological map (TC) has been developed for the production of work on incoming inspection of materials and equipment before and during the construction of the facility
Incoming quality control of materials and equipment should be performed in accordance with the requirements of the following regulatory documents:
– SP 86.13330.2014 Main pipelines.
– VSN 012-88. Construction of main and field pipelines. Quality control and acceptance of work. Part 2. Forms of documentation and rules for its execution during the acceptance process
– RD-25.160.00-KTN-037-14 amendments No. 1.2 Welding during construction and major repairs of main oil pipelines.
– RD 03-606-03 “Instructions for visual and measuring control”;
– GOST 24950-81 Bent bends and curved inserts at turns in the linear part of steel main pipelines. Technical specifications;
– GOST 24297-87. “Incoming product control. Basic provisions.
Organization of incoming control
All materials and equipment supplied in accordance with the Contract are subject to incoming inspection with the participation of representatives of the contractor, the customer and the customer’s construction control.
Incoming inspection of materials and equipment supplied by the customer should be carried out upon their acceptance by persons responsible for the work.
Incoming inspection of the remaining materials and equipment should be carried out upon their delivery to the construction site.
Incoming inspection of material and technical resources supplied to the Facility should be carried out in accordance with the requirements of GOST 24297-87. “Incoming product control. Basic provisions":
Incoming control should be carried out in order to prevent the launch into production of products that do not meet the requirements of regulatory and technical documentation, supply contracts and permit protocols in accordance with GOST 2.124-85 (hereinafter referred to as the established requirements) (GOST 24297-87, clause 1.3).
Incoming inspection should be carried out according to the parameters (requirements) and methods established in the regulatory and technical documentation for the controlled products, contracts for their supply and permit protocols (GOST 24297-87, clause 1.4).
The product range, controlled parameters (requirements), type of control and sample size are determined based on the stability of the quality of suppliers' products, the degree of development of new types of products, the importance of this parameter (requirements) for the functioning of the manufactured product, and are established in the list of products subject to input control (GOST 24297-87, clause 1.5.).
The results of incoming inspection should be recorded in the Reports on the results of product inspection (Form 3.3. VSN 012-88. Part 2.), and in the Incoming Inspection Log.
Incoming inspection should be carried out by those responsible for the work and by quality service workers, consisting of engineering and technical workers and inspectors of the field testing laboratory. (GOST 24297-87, clause 2.1).
The main tasks of incoming control are:
1) checking the availability of accompanying documentation for the products, certifying the quality and completeness of the products;
2) control of compliance of the quality and completeness of products with the requirements of regulatory and technical documentation and their application in accordance with permit protocols;
3) periodic monitoring of compliance with the rules and shelf life of suppliers’ products (GOST 24297-87, clause 2.2).
Incoming inspection must be carried out in a specially designated room (area), equipped with the necessary means of control, testing and office equipment, and also meeting occupational safety requirements. Workplaces and personnel performing entry control must be certified in the prescribed manner.
Incoming control sites are equipped directly at storage sites and warehouse premises. Racks and trays are installed at the sites for storing materials and for carrying out visual and visual-measurement control of materials. Entry control points must be marked with signs.
Places for incoming control of materials, the storage conditions of which are a closed warehouse, must be covered with a canopy to protect them from precipitation.
Materials that, according to storage conditions, must be kept in heated rooms must be subject to incoming control in closed heated rooms equipped with racks or stands for laying out materials during control.
Measuring instruments and testing equipment used during incoming inspection must be checked at the center of metrology and standardization, and comply with the requirements of the normative and technical documentation for controlled products and PR 50.2.
002-94 “Procedure for state metrological supervision over the production, condition and use of measuring instruments certified by measurement techniques, standards and compliance with metrological rules and norms.”
To carry out tests, inspections and analyzes related to incoming inspection, products can be transferred to other departments, enterprises, laboratories, control and testing stations, etc. (GOST 24297-87, clause 2.3).
