The cutting tools used in the metalworking process wear out (regardless of the brand of hardware) quite quickly, and are quite expensive. If you use a carbide insert in conjunction with a turning cutter, you can solve several problems at the same time, and in general significantly increase the productivity of a piece of equipment.
This article will help you understand the types of carbide inserts for turning tools and some of the features of working with them.
Replaceable carbide inserts are not used in metalworking using monolithic cutters, in which the holder and cutting part are a single unit.
general information
For the manufacture of all models of attachments for cutters, only alloys characterized by an improved formula are used - AL 20 (40) and AP 25 (40) . The geometry of any sample is thought out to the smallest detail. This allows the corresponding technological operations to be carried out with maximum accuracy and in a short time, with a significant reduction in the percentage of defects.
Existing standards
Carbide inserts come in several types. A detailed description of each of them can be found in the relevant GOST.
- 19042 from 1980. This standard defines the designation system, categorization and requirements for the shape of carbide inserts (replaces GOST under the same number from 1973).
- 19086 from 1980. This document outlines all the characteristics of chipbreakers, as well as replaceable attachments of the supporting and cutting type.
- 25395 from 1990. GOST applies to the type of carbide inserts that are fastened to the holders of through-cutting, boring and revolving cutters by soldering (01, 61, 02 and 62).
What are the benefits of using carbide inserts for cutters?
- Versatility of use of one turning tool. By changing carbide inserts, it is possible to process metals and alloys characterized by different composition, structure and hardness. If you have the necessary set of attachments on hand, then problems with metalworking associated with finding and reinstalling the necessary tool will not arise. This is especially true for automated production facilities with a large range of products.
- Savings. The plate costs much less than the cutter. If the cutting part breaks, you do not have to replace the entire tool. In addition, the service life of its housing increases by more than 20 times compared to a soldered analogue.
- Changing (rotating) the insert takes less time than reinstalling the cutter. And this is one of the components of increasing productivity.
- The attachments allow you to change the cutting mode over a wide range, which creates convenience in work, increases its speed and quality.
- Large assortment of nozzles. Selecting the right insert for each technological operation is much easier than the tool itself. For small industries (especially household lathes), it is more profitable to have a certain set of attachments than to purchase a large number of cutters of various types.
What can you do with carbide inserts?
- Surface treatment of workpieces.
- Thread cutting.
- Internal boring.
- Scan.
- Sampling of grooves, grooves and the like.
- Cut out the materials. For example, sheet glass, getinax, non-ferrous metals.
Carbide plates are brazed and replaceable.
Carbide brazed inserts (BRAZED)
The main requirement for the material of the working part of the cutter is hardness, which must be greater than the hardness of any material processed by this cutter. Hardness should not noticeably decrease due to cutting heat.
At the same time, the cutter material must be sufficiently viscous; The cutting edge of the cutter should not chip away during operation. The cutter material must have good resistance to abrasion, which occurs from the friction of the chips on the front surface of the cutter, as well as from the friction of the back surface of the cutter on the cutting surface.
These requirements are met to varying degrees by tool materials - metal-ceramic hard alloys, mineral ceramics, high-speed and carbon steels of various grades.
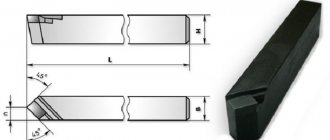
Carbide cutter inserts are available in a variety of shapes and sizes for brazing onto the cutter holder.
BRAZED CARBIDE PLATES (BRAZED).
brazed inserts for through and boring cutters
brazed inserts for scoring and boring blind cutters
brazed inserts for scoring and boring tools
brazed inserts for through and boring cutters
brazed inserts for finishing and thread cutting tools
brazed inserts for parting and slotting cutters
brazed inserts for twist drills and drill bits
brazed plates for shaped and dovetail
brazed inserts for end mills and cylindrical cutters
brazed inserts for end and key cutters
brazed inserts for end and cylindrical milling cutters
reamer plates
brazed plates for groove cutters for V-belts
brazed inserts for cutting trapezoidal threads
brazed inserts for T-cutters
But despite the high quality of modern methods for soldering carbide plates, the production of such cutters is sometimes accompanied by the formation of cracks and subsequent destruction of the plate.
