general information
Many people know that the surface of aluminum and its alloys is prone to passivation; a natural oxide film is formed on it, which is very thin and therefore is not able to provide adequate corrosion and mechanical protection of the metal.
To increase the properties of corrosion resistance and mechanical strength of aluminum and its alloys, the metal surface is subjected to anodic oxidation, in other words, anodization, in solutions of acids and alkalis, which increases these parameters tens, and under certain conditions, hundreds of times. In addition to increasing corrosion resistance, anodic oxidation also imparts to the surface of aluminum and its alloys such properties as hardness, wear resistance, heat resistance, catalytic activity, decorative appearance, etc.
Like all electroplating coatings, aluminum anodizing is divided into several groups that have production abbreviations, all of which are presented below:
1. Solid
– An.
Oks. TV 2. Electrical insulating
– An.
Oks. From. 3. Protective
– An.
Oks. 4. Ematal
- An.
Oks. Etm. 5. Colored
- Anotsvet 6.
Protective - decorative
, filled with dye - An.
Oks. (dye color) 7. Filling in chromate solution
– An.
Oks. Nhr. 8. Ematal filled with dye
- An. Oks. Emt (dye color)
A distinctive feature of a solid anodic-oxide coating is that the coatings must have a thickness of at least 40 microns. This coating thickness gives the aluminum surface high hardness, wear resistance and anti-friction properties. It is also equally important that under heavy load and deformation, the coating, although it cracks, does not peel off.
All presented groups of anodic-oxide coatings of aluminum and its alloys have electrical insulating properties. But electrical insulating anodizing has an important feature: the coating is non-porous, and the film thickness is therefore small, up to 0.4 microns. In this regard, this coating is most widely used in the radio-electronic industry.
Protective and protective-decorative coatings for anodizing aluminum have a number of characteristic properties: the coatings are transparent or translucent (snow-white), quite porous, have good protective properties, hardness comparable to that of corundum, heat resistance up to 2000 o C and does not peel off from the metal, It is also easy to paint, well preserving the texture of the metal and the purity of the color of the dye.
Enamel coatings are protective - decorative opaque anodic - oxide coatings that have a milky enamel appearance. Such coatings are characterized by high corrosion, wear and heat resistance, and have good electrical insulating properties. They are corrosion resistant in food environments and media such as acetone, petroleum oils, alcohols, mineral and vegetable fats. The enamel coating is easy to paint, despite the fact that its porosity is comparatively lower than that of other anodic oxide coatings.
Anodizing in a chromate solution is mainly used for the anodic oxidation of aluminum wire, thin strip, etc. The resulting coating has low porosity, retains the shine of the polished surface well, practically does not change the dimensions of the part, and also has high protective properties and elasticity. It is worth noting that the coating is colorless and has a small thickness, up to 5-6 microns.
Use of anodic oxidation as a coating for metals
Anodization or anodic oxidation (oxidation) is the process of formation of an oxide film in a conductive medium as a result of exposure to electric current. Anodic oxidation is used in production for 2 purposes:
- Firstly, so that the product does not collapse under the influence of corrosion.
- Secondly, oxidation can be used to impart a wide variety of colors to metal.
How does the anodizing process work?
The anodic oxidation process can be divided into stages:
- Before anodizing, the part is prepared: cleaned, ground, degreased and polished. Any organic solvent (alcohol, gasoline, acetone) is suitable for degreasing.
- After this, the product is treated with alkali. For this, a sled heated to a temperature of 80 °C or caustic potassium is suitable.
- Another mandatory point is etching (picking). It includes cleaning from oxides that form on the surface. Otherwise, the coating will be of poor quality. These were the preliminary stages of preparing the metal surface for anodizing.
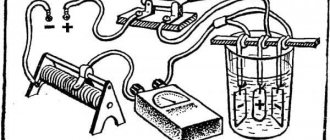
- The key stage is the anodic oxidation process itself. The metal is placed in a dielectric container with an electrolyte medium. Twenty percent sulfuric acid is usually used as an electrolyte. Anodic treatment of the metal surface occurs.
