Metals, alloys, special alloys, slag-forming additives and other materials that are used to prepare various alloys are called charge materials or charge in the foundry industry. The charge includes: fresh materials (blast furnace cast iron of various grades, copper, aluminum, zinc, nickel, etc.), which come to foundries from metallurgical plants; scrap of ferrous alloys and scrap of non-ferrous alloys, which are processed industrial wastes; special ferroalloys and alloys (intermediate alloys of more refractory elements with low-melting elements) coming from metallurgical plants; waste from foundries and machine shops (sprues, profits, defective parts and briquetted shavings). The quantitative ratio of various materials in the charge depends on the quality of the starting materials and on the requirements for the manufactured alloys.
Main types of melting furnaces
In foundry production, melting furnaces operating on solid, liquid or gaseous fuels (coke, oil, fuel oil, gas) and electric furnaces are used. The first type of furnaces includes cupola furnaces and crucible furnaces, the second type includes electric arc furnaces and electric induction furnaces. The most widely used furnaces for melting cast iron are shaft-type furnaces—cupola furnaces. Gray cast iron produced in these furnaces is used for casting parts of various complexity. Electric furnaces melt steel, alloy cast iron, and white cast iron, which is then processed into malleable cast iron. The cupola furnace diagram is shown in Fig. 35. The cupola is a shaft furnace, the basis of which is a welded metal casing 1, lined on the inside with refractory bricks 2. The gap between the casing and the lining is filled with dry quartz sand 3. There is a loading window in the upper part of the cupola 4. Part of the cupola shaft located below the loading window , is lined with cast iron hollow bricks 5, which protect it from destruction when loading the charge 7.
Load the cupola using a skip hoist or jib crane. The upper part of the cupola ends with spark arrester 6.
To maintain combustion in the cupola furnace, air (blown) is supplied through special holes 8, called tuyeres, and blown by a fan. Molten cast iron along the hearth 9, located in the lower part of the shaft, flows through a special hole and chute into the reservoir 10. At the beginning of work, a layer of coke 500-1500 mm high is loaded into the cupola and ignited. This layer of coke is called blank shell. Then the working coke shell, flux and the first portion of the metal charge are loaded onto the idle shell. After loading the materials, the air necessary for combustion of the fuel is supplied through the tuyeres. In the melting belt, cast iron and slag are melted and flow into the cupola furnace. The resulting gases, rising upward, heat the metal charge and fuel, and then go into the pipe.
As the coke burns and the cast iron melts, the charge loaded into the cupola falls down, and new portions of charge materials are loaded in its place. During the melting process, liquid iron accumulates in the cupola furnace. The slag floats to the surface of the cast iron and is periodically released through the slag tap hole. The accumulated cast iron is drained through a tap hole along a chute into a special storage tank, and then into a ladle. The productivity of cupola furnaces is 0.5–30 tons of cast iron per hour.
For the purposes of fire safety and protection from pollution of the surrounding area, cupola furnaces are equipped with spark arresters, which are also dust collectors.
For melting steel, foundries use open-hearth and electric arc furnaces with basic and acid linings, as well as induction crucible furnaces.
In Fig. Figure 36 shows a diagram of an electric arc furnace. The heat source in this furnace is an electric arc that occurs between the melt 3 located in the bath of the furnace 4 and three graphite electrodes 1 (passing through the roof of the furnace 6), through which an electric current is supplied. The capacity of such furnaces is 1.5-10 tons. Melting duration is 1.5-4 hours. The prepared metal is poured when the furnace is tilted, carried out by a special mechanism, through chute 5. The charge is loaded into the furnace through window 2 or through the furnace roof, raised and rotated by a special mechanism.
Melting steel in an electric arc furnace consists of the following operations: filling the electric furnace, filling the charge, melting the charge and casting the finished steel.
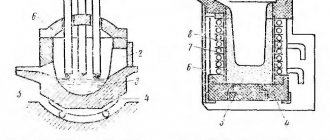
An induction furnace (Fig. 37) consists of a frame 6 made of non-magnetic material, inside of which there is an inductor (coil) made of turns 7 of a copper tube through which cooling water flows. The turns are separated from each other by insulation '8. The melting crucible 5 in this furnace is made of a stuffed lining. The upper parts of the lining 1 and 3 and its lower part 4 are made of shaped refractory bricks, layer 2 is made of refractory coating. The heat source in these furnaces is an induction current excited in the charge loaded into the crucible when an alternating current of high frequency is passed through an inductor.