WATCH THE VIDEO HOW YOU CAN SOLDER A PACK:
Therefore, recently they have been trying to replace soldering or welding of plates (especially mineral-ceramic ones) with mechanical fastening to the base.
These are the so-called replaceable inserts for cutters and face mills with mechanical fastening; a distinctive feature of these inserts is the presence of a hole in the center of the insert for its fastening.
WATCH VIDEO REVIEW:
REPLACEABLE CARBIDE INSETS
replaceable carbide triangular inserts for passing, scoring and boring cutters
replaceable carbide inserts triangular with hole
replaceable carbide inserts triangular with clearance angle 11*
replaceable carbide inserts, triangular with hole and chip-breaking grooves
replaceable tetrahedral carbide inserts for bore cutters, boring cutters and end mills
replaceable carbide inserts square with clearance angle 11*
replaceable tetrahedral carbide inserts with hole
replaceable tetrahedral carbide inserts with hole and chip-breaking grooves
replaceable carbide inserts rhombic 80* with hole and chip-breaking grooves for milling cutters and special cutters
replaceable carbide pentagonal inserts for through cutters
replaceable carbide pentagonal inserts with a hole for through cutters and end mills
replaceable carbide inserts, pentagonal, with hole and chip-breaking grooves
METAL-CERAMIC CARBIDE ALLOYS
The most modern materials for turning tools and milling cutters are metal-ceramic hard alloys, which retain their cutting properties when heated during operation to a temperature of 800-900 ° C.
These alloys consist of the finest grains of carbides of refractory metals - tungsten, titanium and tantalum, cemented with cobalt. Metal-ceramic hard alloys are divided into three groups: tungsten, titanium-tungsten and titanium-tantalum-tungsten.
Tungsten carbide alloys are intended for processing cast iron, non-ferrous metals and their alloys and non-metallic materials. For the manufacture of turning cutters, tungsten hard alloys of the brands VK2, VK3M, VK4, BK6, VK6M, VK8, VK8V are used. The letter B in each of these brands means tungsten carbide, the letter K means cobalt; the number in the stamp after the letter K indicates the amount (in percentage) of cobalt contained in this alloy. The rest is tungsten carbide.
Thus, for example, a VK2 alloy contains 2% cobalt and 98% tungsten carbide. The letter M, shown at the end of some brands, means that this alloy is fine-grained (grain size 0.5-1.5 microns). The letter B is assigned to the grade of the alloy if it is coarse-grained (grain size 3-5 microns).
The fine-grained nature of the alloy gives it wear resistance greater than the wear resistance of a normal alloy of a given grade, with less strength and resistance to shock, vibration and chipping.
The coarse grain of the alloy, on the contrary, increases its strength and resistance to shock, vibration and chipping and reduces the wear resistance of the alloy.
Titanium-tungsten hard alloys are used for processing all types of steels. When turning, alloys of grades T5K10, T5K12V, T14K8, T15K6, T30K4 are used. In each of these brands, the letter T and the number following it indicate the amount (in percent) of titanium carbide contained in this alloy, and the number after the letter K indicates the content (in percent) of cobalt. The rest of this alloy is tungsten carbide. Thus, for example, the T5K10 alloy contains 5% titanium carbide, 10% cobalt and 85% tungsten carbide.
Titanium-tantalum-tungsten alloys are used in particularly difficult cases of steel processing. Currently, only one grade of this alloy has been introduced into GOST, namely TT7K12, the content of which is 7% titanium and tantalum carbides, 12% cobalt and 81% tungsten carbide.
Recently, under certain conditions, mineral-ceramic materials, the main part of which is aluminum oxide, are used as tool materials. These materials do not contain relatively rare elements: tungsten, titanium, cobalt, etc.
The heat resistance of cutters equipped with mineral ceramics is very high and reaches 1200° C or more. This is the main advantage of mineral-ceramic materials in comparison with hard alloys, the main components of which are rare and expensive elements and whose heat resistance is lower.
The disadvantage of the mineral-ceramic alloy is its relatively low and unstable bending strength (brittleness). Therefore, it is used for semi-finishing and finishing machining of cast iron, steel and non-ferrous alloys.