The procedure for carrying out incoming inspection
Products accepted by the quality control department, customer representative office, acceptance of the supplier enterprise and received with accompanying documentation drawn up in the prescribed manner are allowed for incoming inspection. (GOST 24297-87, clause 3.1).
When conducting incoming inspection it is necessary:
- check the accompanying documents certifying the quality of the products and register the products in the logbooks for recording the results of incoming inspection;
- control the selection of samples or samples, check the completeness, packaging, labeling, appearance and fill out a report on the selection of samples or samples;
- carry out quality control of products according to the technological process of incoming control or transfer samples or samples to the appropriate department for testing (analysis). (GOST 24297-87, clause 3.2).
When accepting cargo, you should check whether the safety of the cargo during transportation is ensured, in particular:
a) check, in the cases provided for in these rules, the presence on vehicles (wagon, tank, barge, ship hold, van, etc.
) or on the container, the seals of the sender or the point of departure (station, pier, port), the serviceability of the seals, the imprints on them, the condition of the wagon, other vehicles or container, the presence of protective markings of the cargo and the serviceability of the container;
b) check the compliance of the name of the cargo and transport markings on it with the data specified in the transport document;
c) check whether the established transportation rules were observed, ensuring the protection of the cargo from damage and deterioration (stowage of cargo, temperature conditions, etc.), delivery deadlines, and also inspect the cargo.
If you receive cargo from a transport authority without checking the number of pieces, weight and condition, you should, in accordance with the procedure established by the rules for registering the release of cargo, require the transport authorities to make a corresponding mark on the transport document. (“Instructions on the procedure for accepting products” dated April 25, 1966, No. P-7).
Products accepted based on the results of incoming inspection must be transferred to production, with an appropriate mark in the accounting or accompanying documents. Labeling of accepted products is allowed. (GOST 24297-87 clause 3.5.)
Products received from the supplier before receiving inspection; must be stored separately from those accepted and rejected by incoming control. (GOST 24297-87 clause 3.6.)
Products rejected during incoming inspection must be marked “Reject” and sent to a defect isolation room. (GOST 24297-87, clause 3.7).
Registration of incoming inspection results
Based on the results of the incoming inspection, you should draw up a conclusion about the product’s compliance with the established requirements and fill out a logbook for recording the results of the incoming inspection. (GOST 24297-87, clause 4.1). The results of the incoming inspection should be recorded in the Product Inspection Results Reports (Form 3.3, VSN 012-88. Part II).
In the accompanying documents for the products, a note should be made about the incoming inspection and its results, and the products must be labeled if this is provided for in the list of products subject to incoming inspection. (GOST 24297-87, clause 4.2).
If the product meets the established requirements for incoming control, a decision should be made to transfer it to production. If non-compliance with established requirements is detected during the incoming inspection, the products should be rejected and returned to the supplier with a complaint. (GOST 24297-87, clause 4.3).
Based on the results of the incoming inspection, if necessary, the customer’s representative should be informed about the product’s non-compliance with the established requirements (Appendix 2 of GOST 24297-87). (GOST 24297-87, clause 4.4).
Acceptance of materials and equipment supplied by the customer should be carried out in the presence of a representative of the customer, for which a Transfer and Acceptance Certificate (indicating claims) should be drawn up in accordance with:
– with the form accepted by the customer’s regulations;
Spectral instruments for casting analysis
Modern spectral instruments have a number of advantages that are fundamentally different from previous cheap steeloscopes, capable only of quantitative analysis of the content of impurities in metal by visually assessing the intensity of spectrum lines. For quantitative atomic emission analysis of cast iron castings, photoelectric spectral analysis is used. Most often, impurity and alloying elements other than carbon are analyzed to control casting. However, a number of instruments have been developed to accurately determine the quantitative content of carbon, phosphorus and sulfur. presents two modifications of spectral instruments for metal quality analysis and casting control. These include:
- X-ray fluorescence spectrometer. Instruments of this type perform quantitative analysis of the content of chemical substances in metals. The action is based on the radiation of the X-ray tube and the excitation of the atoms of the substance provided for research. The X-ray fluorescence operating principle is used in the design of portable hand-held XRF metal analyzers.