Read also: Tools for making knives
Rice. 38. Single-phase electric arc furnace for melting copper alloys
Melting of non-ferrous alloys is carried out in crucible furnaces with oil or gas heating, in electric resistance furnaces, as well as in arc or induction electric furnaces.
Copper alloys are melted in crucible, flame and electric furnaces. The most widely used are single-phase electric arc furnaces of the DMK type (Fig. 38). The furnace is a metal drum 1, lined with refractory bricks 2. The heat required to melt copper is created by an electric arc arising between two horizontally located electrodes 3. Mounted on rollers 4, drum 1 can be rotated to a certain angle by a motor and a gear drive.
Charge materials are loaded through a working window equipped with a chute through which the finished melt is released. For the smelting of copper alloys, the charge materials are pigs, machine scrap, waste from own production, etc. During the smelting process of copper, zinc and lead, harmful gases and vapors are released, so smelting furnaces are equipped with powerful exhaust ventilation.
Aluminum alloys are melted in crucible and flame furnaces, electric resistance furnaces and induction furnaces. In Fig. 39 shows a gas-heated crucible furnace for melting aluminum alloys. The furnace has a refractory lining 1, inside which a cast iron crucible 2 is inserted. Gas is supplied to the burner 4 and burns in the space between the lining and the crucible. Hole 3 is provided for releasing metal when the crucible burns out. Combustion products and gases from the alloy are removed by an exhaust hood 5. The furnace is suspended by axles on side supports and can be tilted using a steering wheel and a worm gear.
Unlike industrial equipment, a homemade furnace for melting metal is a compact device. Such portable equipment can be used to smelt, harden or smelt non-ferrous metals.
Melting furnaces - transistorized
The transistor induction melting furnace is designed for the charge of ferrous and non-ferrous metals. It is produced on the basis of a mid-frequency induction heater, which is assembled using MOSFET transistors and IGBT modules, which allows saving on electricity up to 35%, having a high efficiency of 95%. More details
Transistor-based induction melting furnaces are suitable for small industrial foundries that need to melt small amounts of metal. The advantages of melting furnaces include their mobility and ease of maintenance, since they use a graphite crucible, which saves time on making the lining and drying it.
Device
An arc furnace with a bottom electrode or another design has a single design principle for such units:
- graphite electrodes for electric arc furnaces – 3 pcs. they are installed in special holders to which cables supplying electricity are connected;
- The furnace body is cylindrical in shape. The lower part is made in the form of a sphere; the charge is placed into it. In the space between the electrodes, after applying a load, an arc occurs, and the melting material is gradually melted and brought to a liquid state. The interior of the hearth is lined with refractory material that can withstand prolonged exposure to high temperatures;
- the outer part is closed using a steel case, in the planes of which an automatic control system with many sensors and thermocouples is fixed. Furnace models can be additionally equipped with a water cooling system;
- a special chute is made to drain the melt;
- on the front side there are several cavities with doors for monitoring the progress of melting and taking samples for chemical analysis of the readiness and quality of steel;
- Several cavities are made in the body to remove slag and add alloying additives and adjust the composition of the steel.
For normal operation, it will be necessary to equip the structure with a high-voltage step-down transformer connected to the power line, buckets for draining finished steel and taps for loading charge and other additives. To ensure the operation of the units, safety valves and an emergency power shutdown system are installed, as well as an automatic control unit for the operation of the furnace.
An arc melting furnace has such a general device. But the design may change with different furnace options.
The figure shows the general diagram of an electric arc furnace.
The size of the electric arc furnace may affect the choice of transformer power, electrode dimensions and wall thickness, but the general design principle remains the same.
The dimensions of the electrodes are selected according to the data in the installation documents.
What steels can be produced in arc furnaces?
When asked what kind of steel can be produced in arc furnaces, an experienced metallurgist will answer without hesitation - all kinds and even cast iron. Even in the online games “space engineers” and “immersive engineering” you will find ways to build such furnaces and produce various alloys and steels. Electric arc structures are used for production on an industrial, laboratory or home scale:
- structural or alloy steel with varying levels of carbon and alloying additives;
- refractory alloys;
- melt gold, silver and other metals in small quantities for a jewelry or home workshop;
- production of all grades of cast iron and for its remelting into alloy steel;
- high-temperature steels are used for growing single crystals and melting optical glass and fibers.