For the manufacture of turning tools, high-speed steel grades P18 and P9 are used. The main elements of high-speed steel grade P18, most widely used for the manufacture of cutters, are tungsten (17.5-19%) and chromium (3.8-4.4%), which impart to the steel the property of self-hardening and heat resistance when heated to approximately 600°C . Carbon (0.70-0.80%), which is part of the steel in question, combines with tungsten and chromium, increasing its hardness. In addition, P18 high-speed steel contains a small amount (1.0-1.4%) of vanadium.
The less common P9 high-speed steel contains tungsten (8.5-10.0%), chromium (3.8-4.4%), carbon (0.85-0.95%), vanadium (2.0- 2.6%) and other elements that do not have a significant impact.
In addition to steels R18 and R9, in recent years high-speed steels of the grades R18F2, R14F4, R9F5, R18K5F2, R10K5F5 and R9K9 have been used for the manufacture of turning tools. The letter P in these stamps stands for tungsten, the letter F for vanadium, and the letter K for cobalt. The numbers after the letters determine the percentage content of these elements in a given steel. In addition to the elements that characterize these steel grades and are indicated in their designations, these steels also contain carbon, chromium, molybdenum and other components.
Of carbon steels, steel grades U12A and U10A are used for the manufacture of cutters. In these brands, the letter U conventionally means that the steel is carbon; the numbers following it indicate the average carbon content in tenths of a percent, and the letter A also conventionally indicates that the steel is high quality. Thus, the U12A grade denotes high-quality carbon steel with an average carbon content of 1.2%. In addition to carbon, these steels contain manganese, silicon, chromium, nickel, sulfur and phosphorus.
When heated to 200° C, carbon steel cutters lose their durability and become unsuitable for further work. Therefore, at present they are used very rarely and mainly for processing soft and medium-hard materials at low cutting speeds.
Features of using carbide inserts
Dimensions – in mm.
- Primary sharpening of the cutting edge is carried out at the manufacturer. Since it gradually wears out, the product simply turns over, that is, its other face, previously unused, becomes working. Therefore, there is no need to systematically sharpen the edge, which is typical for brazed turning tools.
- For rough processing of workpieces, thicker plates (up to 6) with long edges (up to 25) are used. Technological operations called finishing (for example, grinding) are performed with small products. Their minimum dimensions are: length – 7, thickness – 3.
Manufacturers of quality carbide inserts
Judging by the reviews of amateurs and professionals on thematic websites, there are no significant complaints about the products of the following manufacturers.
- Ceratizit (Luxembourg).
- Proxxon, BDS-Machinen (Germany).
- Ukrainian "Instrument-Service".
What to consider when choosing replacement nozzles
It is understood that they are purchased as a set, but without a cutter.
- Correspondence of linear parameters of tool and inserts.
- Specifics of product use. If metalworking involves removing significant layers from the workpiece, then you should select attachments whose material is inert to high temperatures. Working at high speeds is accompanied by increased vibrations. In this case, you need to pay attention to such characteristics of the samples as resistance to loads (mechanical).
- Type of parts processing. This already comes to the question of the required shape of the nozzles.
Design and advantages of carbide inserts
The design of carbide inserts depends on the mounting method and cutter configuration. When bolted, the plates have a hole for the fastener. Depending on the type of tool, carbide inserts for turning tools can be square, rhombic, triangular, pentagonal, etc. The number of cutting edges and service life depend on the number of edges.
Carbide inserts are made by pressing and heat treating powders of tungsten carbide, titanium carbide and other high-strength materials. In addition to hardness, the plates have high wear and heat resistance and are able to retain their properties at temperatures up to +1150°C.
Main operational advantages:
- The ability to use on one cutter the most suitable carbide insert, the type of which is most suitable for the workpiece material. This allows you to have a removable set for various operations.
- Replacing a worn and damaged insert will cost much less than replacing a solid cutter. The use of removable plates is justified for small- and medium-scale production, as well as for frequent changes in the product range.
- Minimum plate replacement time.
- High reliability even under intensive work conditions.
- Unification of plates for easy replacement and selection for the type of processing and steel grade.
Cost of carbide inserts
They are sold in sets, so the price depends on the configuration, shape, size and a number of other indicators. In addition, they may also include cutter bodies, which increases the cost. If we talk about its average value, then a kit without tools will cost 5,310 rubles, and with it – about 7,980.
In principle, it’s not that expensive, considering that, according to experts, the use of replaceable attachments gives a monthly saving of about 450 rubles on one lathe (with average equipment load).