- Atomic emission spectrometer. The work is based on the study of the emission spectra of free atoms and ions in a gaseous medium using plasma as a light source, for example, the plasma of an electric spark or arc. The device analyzes the composition of metals and alloys and the presence of impurities in them. A representative of the class of atomic emission spectrometers is Iskroline-300, operating in the spectral range of 174-930 nm.
Testing the quantitative composition of carbon in cast iron can also be carried out using expensive and laboratory-based infrared absorption, coulometric or gas volumetric methods.
Spectral instruments for assessing the quality of castings have a number of advantages:
- stabilized discharge source;
- spectrum controlled by an electronic detector;
- computer processing of results using modern programs;
- study of the spectrum in the vacuum-ultraviolet and ultraviolet regions of the spectrum;
- accuracy of readings according to GOST requirements with a tenfold margin according to standards;
- the lower limit of detection of chemical elements is 0.0001%.
Non-destructive testing methods
If destructive testing methods are applied only to control samples to determine general mechanical properties, then non-destructive testing serves for mass control of product quality. The operation of non-destructive testing devices is based on the principles of changing the properties of an object in the presence of defects. These are ultrasonic flaw detection and thickness testing , radiography , magnetic particle and capillary testing , eddy current testing , optical-visual testing and others. For example, ultrasonic flaw detection equipment measures the difference in the transmission of ultrasound depending on the thickness and density of the metal. Thickness gauges 26MG, 26MG-XT, 26XTDL, 36DLPLUS, produced by Panametrics, are used to determine the remaining wall thickness of pipes, boilers and other structures subject to wear. 36 DL PLUS is a modern digital pulse-echo portable contact thickness gauge that allows you to measure the thickness of even objects that can only be approached from one side. It is used in energy and mechanical engineering to measure the wall thickness of pipelines, pressure vessels, boilers and other objects.
One of the common methods of non-destructive testing is eddy current . It is based on measuring eddy current disturbances when an electric current is injected into a sample. Even the slightest crack or cavity in the metal, pitting corrosion or thinning is immediately detected in a change in eddy currents. Modern eddy current flaw detectors are used to monitor the landing flanges of wheel disks, a number of fasteners of aircraft structures, detect cracks near fastening holes, as well as display C-scans of fastening holes, and monitor multilayer corrosion in the automotive, aviation and aerospace industries. Eddy current inspection equipment includes instruments from Zetec, which allow a wide range of inspections of various aircraft structures, engine components and wheels. For example, MIZ®-21SR is a multi-mode eddy current flaw detector and bond tester. It is a lightweight, portable instrument that uses two eddy current flaw detection techniques to detect non-bonding, delamination and density anomalies. In addition, MIZ®-21SR has functions for measuring conductivity and thickness of coatings. All information is displayed on the display with high resolution and image clarity.
Problems of casting control and production features
The demand for premium quality castings with special surface properties is constantly growing. These include:
- high density;
- homogeneity of the material;
- absence of cuts and increased local stresses concentrated in one place.
In these cases, it is not enough to perform a quality check by simply determining the structure of the material and confirming the properties. Sometimes it is necessary to know the operating parameters:
- stress corrosion;
- tightness;
- resistance to alternating loads.
To confirm operational capabilities, the performance of products is assessed under conditions close to actual ones. To obtain a reliable result, laboratory conditions are required, the presence of:
- test bench;
- load simulator;
- identical operating conditions to the working environment;
- compliance with temperature conditions.
To confirm the quality of premium-segment castings, statistical methods of quality management are needed that identify defects in current production in order to eliminate them. A way to improve quality control is spectral analysis methods. Optical and X-ray spectrometers, quality analyzers, are used for express analysis of the chemical composition and determination of metal grades.