Melting furnaces - thyristor - LEGNUM (Taiwan)
The Rosinductor company offers to buy LEGNUM induction melting furnaces (Taiwan); these furnaces are the most popular among Russian buyers. Thyristor induction melting furnaces Legnum are supplied in two modifications: hydraulics and gearbox, the main buyers are medium and large smelting plants with a capacity of 2000 tons/year. More details
The induction melting furnace is supplied with two melting units; they are installed on a pre-prepared foundation. The main advantages are efficiency, on average 20-30% more economical than any other analogues presented on the Russian market, reliability, modern design and affordable price. Rosinductor supplies induction melting furnaces not only to all regions of RUSSIA, but also to the countries of the former CIS. By contacting our company, be sure that the induction melting furnace you buy is guaranteed to have the best price, quality, reliability and delivery conditions. More details
| Semi-continuous furnaces |
| All pages |
Page 1 of 3
This group of furnaces is characterized by an extremely wide distribution in ferrous and non-ferrous metallurgy, mechanical engineering and other industries. Depending on their purpose, foundry furnaces have a variety of designs. Furnaces operate only for the production of simple castings, in other furnaces they produce lost wax casting, and finally, thirdly, centrifugal casting is carried out.
In vacuum foundry furnaces, parts of aircraft engine turbines are cast: blades, guide disks, valves and other parts made of heat-resistant alloys.
Foundry furnaces are characterized by high melting rates. They are usually serviced by high-power generators. For example, a furnace with a capacity of 22 kg has a generator with a power of 200 kW, while a conventional vacuum induction furnace of the same capacity is served by a generator with a power of 50 kW. The optimal operating condition for the furnace should be considered to be operation when the duration of degassing and melting is the same. Unlike conventional melting furnaces, foundry furnaces operate on pre-melted prepared billets. In some furnaces, the charge billet is grasped by a special pneumatic clamp, which introduces it into the crucible and is automatically released when the workpiece touches the bottom of the crucible.
In other cases, the crucible is loaded in a horizontal position if the charge consists of ingots of different sizes. In stationary type foundry furnaces with a capacity from 1 to 100 kg, you can fill either one or several molds (up to 40). Filling is carried out through a special funnel with a volume of one mold. Foundry furnaces are characterized by high casting speeds of up to 3 kg/min and low pressure during melting - about 10-4 mm Hg. Art.
An important issue is the fast and continuous pouring of the mold without interruption of the jet at a speed of 1 to 5 kg/s. In this case, the crucible does not have a drain spout. The axis of rotation of the crucible is located depending on the ratio of the diameter to the height of the crucible and is usually located in the middle of the height of the crucible and, when filling the mold, moves inward relative to the axis of the crucible.
The challenge for foundry furnaces is heat retention by the mold. The preheated mold should have good thermal insulation and be loaded into a container with hot refractory material or placed in the preheated device of a vacuum induction furnace.
Already, the dimensions of castings reach hundreds of millimeters and furnaces are being designed for castings larger than 1 m in size. The practice of vacuum foundry production currently recognizes the technology of only remelting the finished metal without alloying in a vacuum or using fresh charge materials.
American has a workshop consisting of 450-kg vacuum induction furnaces and a department of small vacuum furnaces. In large furnaces, a charge billet is smelted, which must contain the main components of the charge. During this remelting, the main deoxidation and degassing of the metal occurs. In secondary remelting in a vacuum in smaller furnaces, the composition of the metal is finally adjusted and the desired degree of refining it from non-ferrous metal impurities is achieved. The duration of the second heat does not exceed 15-30 minutes. Then the charge billet is used in foundry furnaces.
In foundry, great attention is paid to the cleanliness of the crucible of a vacuum induction furnace. Batch furnaces must be thoroughly cleaned after each melt, since metal residues in the crucible oxidize and contaminate subsequent melts. Currently, there is also a tendency to use the principle of semi-continuous operation.
In addition to stationary ones, foundry furnaces with centrifugal casting are also used, which has an advantage when casting parts with an uneven distribution of mass over the volume and parts with thin sections.