After anodic oxidation, metal parts:
- perfectly protected from corrosion,
- acquire a homogeneous surface,
- do not have previously received stripes and scratches,
- acquire beautiful color shades.
Why are titanium and its alloys anodized?
Titanium, like its alloys, has a number of disadvantages:
- low wear resistance;
- lifting and enveloping of metal in threaded connections;
- low stability when used in solutions of hydrochloric, sulfuric and phosphoric acids.
All these qualities lead to poor wear resistance of the metal. To eliminate the shortcomings, anodic oxidation is used. Thanks to the thin oxide coating, the product has:
- chemical resistance increases;
- wear-resistant properties increase;
- the surface acquires a decorative shade.
Good adsorption is observed in films with an increased layer of oxides.
For anodic oxidation of titanium and its alloys, the following solutions are suitable:
- sulfuric acid;
- oxalic acid:
- phosphoric acid;
- alkaline phosphate solution;
- alkaline solution of borates.
The film that appears during anodization is transparent from an optical point of view. Titanium and its alloys acquire color due to interference. Colors can be very diverse: blue, light blue, yellow, brown, pink, crimson, green.
The color that the titanium surface acquires depends on 2 factors:
- oxidation stress;
- anodizing alloy.
Why is it necessary to anodize aluminum and its alloys?
Aluminum naturally interacts with oxygen. As a result, a film forms on the surface of the aluminum product. It protects the part from oxidation. But the film is so thin that any mechanical impact on the product will damage it and corrosion cannot be avoided. To ensure the resistance of aluminum and its alloys to external aggressive conditions, anodic oxidation is used.
Anodizing provides the following advantages for aluminum:
- increasing the protective thickness of the coating;
- the surface becomes matte and uniform;
- stripes and scratches that were previously on the part are eliminated;
- the surface of the product acquires a decorative color.
Shades of color that are most often given to metal: pearl, light gold, dark gold, silver with a matte sheen.
Thus, anodic oxidation not only increases the wear resistance of metals, but also gives them aesthetic properties.
Source: metizmash.ru
Aluminum anodizing.
A feature of aluminum alloys is the presence of an oxide film of Al2O3 on the surface, which forms in air due to the fact that aluminum has a significant electronegative potential. This film imparts some passivity to the metal, but does not protect against corrosion due to its small thickness (5-20 microns) and high porosity. The best way to protect aluminum from corrosion is to create artificial oxide films of considerable thickness on the surface - this is the oxidation of aluminum, which can be carried out chemically or electrochemically (anodizing) .
When anodizing, an oxide film is formed as a result of anodic oxidation and protects the metal well from atmospheric corrosion, serves as a primer for paint and varnish coatings, and is easy to paint.
When anodizing, it is possible to obtain oxide coatings with specified properties: electrical insulating, conductive, porous, plastic, hard, etc. The properties of the coating are determined by the type of alloy, the composition of the electrolyte and the process mode.
Aluminum anodization is carried out in sulfate, chromate, oxalic and sulfosalicylic acid electrolytes.
When anodized in a sulfuric acid electrolyte, the films have high adsorption and corrosion resistance. This is the most economical and accessible anodizing electrolyte, but the process requires cooling and acid-resistant lining of the baths. It is not recommended to anodize parts with narrow gaps or riveted joints in sulfuric acid, from which it is difficult to wash off the acid.
Chromate electrolyte is recommended for anodizing parts of complex shapes. Its advantage is the preservation of the cleanliness of surface treatment and the dimensions of parts during anodizing, high elasticity of films, and corrosion resistance without additional processing. Disadvantages of anodizing this electrolyte: the high cost of reagents, the need for heating, and the difficulty of control.
Anodization in an oxalic acid electrolyte is carried out to obtain electrical insulating coatings of varying degrees of color depending on the thickness of the film: silver color with a thickness of 5 µm (t = 25 0 C), yellow – with a thickness of 15 µm (t = 40 0 C), brown – 100 µm (t = 50 0 C). The content of oxalic acid during anodizing: 40 – 60 g/l, temperature 15 – 25 0 C, anodic current density 2.5 – 5 A/dm 2, holding time 90 – 120 minutes, while the voltage on the bath reaches 120V.
Anodizing with painting in various colors
For coating An.Ox. For aluminum wrought alloys, anodization is carried out in an electrolyte containing 170 – 200 g/l sulfuric acid at a temperature of 15 – 23 0 C, DA = 0.5 – 2 A/dm 2, bath voltage 10 – 20 V. The duration of the anodizing process depends from further processing: with compaction with chromates - 30 - 50 minutes, with subsequent coloring after anodizing with organic dyes - 60 - 80 minutes.
Anodizing at home
Self-anodizing is almost always carried out using the cold method. Most companies providing similar services adhere to the same technology. The cold method is called because there is no need for high temperatures during the film creation process: the operating temperature range ranges between -10 and +10 degrees Celsius.
Advantages of cold anodizing:
- The surface layer is quite thick due to the fact that the rate of growth and dissolution of the oxide film on its outer and inner sides differs.
- The film comes out very durable.
- The treated metal is highly resistant to corrosion.
The only drawback of the technique is the difficulty of further painting the metal with organic-based materials. However, the metal, regardless of its characteristics, in any case receives color naturally. Color can vary from olive to black or grayish.
To carry out the work you will need the following:
- baths (aluminum containers for anodizing, as well as a couple of glass or plastic ones for making solutions);
- aluminum connecting wires;
- 12 Volt voltage source;
- rheostat;
- ammeter.
Preparation of the solution
As mentioned above, the main electrolyte for anodizing is sulfuric acid. However, outside the production premises, the use of such an electrolyte is dangerous. Therefore, at home, soda is usually used.
Preparation of the solution:
- We prepare 2 solutions - soda and salt. We pour the components into containers with distilled warm water in a ratio of 1 to 9.
- Mix the solution well and let it brew.
- Pour the solution into another container so that no soda sediment gets into it. The result of anodization largely depends on the purity of the solution.
Anodizing
First of all, you need to prepare the part. The task of the preparatory process is to clean, sand and degrease the surface before anodizing. If visible defects are not removed from the product, the resulting film will not be able to hide them, since its thickness does not exceed 1/20 of a millimeter. Just before anodizing, mix both solutions in one container.
The anodizing container must be large enough to completely immerse the part in it. In addition, the part must be fixed so as not to touch the bottom of the dish. To do this, you can use a stand or any other option - at your personal discretion. You also need to carefully approach the issue of fastening the part, since after anodizing there will be traces in the places of fixation.
The current is applied for at least 30 minutes. The need to complete anodizing is indicated by a change in the color of the part. When the part is ready, turn off the voltage and remove the metal from the bath.
After removal, thoroughly wash the workpiece. To ensure high quality results, place the metal in a manganese solution for 15 minutes. Then we rinse the part again, first in warm and then in cold water. Next, dry the metal. If the technology is not broken, the product will acquire a light gray tone. A well-done job is indicated by a uniform surface color and the absence of drips and stains.
The final stage of anodizing is film consolidation. It is necessary to close the microscopic pores present in the film coating. To do this, put the metal in a container with distilled water and boil for half an hour.
If desired, you can also paint or varnish the metal surface. The paint layer is applied by immersion.
So, anodizing aluminum can be done in different ways. However, only cold metal processing with soda and salt solutions is available at home. It is also worth noting that if the technological requirements are met, regardless of the type of solution, there is no significant difference in the quality of the resulting surfaces.
What are the differences between An.Ox.hr and An.Ox.nhr coatings?
Over the past few years, we have often seen questions from customers and forum threads “What is the difference between An.ox.hr and An.ox.nhr?”
Users on forums answered this question with a wide variety of theories and false judgments .
Here are some of them (we quote):
1) Designation of anodic oxidation with filling in chromates An.ox. xp is obsolete. Currently, according to GOST 9.306-85, the coating must be designated by the code An.ox.nkhr.
2) The difference is in the results: is the pore completely closed or not?
3) An.ox.chrome is the usual anodization of D16 type duralumin in sulfuric acid, followed by filling the oxide film in a chromium solution. Used as a decorative and anti-corrosion coating.
An.ox.nkhr is a hard anodizing of D16 type duralumin. To form a thick hard oxide film, a special low-temperature bath is used. Used to increase the wear resistance of duralumin parts in aviation (cylinder liners, V-belt pulleys, etc.)"
4) In the first case, the goal is to obtain a CONTINUOUS protective film on the surface. And “nkhr” is the saturation of the surface layer in order to INCREASE HARDNESS!
We got a little tired of these theories and decided to finally answer this question!
Any ways
There are two options for carrying out the process of oxidizing steel treatment at home. Each of them has its own advantages and disadvantages.
Warm way
A much less difficult process to carry out with your own hands. It flows successfully at a temperature of 20 degrees when using organic paint, providing an excellent opportunity to create extraordinarily beautiful things. For this purpose, you can use both ready-made paints and pharmacy dyes (brilliant green, iodine, manganese).
Hard anodizing cannot be achieved using this technology; the oxide foam is fragile, provides poor protection against rust, and is easily damaged. However, if you paint the surface after this technique, the adhesion (adhesion) of the coating to the base will be too high, nitro enamels or other paints will stick firmly, will not peel off, and provide a greater degree of protection against rust.
Cold way
This technique, when performed in a domestic environment, requires careful control of temperature, allowing it to fluctuate from –10 to +10°C (comfortable temperature for the purpose of conducting an electrochemical reaction according to the equation – 0°C). It is at this temperature regime that the anodic and cathodic surface treatment proceeds very fully, slowly creating a durable protective oxide film. This allows the home craftsman to carry out hard anodizing with his own hands, providing the steel with the greatest protection against rust.
Using this technique, you can create electroplating by applying copper, chromium or gold to the product, calculating the current strength using special equations. After such finishing it is very difficult to damage the steel part or discs. Rust protection effectively lasts for a long time even when in contact with sea water, and can be used to increase the service life of underwater equipment.
A small disadvantage is that the paint does not stick to this surface. To give the metal color, the sputtering method (copper, gold) or electrochemical color change under the influence of electric current is used (the current strength and electrolyte density are calculated using a specialized equation).
Comparison of properties of An.Ox.hr and An.Ox.nhr:
The most important thing is the properties of these types of anodizing. For convenience, let’s arrange them in the form of a plate:
| Advantages | Flaws |
| An.ox.hr | |
| The electrolyte has low aggressiveness, therefore it is recommended for oxidizing wire, thin strip, parts with welded joints, precise dimensions, as well as for cast aluminum alloys of the AL type. | Low process speed |
| Coatings retain the original shine of the metal surface | High electrolyte temperature |
| High corrosion resistance and elasticity (due to low porosity) of the coating | High voltage on the bath |
| Coatings are difficult to paint with organic dyes (due to low porosity) | |
| Low hardness and wear resistance of coatings | |
| Advantages | Flaws |
| An.ox.nhr | |
| Cheap electrolyte. The process occurs at low voltage and reduced energy costs | The electrolyte has a high etching effect and is unsuitable for oxidizing complexly profiled, welded, riveted and high-precision products. |
| High coating hardness | The coating loses its original shine and surface roughness increases. |
| High heat resistance of the coating (up to 2000 o C) | |
| Before filling the pores (An.ox), the coating is transparent or translucent; due to its high porosity, it can be easily painted in any color. Once filled, it is virtually unpaintable. | |
Historical reference
The first and most important of these was the development of the anodizing process, which transformed the aluminum surface into an extremely strong, durable and corrosion-resistant material.
Aluminum alloys are highly valued as low-maintenance materials that, due to their high temperature control and versatility, can be used in a wide range of applications, from the kitchen segment to aircraft and spacecraft.
These are not very hard materials. However, unlike pure aluminum, they are not passivated, so they are more susceptible to corrosion and rust. To maximize the benefits of aluminum and improve its durability, hardness, and corrosion resistance, these and other industries resort to the process of anodizing aluminum.
Purpose of An.ox.hr and An.ox.nhr coatings:
Based on the properties of the electrolyte, we can conclude that
• Anodic oxidation in a chromate electrolyte (An.ox.hr) is recommended for parts with riveted and welded joints and parts of complex configuration. Coatings obtained in this solution have increased elasticity and density, but their wear resistance and hardness are lower than those of oxides obtained in sulfuric acid. With a thickness of 5 microns, the breakdown voltage is 200V. Due to low porosity, coatings obtained by processing in a chromate solution are not painted with organic dyes. Recommended for products requiring surface gloss.
• For all other parts, anodizing with chromate filling (An.ox.nhr) .
Applicable devices and equipment
On an industrial scale, a sulfuric acid solution is used for anodizing steel, which ensures a high process speed and the greatest penetration depth.
Modern installations are fully automatic lines with a minimum number of personnel, whose role is reduced to monitoring the work process. All equipment can be divided into three types:
- Basics. It includes a bath and a cathode. The container must be made of an inert material with high thermal insulation properties - in this case, the electrolyte will not heat up too quickly and will last much longer. The cathode material depends on the type of metal being processed. For example, to anodize aluminum, a lead sheet is used, the size of which should be twice the dimensions of the workpiece.
- Serving. This includes units that are responsible for ensuring the operation of the installation: drive mechanisms and devices for transmitting current.
- Auxiliary. We are talking about equipment on which work is carried out to prepare workpieces for anodizing. This also includes mechanisms for moving parts and storing them.
When selecting a suitable installation, the following features must be taken into account:
- The most labor-intensive operations are loading and unloading the workpiece. Pay attention to the reliability and power consumption of these nodes.
- Productivity depends on the power of the power plant. As practice shows, the optimal rectifier power is 2.5 kW. The presence of stepless voltage level adjustment will be an additional advantage, facilitating the process of anodizing steel.
Stepless regulation will occur after the formation of a protective layer of medium thickness, when in order to maintain the current level it will be necessary to gradually increase the voltage.
- Contact pads made of flexible material should be installed along the rings of the container. Copper elements will cope best with this task.
Typical mistakes when anodizing
If you do not follow all the rules of anodizing, the resulting coating will not be resistant to external influences and will not hold paint. In addition, safety precautions must be observed. Protective clothing, gloves and goggles are required.
Electrolyte temperature
The color of the part depends on the temperature of the electrolyte. If the temperature is too low, the electrolyte resistance will be too high and it will be difficult to set the required voltage to maintain current density. But setting a voltage of about 100 Volts is unsafe at home, so it would be best to maintain the correct temperature - about -10°C. If the temperature is too high, the coating will not adhere well and the color will be cloudy.
Anodic density
The process of formation of the anodic coating is quite slow. If the density is too low, then the layer will be relatively durable, but cloudy white in color.
The optimal density is 2-2.2 A per square decimeter. This will provide insurance in case of possible errors. You should not increase the current, as defects may appear on the sample. The current density can only be increased if the electrolyte is well mixed and there is good heat removal from the part.
Cathode density
The cathode density must also be maintained within the required limits, otherwise the part may be damaged, especially if it is large. If the size of the cathode is too small, then the current lines of force will be distributed unevenly, and that is why various defects and holes may appear on the part. Therefore, cathodes are used that are twice the size of the surface area of the sample.
Part contact with suspension
To achieve the required current strength, the part must be in good contact with the suspension. Sometimes it is recommended to wrap the sample with wire, but this is not reliable. A good clamp should consist of an aluminum threaded contact pin, this will allow the electrode to be firmly pressed to the workpiece.