Destructive testing methods
Destructive testing serves to quantify the maximum load on an object, after which destruction occurs. The tests can be of a different nature: static loads allow you to accurately measure the force on the sample and describe in detail the deformation process. Dynamic tests are used to determine the toughness or brittleness of a material: these are various types of impacts during which inertial forces arise in parts of the sample and the testing machine. Fatigue tests are repeated loads of small force, up to destruction. Hardness tests measure the force with which a harder body (such as a diamond hammer tip) is driven into the surface of a specimen. Wear and abrasion tests determine changes in the surface properties of a material under prolonged exposure to friction. Comprehensive tests make it possible to describe the basic structural and technological properties of the material and regulate the maximum permissible loads for the product.
To determine the characteristics of mechanical strength, tensile testing machines . For example, WEB 600, manufactured by TIME Group Inc.: it is capable of developing a force of 600 kN. Technological testing machines, such as IA 5073-100, IH 5133, IH 5092, produced domestically, are used for testing wire twisting, sheet metal extrusion, wire bending, and so on.
There are several methods for determining the hardness of a metal: according to Vickers, when a tetrahedral diamond pyramid is pressed into the surface under a load of 5, 10, 20, 30, 50 and 100 kgf. Then the print is measured along the diagonals of the square, and the hardness number is determined from the table. Machines for determining hardness - hardness testers . For example, IT 5010 is a machine for determining Vickers hardness.
When testing hardness using the Rockwell method, the sample is smoothly loaded to 98 N (10 kgf). Then an additional load is given to a maximum value of 490 N (50 kgf) - 1373 N (140 kgf). After reaching it, the number of hardness units of the sample is displayed on the device indicator scale. One of the most common Rockwell hardness testers is the TR 5006 M. Among the machines designed for fatigue testing is the MUI-6000 (supplied by North-West Technologies).
Iskroline series equipment for foundry production
Qualitative and quantitative analysis of metals using spectral instruments is performed by analyzing the absorption spectrum. Metal images have a spectrum, which is a set of characteristic lines by which elements are identified. Quantitative analysis is assessed by the intensity of the spectral lines. In this way, the percentage of a chemical element in the test sample is determined. Spark analyzers are used in foundry production:
- desktop express analyzer "Iskroline 100";
- laboratory device "Iskroline 300".
These devices belong to spectrometers based on atomic emission spectral analysis. The main advantages of Iskroline devices:
- work in an extended spectral range, which determines the number of chemical elements;
- low detection limits;
- convenience and efficiency of work;
- quantitative analysis of metals and alloys;
- simultaneous determination of up to 70 elements with spectral lines in the range of 167 – 460 nm, including carbon, phosphorus and sulfur with a spectral line resolution of 0.02 – 0.04 nm;
- determination of microimpurities and dissolved gases takes no more than a minute.
Samples of, for example, aluminum alloys are taken from melts or final products. The classic approach to sampling in foundries is to take a sample from a bath of molten metal using a test spoon and placing the metal in a special copper mold (Die Mold). Made of copper, the mold provides rapid cooling and helps obtain homogeneous samples, which is a good way to avoid erroneous results, since the crystalline fine-grained structure guarantees accurate, reproducible results.
In addition, laboratory-grade analytical devices “Iskroline 300” and the desktop spectrometer “Iskroline 100” are included in the State Register of Measuring Instruments of Russia, Belarus and Kazakhstan, which confirms the level of performance of the analytical device and is perfectly suitable for standard equipment for foundries.
X-ray control
This method is usually used for flaw detection of large welded metal structures exposed to the corrosive effects of the atmosphere: pipelines, supports and load-bearing and any other metal structures. X-ray machines can be stationary (cable and monoblock type), portable, or mounted on crawlers. Crawler is a self-propelled, remote-controlled robot carrying an autonomous X-ray complex. It is intended for quality control of welded joints of pipelines. Such a device, upon command from the outside, moves in the pipeline, stops and takes an x-ray. The crawler exposure device operates completely independently. Some X-ray machines require exposure and development of special film, while others reflect information directly in digital form.
Among the X-ray inspection equipment, it is necessary to mention the products of Sintez NDT CJSC, which is part of the UNITEST group of enterprises. Stationary devices of the Vityaz series are manufactured as a monoblock, with a glass X-ray tube. Their cost is relatively low. The “Bastion” series are cable-type devices; they use a metal-ceramic tube, which ensures reliability and a long service life, but they are more expensive. As a rule, stationary devices are used to control materials or finished products; they differ from portable devices in their high stability of current and voltage parameters and a minimum of ripple. Portable X-ray machines of the RPD series, from the same manufacturer, also provide options for working in harsh climatic conditions, in the Far North. In this case, the power and control unit is mounted in a metal case, protection category is IP65. Panoramic X-ray tubes of the SXT series are installed on the crawlers. They provide the highest possible rigidity of the radiation spectrum with high efficiency; the devices are powered by a crawler battery. The SHT equipment is equipped with a system of forced air cooling of the anodes by fans.
Today there is no one universal method that would allow one to measure all the properties of a metal product at once. Therefore, quality control methods are used in a complex: at the stages of development and manufacturing - destructive, during operation - various non-destructive ones. The choice of a specific control method depends not only on the specifics and purpose of the metal structure, but also on numerous external factors, which are certainly taken into account by specialists.
Surface defects of metal products
Metallurgical defects:
- Films – delamination of material parallel to the surface. At shallow depths, they can be removed without reducing the quality of the sample.
- Cracks - formed under excessive load from heat or mechanical impact. Small cracks may be present on semi-finished products (if their size is not larger than that established by standards). There should be no cracks in the finished product.
- Bubbles are protrusions of the outer wall that form during strong heating. They should not even be in semi-finished products.
- Sinkholes - formed at the site of bubbles from high pressure during processing. There may be shells on the workpiece (if their size is not larger than that established by the standards); on the finished product, the presence of a defect may cause it to be sent for scrap.
- Burrs - occur when metal is processed incorrectly. If there is a defect on the rods and rods, they are sent to scrap.
- Ringiness – herringbone-shaped dents formed from vibration when metal is drawn.
- White spots - usually appear on aluminum products when the surface is contaminated with electrolyte. If such a defect exists, it greatly reduces the resistance of the semi-finished product to rust formation.
- Ripples also occur on the aluminum surface when material sticks to the rolling shafts.
Chemical defects:
- Overetching is characterized by roughness that is formed when the metal is improperly etched. With thin walls, the defect significantly reduces the cross-section of the product.
- Undergrasses are dark spots on the surface or uneven color of the metal. It is formed when metal is etched with weak substances, the procedure is insufficiently long, or when the workpieces touch each other while in the etching bath.
- Dullness – occurs when etching is of poor quality, when the etching composition acts unevenly on the surface.
- Spots that are rough to the touch form on light metals and indicate corrosion.
Mechanical defects:
- Risks are scratches that form due to poor-quality polishing or when foreign inclusions enter during processing.
- Seizing – occurs during pressing with very high heat or at high pressing speed.
- Tears - appear on hard metal and when using low-quality stamping equipment.
- Folds and wrinkles are formed when the thickness of the semi-finished product is unequal, when a gap occurs or when the workpiece is poorly heated.
- Rough marks – occur due to poor grinding. A product with such a defect will wear out faster.
- Snatches are depressions that are formed when using abrasive products. They also make the product less durable.
- Grooves are lines that worsen the appearance of the product and impair resistance to corrosion.
If any defects are detected, damaged samples are selected and sent to the laboratory for analysis. Only after this is a decision made whether to write off the batch or not.