Centrifugal casting is used for products made of non-ferrous alloys containing copper, including jewelry.
There are two types of centrifugal casting plants:
1. The crucible and mold are located on the same axis of rotation with counterweight balancing on small installations.
2. The mold is placed above the crucible and after melting is completed, the crucible is pulled up from the inductor, so that the mold and crucible can be rotated in a horizontal direction, and the metal will fill the mold.
In these furnaces, the crucibles are made of graphite or quartz, which are unsuitable for iron or nickel based alloys smelted in corundum crucibles. Large centrifugal casting machines have a manifold into which metal is poured from a furnace, and then the manifold rotates along with the mold. Filling can be done by tilting the crucible, as well as through its bottom.
In the designs of foreign foundry furnaces, square or rectangular bodies are used, closed with ordinary doors with a vacuum seal.
An English casting vacuum furnace with a capacity of 25 kg with a rectangular melting chamber consists of three compartments: a loading chamber, a melting chamber and a mold chamber. The melting chamber has a height of 975, a width of 825 and a length of 575 mm. The loading chamber is a pipe welded to the side of the furnace. Using a rod, blanks with a diameter of 100 and a length of 350 mm are loaded into the crucible. The mold chamber is located at the bottom. It has a door through which the molds are installed. The molds are moved into the casting position using a pneumatic rod.
To produce larger castings weighing 160-225 kg, a semi-continuous furnace is used, consisting of three sequential chambers: mold heating, melting, pouring and cooling. The furnace is loaded from above using a sluice device. There is also a kettle-type ladle with electric heating. The casting molds are transferred to the heating chamber by a chain conveyor, where they are heated to 926-1040 ° C. Then the molds, closed with lids with metal gaskets, follow into the furnace chamber. Before pouring, the covers are removed using an electromagnetic device.
Semi-continuous casting furnace with a capacity of 25 kg. Blanks with a diameter of 100 and a length of 500 mm are loaded into the crucible from above through a sluice. At the end there is a sluice chamber for molds measuring 300×200 and 400 mm high.
In this furnace, 15 kg of metal is melted in 10-15 minutes. The overall dimensions of the installation are 5000×2500, height 2000 mm, weight 2.7 tons. Power supply from a 100 kW generator with a frequency of 2000 Hz and a voltage of 250 V.
Data on serial domestic furnaces for casting are presented in table. 31.
A diagram of a typical furnace is shown in Fig. 77. The furnace has a cylindrical body with movable and fixed detachable parts. The fixed part consists of a casing with tubular water cooling, with an upper flat water-cooled cover on which a radiation pyrometer, an immersion thermocouple, a device for settling the charge and viewing devices are located. The moving part is a spherical cover on which a coaxial current lead, an inductor and a tilt mechanism are located.
The lid is rolled to the side using a mechanized trolley. A bracket for the mold is placed permanently on the induction furnace, at an angle of 90° to the crucible axis. The tilting mechanism allows for casting in 2.5-24 seconds. It is located on the outside of the spherical cover and consists of an electric drive, a gearbox, an electromagnetic brake and a gear drive. The mechanized trolley has a frame with three running wheels. Semi-continuous ovens have airlock loading and mold chambers.
The loading chamber is located on the top of the furnace lid, on the stationary part of the furnace and is separated by a DU-260 shutter. It is a cylinder with a drum inside. A cable is wound on the drum, lowering and raising the loading basket. The drum is driven by an electromechanical drive. The camera also has a manual lifting and rotating mechanism for lifting it and moving it to the side.
The mold chamber is a rectangular water-cooled housing, closed at the end with a lid on which a rack-and-pinion mechanism for moving the trolley with the mold and an electromechanical drive are mounted. It is located on the side of the stationary part of the melting chamber and is separated from it by a DU-900 shutter.
The larger furnaces ISV-0.06NF and ISV-0.16NF with a capacity of 60 and 160 kg had casting chambers located below the melting chamber. Inside the filling chamber there is a rotary table and two mechanisms for moving molds. One for loading molds onto the table, the other for feeding molds for pouring.
The ISV-0.12 furnace was designed for centrifugal casting. The filling chamber of this furnace is equipped with a centrifugal device with a rotation speed during pouring from 30 to 350 rpm. Pouring can only be done in one mold. If it is necessary to pour into several forms, they are fed into the filling chamber one by one. The disadvantage of the furnace design is that when changing molds the mold chamber has to be depressurized.
Table 31 CHARACTERISTICS OF VACUUM INDUCTION FURNACES OF A UNITED SERIES FOR CASTING
Batch furnaces
| Characteristic | ISV-0.01 NF-M2 | 0,025 | 0,040 |
| Capacity, kg……. | 10 | 25 | 40 |
| Average crucible diameter, mm | 118 | 164 | 192 |
| Crucible wall thickness, mm | 40 | 43 | 45 |
| Inductor diameter, mm | 198 | 250 | 283 |
| 'Inductor height, mm | 274 | 235 | 250 |
| Number of inductor turns | 8 | 7 | 7 |
| Maximum mold size, mm. | 170X 170X300 | 270X270X370 | 300X300X400 |
| Furnace dimensions, m | 6.3X4.65X4.00 | 6.3X4.65X4.0 | 6.3X4.65X4.0 |
| Furnace weight, t | 8,36 | 8,36 | 8,5 |
| Semi-continuous | |||
| Characteristic | ISV-0.01 PF-M2 | 0.025 PF-M2 | 0.040 PF-M1 |
| Capacity, kg……. | 10 | 25 | 40 |
| Average crucible diameter, mm | and?X | 165 | 192 |
| Crucible wall thickness, mm | 40 | 45 | 45 |
| Inductor diameter, mm | 198 | 255 | 283 |
| Inductor height, mm. . | 274 | 245 | 250 |
| Number of inductor turns | 8 | 7 | 7 |
| Maximum mold size, mm. | 400X400X500 | 400X400X600 | 500X600X650 |
| Furnace dimensions, m | 8.25X3.49X4.00 | 8.25X3.49X4.0 | 8.25X3.49X4.0 |
| Furnace weight, t | 12,55 | 12,60 | 12,65 |
Note. Generator power 100 kW, voltage 400 V, frequency 2400 Hz.
Previous — Next >>
Melting furnaces - main characteristics
During metal melting, the furnace is controlled mechanically or remotely. In both cases, the process must be managed by trained personnel with appropriate permits and approvals. The Rosinductor company performs work on setting up converters, troubleshooting and maintaining smelting equipment in working order.
When choosing a melting furnace, you need to think about the choice of crucible. This determines what metal will melt and how many melts it can withstand. On average, the crucible can withstand from 20 to 60 heats. For a long service life of the crucible, you must use high-quality and reliable materials. The melting time of metal takes no more than 50 minutes in a heated melting furnace, so a furnace of small volume and power can have high productivity.
The delivery set of melting furnaces includes the main elements: thyristor or transistor frequency converter, melting units, capacitor banks, templates, water-cooled cables, control panels, cooling systems.
Security measures
When starting to operate a homemade furnace, you should take into account the threats that arise during smelting:
- Splashes of molten metal and heated parts of the installation often cause severe burns.
- In case of fire, there should be a bucket of cold water near the workplace.
- The lamp circuit must be placed in a housing to prevent accidental contact with parts that are supplied with high voltage.
- The range of the electromagnetic field is not limited by the dimensions of the housing. Therefore, before melting begins, you need to remove all metal jewelry and put electronic devices away. If you are near the oven, a mobile phone, digital camera, or MP3 player may be damaged. People with an implanted pacemaker are not recommended to be near the induction unit while melting is in progress.
In a home furnace, not only melting is performed, but also parts are heated before tinning, molding, and hardening. Despite the simplicity of the considered circuits, homemade induction installations are not inferior in basic characteristics to factory-made models for domestic use. If necessary, they can be easily configured to solve a specific problem by changing the parameters of the induction coil and the output signal of the generator.
Melting furnaces for aluminum
Melting furnaces for aluminum have their own characteristics, because the melting point of aluminum is 660 °C (390 kJ/kg). When choosing a furnace for aluminum, you should know that the thyristor converter should not be powerful, and the melting unit itself differs in size from the unit for steel or copper by 2-3 times. Accordingly, it is not recommended to melt other metals in it.
Aluminum alloys can be melted in furnaces with oil, gas and electric heating, in flame reverberatory furnaces, but the highest quality metal and high speed are obtained when melting in induction melting furnaces, due to the homogeneous composition of the charge, which is perfectly mixed in the induction field.
Advantages and disadvantages
The use of electric arc furnaces for steel smelting is widely used in the metallurgical industry. The main advantages of using such equipment are the ability to carry out the following operations:
- melting the charge regardless of its composition;
- rapid heating of metal in a furnace;
- temperature control;
- deoxidation of the metal and resulting in a material with a low content of impurities.
When remelting steel in a furnace unit, all conditions are created to reduce the waste of alloying components. This ensures that metal losses due to oxidation at high temperatures are reduced.
Electric arc units are widely used for industrial purposes for melting various metals. With their help you can obtain high-quality strong steel alloys. The efficiency of an arc furnace largely depends on the quality of the heating device. Therefore, you should purchase reliable equipment from well-known and trusted manufacturers.
Melting furnaces for steel
Melting furnaces are heated to their maximum temperature when melting steel, 1500 - 1600 ° C and are accompanied by complex physical and chemical processes. When remelting steel, it is necessary to reduce the content of oxygen, sulfur and phosphorus, which form oxide and sulfide elements, which reduce the quality of steel.
A feature of steel melting in melting furnaces is the use of lining mixtures, in contrast to copper melting, where a graphite crucible is used. Melting furnaces mix the metal well due to the induction field, which evens out the chemical composition of the steel.
The above advantages are excellent for smelting alloy steels, with minimal losses of alloying elements: tungsten - about 2%, manganese, chromium and vanadium - 5 - 10%, silicon - 10 - 15%, taking into account the scarcity and high cost of alloying elements.
Steel melting has the following features and advantages:
- The most important castings are melted using the oxidation method, because during the boiling of the metal, all non-metallic inclusions are removed and the phosphorus content is reduced. The composition of the charge is taken from scrap carbon steel or cast iron to obtain an average carbon content of 0.5%;
- If you are going to melt steel with a high content of manganese, aluminum, chromium, you need to choose an acid lining, because the durability of the crucible will be twice as high;
- Before starting melting, the crucible is filled with metal, but the top should not be filled tightly, this can lead to the formation of arches and, accordingly, waste of metal, since the charge will settle during melting of the lower pieces;
- The steel melting time ranges from 50-70 minutes, depending on the heating of the melting unit;
- Melting furnaces for steel have high productivity in the production of castings of small mass and size.
How to melt metal at home
The metal is placed in a cup or crucible and transferred to the furnace. First, large pieces are melted, then small ones are added. Fill the entire container with small shavings and sawdust at once. To obtain castings without harmful impurities and reduce losses, you need to know how to melt different types of metal. Precious metals are placed in glass ampoules of medicinal solutions and melted together with them. The glass crust that forms on the surface of the castings cracks and crumbles after cooling with water. Non-ferrous metals are melted in iron containers, and steel, cast iron, and iron are melted in graphite crucibles.
Copper Melting Furnaces
Copper, copper alloys, bronze, brass can be melted in all melting furnaces, where the temperature is maintained at 1000 - 1300 ° C. However, it is preferable to use induction melting furnaces, since one melt in them will not exceed 40 minutes. The copper used in Russia today is not particularly pure. Typically it contains the following impurities: iron, nickel, antimony, arsenic. Copper with an impurity content of 1% is considered pure metal.
The main important quality of the metal is its high electrical and thermal conductivity. This determines the low temperature for melting. Copper smelting temperature is 1084°C. Copper is a fairly flexible metal that is widely used in various technical industries; here are some of its features:
- Copper can be melted in an open environment, in a vacuum and in a protective gas environment;
- Copper is melted in a vacuum to obtain oxygen-free copper, with the ability to reduce O (Oxygenium) oxygen to almost zero 0.001%;
- The main charge when producing oxygen-free copper is 99.95% cathode sheets; before loading the sheets into the furnace, they must be cut, washed and dried from the electrolyte;
- The lining of the melting furnace above the metal level is made of magnesite;
- To avoid oxidation, smelting is carried out using charcoal, fluxes, glass and other components.
Operating principle of steel-smelting electric arc units
The main function of arc furnaces is to release heat to the arc due to the high accumulation of electricity. Thanks to this, metal is melted at a significant heating rate.
An arc can burn both in the vapor of the processed material and in a normal atmosphere. The most popular in the industrial sector are electric arc steel-smelting furnaces. To produce steel, secondary raw materials – scrap – are consumed. The melting process consists of several stages:
- the vault rises;
- the charge is loaded into the furnace using a special crane;
- the arch is fixed in place;
- electrical power is supplied to the electrodes;
- electrical conductors touch the scrap loaded into the unit;
- an interphase short circuit is formed;
- automatic lifting of holders with electrodes is triggered;
- an electric arc ignites.
Thus, the operation of the furnace begins, which occurs at a high power temperature. It consists of the following main stages:
- Melting scrap metal. The heated charge is covered with a protective film, which blocks the access of harmful gases to the material. At the same time, various substances that have a bad effect on the quality of the metal are absorbed.
- Oxidation process. Harmful elements are corrected. At this time, the temperature in the unit rises. Its value becomes 120 degrees higher than the limit established for metal melting. Phosphorus and sulfur should occupy no more than 0.15 percent in the total composition. Hydrogen and nitrogen levels are also monitored.
- Recovery. Sulfur elements are removed from the material, and the composition of the metal is brought to standard values.
The operating process of a furnace device largely depends on its design and functional features.
Induction furnace for metal melting
An induction furnace for metal melting heats the metal charge with high frequency currents (HFC) in an induced electromagnetic field under the influence of eddy electric currents. Melting furnaces consume a large amount of electricity, so we offer furnaces not only with a thyristor converter, but also with an economical transistor converter. The furnace uses a lining or a graphite crucible, in both cases they are only enough for 20-40 melts. High melting point allows one metal melt to be performed in 50 minutes.
ZAVODRR – furnaces for melting metals from Russian, Asian and European manufacturers with a crucible capacity from 1 to 10,000 kg. Supply, installation, commissioning and inexpensive maintenance of furnaces.
Let's look at the features of furnaces for melting ferrous, non-ferrous and precious metals:
- Aluminum smelting furnace (aluminum smelting in furnaces is carried out at a temperature of 660 °C, boiling point 2400 °C, density 2698 kg/cm³);
- Furnace for smelting cast iron (cast iron smelting 1450 - 1520 °C, density 7900 kg/m³);
- Copper smelting furnace (copper smelting 1083°C, boiling point 2580°C, density 8920 kg/cm³);
- Furnace for gold smelting (gold smelting 1063°C, boiling point 2660°C, density 19320 kg/cm³);
- Silver smelting furnaces (silver smelting 960°C, boiling point 2180°C, density 10500 kg/cm³);
- Furnace for steel melting (steel melting in furnaces 1450 - 1520 °C, density 7900 kg/m³);
- Iron smelting furnace (iron smelting 1539°C, boiling point 2900°C, density 7850 kg/m3);
- Furnaces for melting titanium alloys (titanium melting 1680°C, boiling point 3300°C, density 4505 kg/m³);
- Furnace for lead smelting (lead smelting in furnaces 327°C, boiling point 1750°C, density 1134 kg/cm³);
- Brass smelting furnace (brass smelting in furnaces 880–950 °C. density 8500 kg/m³);
- Bronze smelting furnaces (bronze smelting in furnaces, 930–1140 °C 8700 kg/m³).
Electric furnaces for melting ferrous and non-ferrous metals are selected based on your technical requirements. The first deliveries of furnaces began in 2008; today furnaces for melting metals have been successfully operated by more than 50 foundries for 8 years.
Who invented it?
An electric arc furnace, namely the effect of melting metal using an electric arc, was first shown by the domestic scientist Popov at the beginning of the 19th century. Such experiments have shown that using an electric arc installation it is possible not only to melt metal and steel, but also to restore new materials from oxides when heated together with carbonaceous reducing agents. These experiments became the ancestor of electric arc welding.
But in parallel with Popov, research was also carried out by foreign scientists. Already in 1810, Davy Humphrey showed the first experimental installation of arc combustion, and in 1853 an attempt was made to build the first smelting furnace by Pichon. 1878 is the year when Wilhelm Siemens received a patent for the invention of the first electric arc furnace. But the world's first arc steel-smelting plant appeared only in 1899. Therefore, disputes about who invented this device continue to this day.
Widespread use of such devices in the steelmaking industry began after the end of World War 2.
Several photos of electric arc furnaces: