The cutting tool becomes dull during operation. This is a natural process. The quality of the metal of the cutter or saw can only affect the rate of wear, but in any case, sharpening cannot be avoided. It is for this procedure that there are special diamond grinding wheels. They are mounted on a sharpening machine or angle grinder.
The designs of sharpening discs are different, for example, there is a diamond plate, a tool in the form of a cup, just a flat disc or any other shape. All this variety of configurations is due to the goal of making it convenient to grind or sharpen various tools.
Diamond wheels are most in demand for sharpening circular saws. They are designed to work with hard pobedite tips, which are difficult for a conventional sharpening tool to handle. Let's try to understand the questions of how diamond wheels are structured, what they are, and what exactly this or that type of product is intended for.
Types of Diamond Sharpening Blades
Diamond wheels for sharpening tools have their own classification. Abrasive tool manufacturing plants produce diamond discs in three shapes:
- In the form of a cup, it is a hollow cone inside with a metal base and a layer of diamond chips sprayed onto the working part.
- Like a plate, where there is one-sided or two-sided recess, the profile looks semicircular-convex.
- Discs with straight profile.
In addition, there are two main groups of tools, each of which uses a different diamond material for sharpening:
- An abrasive made from individually created diamonds, which is characterized by high grain uniformity.
- An abrasive made from natural diamond crystals, which are classified as technical.
And one of the most important categories that determines the purpose of a diamond disc for tool processing is the category based on the size of the bulk of the grain in the sprayed layer:
- A fine fraction of abrasive diamond used for grinding, finishing and finishing work on material processing (100/80).
- Medium abrasive diamond fraction used for targeted sharpening tasks, as well as for finishing grinding operations (125/100).
- A large fraction of abrasive diamond used in rough grinding or rough abrasion of the material being processed (200/160–160/125).
In addition to all of the above, when choosing a diamond disc for a specific grinding machine, you need to take into account the diameter of the seat, the width of the working surface of the abrasive, and the base material of the tool.
Grinding wheel grit
Certain numerical values are also used to indicate the grit size of the grinding wheel; they are presented in the following table:
| GOST | 12 | 16 | 25 | 40 |
| FERA | 100 | 80 | 60 | 40 |
As the number according to GOST increases, the size of the grains used in the manufacture of the wheel also increases, as well as the degree of penetration and feed when sharpening a band saw. However, the quality of the treated surface will be better when using fine-grained abrasive wheels.
Grinding wheel hardness
This indicator affects the self-sharpening ability of the abrasive wheel. When sharpening a band saw, the edges of the dull grains are chipped off and removed, thereby revealing new working layers of the wheel.
During the turning process, a harder wheel will hold its shape better, but its chamois will already become dull. To maintain high quality work, you will have to use more power and less feed. However, this may result in burns and risks. In addition, the relatively soft saw material will clog the pores of the wheel, which will affect the quality of sharpening.
If you use a sharpening wheel that is too soft, the bond may hold the grains very weakly, so they will begin to crumble from the body of the wheel. Soft circles will quickly lose their shape and wear out.
When working, the main thing is to choose the right level of hardness of the grinding wheel, and for this you should use the data in the table:
| GOST | M1, M2, M3 | SM1, SM2 | C1, C2 | ST1, ST2, ST3 | T1, T2 |
| FERA | Y, I, J | K, L | M, N | O, P, Q | R, S |
| Hardness | Soft | Medium soft | Average | Medium-hard | Solid |
Design of diamond wheels for tool sharpening
Diamond grinding discs are round-shaped products with a metal base and a coating of diamond powder applied to it, which is fixed to the metal with a binder, and there is also a filler.
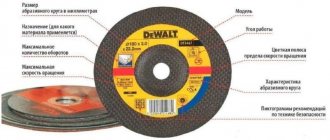
The disc brand is characterized by:
- the configuration of the body and the type of material from which it is made;
- circumference size;
- the concentration of abrasive grains;
- diamond fraction;
- the type of substance used as a binder;
- degree of accuracy;
- class of imbalance.
One of the important parameters is the wear resistance of the disc.
The bodies of diamond grinding wheels can be made of steel blanks, grades St-25, 30, 20 or 3, or aluminum alloys AK-6 or D-16, or polymer materials. For some grinding wheels of type A1PP, AGC, shanks are also made from steel grades U7 and U8.
As for the binders used, which hold the diamond grains together into a single form, discs are produced based on:
- Metallic bonds based on aluminum, copper, zinc or tin. The marking of such products indicates the letter M.
- Ceramic bundles based on fireclay or glass, to which an aluminum component is added. The marking here will contain the letter K.
- Organic-based binders are pulverbakelite and carbolite substances. The presence of such a link is indicated in the marking code by the letters KB.
Electrocorundum, graphite powder, copper, boron carbide and alumina are used as fillers.
Main characteristics of the tool
The equipment consists of a base on which a layer of powder is applied. The requirement for the selection of products for surface treatment is that the hardness of the tool should be higher compared to the workpiece.
If the difference is significant, overheating and thermal defects are possible. A small difference leads to tool failure or reduced productivity.
Features of the diamond-containing layer
The weight of a solid mineral is measured in carats. One carat is equal to 0.2 g. The grains are intergrown diamond crystals. The main characteristics of products include the size and density of particles. To hold diamonds in the working layer, binders are used, of which there are three main types.
Organic components emit little heat and are practically not salted. The advantages of the binder include strong retention of grains, including the fine fraction, which is why the equipment is used for finishing operations. The disadvantage is increased wear resistance.
Metal particles give the working layer strength; upon contact with the part, the powder heats up. Equipment with a bond made of bronze, aluminum, copper and other metals is prone to clogging and requires frequent editing.
The peculiarity of using tools with ceramic powder is for finishing viscous materials. Abrasive products are used for simultaneous processing of steel and hard alloys.
Uniformity and grain concentration
When producing powders, the compositions are divided into fractions. For this purpose, sieves with special cells are used. Product labeling is a fraction. The numerator is the size of the sides of the holes in the upper sieve, the denominator is the parameter of the lower cells.
When processing round parts, the contact point with the tool is minimal. In this case, choose abrasive products in which the working layer contains a high concentration of solid inclusions.
The uniformity and mass fraction of the abrasive affect labor productivity, the cutting ability of the tool and the surface cleanliness of the part.
Types of grain size depending on the type of processing
Grit size refers to the size of the bulk of grains among the total number of diamond particles in the abrasive.
The grain size is usually determined by three parameters: height, width and thickness, but in practice the width is taken as the basis. The surface finish of the material depends on the grain size of the sharpening wheel. This parameter also affects the efficiency of the work, the amount of metal that can be removed in one pass of the tool over the workpiece, and the wear of the working area of the diamond blade for sharpening. According to the international standardization standards FEPA, the marking of a diamond sharpening tool must contain a grit code: a combination of the letter F and a certain number following it. An increasing number indicates the presence of finer grains in the abrasive. To choose the right wheel for sharpening, you need to know the grade of material, what roughness you need to achieve in the end, and the allowable allowance.
There is an inversely proportional relationship between the grain size in the abrasive and the cleanliness of the metal surface after processing. Therefore, for finishing work, grinding wheels with the smallest diamond grains are used.
The most correct approach to processing and sharpening a tool lies in the sequential use of diamond wheels, starting with the rougher ones and ending with the finishing ones. The use of only the latter can lead to burning of the treated surface, clogging and rapid failure of the grinding wheel.
Based on the size of the grain fraction, it can be classified as one or another type of grain size:
- 100/80 – fine diamond grains. They are used to perform final finishing of thin blades, sharpening of metalworking cutters, and finishing grinding operations.
- 125/100 – medium diamond grains. Sharpening products to the required sharpness.
- 160/125 – large.
- 200/160 – very large diamond grains. Abrasives are suitable for smoothing the surface of a cutting tool.
Main characteristics
One of the main characteristics is the hardness index. The next important indicator is the concentration of diamonds per cubic centimeter, measured in carats. Standard-type indicators for these values according to the current GOST: K25 (1.1 ct/cm3), K50 (2.2 ct/cm3), K75 (3.3 ct/cm3), K100 (4.4 ct/ccm3), K125 (5.5 ct/cm3) and 150 (6.6 ct/cm3). However, the concentration may change up or down.
The importance of this value is that it has a significant impact on some technical indicators of the disk and its cost. Designs with a hard bond and a low diamond layer are designated K125
The distribution and fixation of carbon grains on the working layer is helped by a binding composition, the so-called binder. In production technology, three basic types of bonds are used.
- Metal. A working layer of this type is most suitable for pre-processing, sharpening parts made of cermets and hard alloys, and cutting off large layers of allowance.
- Galvanic. Metal body with one or more layers of nickel, coated with carbon abrasive. Designed for cutting, grinding mineral materials. In demand in the production of diamond drilling units, final finishing of punches, etc.
- Organic. When creating an organic composition, bakelite is used using formaldehyde resins. Its characteristic feature is low thermal conductivity; such devices are used in operation without coolant supply. As a rule, this is finishing grinding and finishing.
Another parameter that affects the performance characteristics of the device is the type of diamond layer and its width. The abrasive is applied to the peripheral or end part of the diamond wheel. It is the geometry that affects the amount of abrasive and the cost of the model. Height is a value that determines the durability of the structure, while the width determines the size of the area in contact with the workpiece, and therefore the temperature of the working elements and other components. The narrow width allows for increased cutting speed and depth. Large widths mean high precision and clean work.
Diamonds for emery can be 125 mm in size. The marking 150x10x3x32 means a disk with a diameter of 150 mm, a width of 10 mm, a height of 3 mm and a mounting hole size of 32 mm. The same approach is required to decipher the characteristics of grinding diamonds 150x20x5x42x32; 150x20x3x40x32.
Features of circles on organic bonds
All organic bonds cannot do without filler.
They have weak hardness, resistance to elevated temperatures and conduct heat poorly, but they are characterized by good productivity and high speed of tool sharpening operations. Diamond blades based on an organic component are purposefully used in finishing operations and when performing finishing work. They do an excellent job of sharpening pobedite materials, hard-component alloys, any metals and materials with super-hard structures. Bring the surface to be treated to levels 12 and 11 of roughness class. Discs are less susceptible to greasing, but wear out very quickly.
Peculiarities
Diamond blades are not only highly efficient and long lasting, but also self-sharpening, combined with a perfect balance between strength and brittleness. The tool is used not only in industry, but also in everyday life.
The discs themselves are made of aluminum alloys or steel. A thin layer of a special composition of bakelite resin with the addition of diamond chips of various fractions is applied to the surface of the workpieces. It should be noted that so far the industry has not invented anything that is superior in hardness to the diamond version of the abrasive. The closest value is only cubic boron nitride - borazone, elboron. The remaining abrasive substances are not at all competitors in the processing of ferrites, metal-ceramic composite and other hard-alloy materials.
Profiles on ceramic bonds
Diamond-nickel coating is used in ceramic bonds.
This coating can be single-layer or can be applied in several layers. The thickness of the ceramic-based binder does not exceed 2/3 the size of diamond grains. Due to the fact that there is a free gap between the tops of the crystals and the bond, chips removed from the surface being processed are automatically removed without creating additional obstacles to the sharpening process. Main properties of ceramic bonded grinding wheels:
- excellent ability to remove a layer of metal during sharpening;
- the ability to create abrasive tools of any configuration;
- high heat conductivity;
- acceptable cost of products.
What is a grinding wheel
It is an abrasive tool for processing products both on stationary machines and using hand tools. There are several parameters by which grinding wheels can be classified.
For their manufacture the following can be used:
- silicon carbide;
- diamond of artificial or natural origin;
- electrocorundum;
- elbor.
Depending on the grain size, the discs differ in their purpose. Between the grains there is an adhesive and filling composition - a binder, which gives it abrasive properties due to the pores. The abrasive removes particles from the material being processed.
Characteristics and features of diamond wheels for sharpening cutters
Diamond wheels for sharpening lathe cutters and other cutting tools, depending on the profile shape and type of abrasive, are specifically suitable for the following operations:
- With the shape of a straight flat profile of grade 1A1 - for processing cylindrical products, flat parts and sharpening cutters made of hard structure alloys.
- With the shape of a disc profile 12A2-20* - for sharpening the front part of a tool that has many blades made of hard structure alloys, cutters consisting of assembly units or all-metal, worm-type cutters, circular saws.
- With cup profile shape 12A2-45* - for working with the back and front surfaces of carbide cutters and grinding ends.
- With the shape of a 12R4 disc profile - for carrying out finishing and sharpening operations, as is the case with a 12A2-20* disc.
- With a straight flat profile shape and grooves of grade 9A3 arranged on both sides - for working with cutters made of hard alloys, structural elements of machines, semiconductor structure materials, and measuring tools.
- With the shape of a flat convex-semicircular profile of grade 1FF1 - for sharpening and grinding products made of hard alloys.
- With a flat conical profile on both sides for working with shaped surfaces and threads.
It should be said about the concentration of the diamond component, which has an impact on the sharpening mode. With a 100% performance, the wheels have high productivity and are able to withstand harsh processing conditions without being subject to deformation. With a 50% indicator, discs are most often used for any type of work. At 20% - finishing wheels for manual tool feeding.
Peculiarities
A grinding wheel is an abrasive replaceable element used in combination with machine tools and power tools.
The classic disk shape is not always used. Grinding wheels also include diamond cups, discs and other types of hard grinding materials. Classic abrasives are presented in the form of circles containing diamond particles. High hardness makes it easy to process surfaces made of high-speed steels, as well as other alloys. To perform high-quality work and obtain the most correct sharpening, wheels with different grain sizes are used. Their production is carried out from natural or artificially obtained raw materials. Grinding wheels are produced by bonding abrasive material with binding elements and subsequent shaping.
What to look for when choosing a diamond blade
The convenience and speed of working on a sharpening machine directly depends on the correct choice of diamond blade. In some cases, the wrong choice can cause deformation of the disc or damage to the cutter. Here's what you need to analyze before choosing a specific drive:
- the grade of metal that will be sharpened or the type of carbide;
- revolutions and power of the sharpening machine;
- shape of the surface being treated;
- degree of permissible roughness.
The diamond blade you purchase must strictly comply with all these parameters.
If you are a professional who works with turning equipment or someone who has experience using diamond grinding wheels, take part in the discussion of the topic in the comments. Expert knowledge is always valuable!
Safety at work
Operations involving grinding and cutting equipment have several hazards. This is the rotation of the device, the possibility of destruction of the disk while moving, the threat of touching rotating equipment. To maintain health, you need to fulfill the following requirements:
All work on electrical grinding equipment begins after checking the cable insulation, the presence of grounding, and the serviceability of the emergency shutdown button. Make sure that the wheels are in good condition: there are no cracks, chips, wear. Check the operation of the supply and exhaust ventilation. Overalls must be tucked in, long hair must be hidden under a cap. Before starting grinding, wait 2-3 minutes while the machine is running idle.
This will help identify hidden defects. While working, pay full attention to the operation being performed. Do not work without protective glasses or masks. Replacing abrasive wheels is only possible when the equipment is switched off. All rotating mechanisms are protected by casings, and the circles themselves are protected by transparent screens. When lifting these guards, the operation of the machine must be blocked by switches. When not working, the shields must be raised.
Modern grinding tools and machines greatly facilitate human work. And the correct choice of equipment will allow you to perform cleaning operations with the maximum level of cleanliness.
WATCH THIS USEFUL VIDEO:
Emery wheels for sharpening machines (emery).
Grinding sanding wheels tend to wear out, so they have to be replaced from time to time.
There are two main types of grinding wheels: - white (electrocorundum white), marked 25A. -green (silicon carbide green), marked 64C.
The white circle is intended for household work, sharpening such household products - axes, kitchen knives, shovels, etc.
Read also: Homemade pressure switch for a compressor
The most commonly used diameter of the sanding wheel is 200mm and thickness is 20mm.
The green wheel sharpener is intended for sharpening tips on cutters, on circular saws, sharpening drills for metal, etc. PP wheels with a diameter of 300-350 mm are mainly used, as well as cup and disc wheels.
Sharpening sandpapers have different grains: 8N, 12N, 16N, 25N, 40N. The higher the number, the larger the grain and, accordingly, the rougher the processing.
The coarser the grain of the grinding wheel, the faster the metal layer is ground off; the finer, the slower, but the edge will be smoother and sharper.
There are special emery grinding wheels for saws, their edges are made at an angle for easy sharpening of teeth.
Owners who prefer to make something instead of staring uselessly at the TV screen manage to set up micro-workshops even in apartments. God himself ordered people who have a private home or live in rural areas to acquire a solid set of tools and the simplest devices.
The sharpening machine, popularly called a sharpener, is so versatile that it is one of the first to appear in the workshop. Indeed, a sharpener will help to fit a handle to a shovel for a gardener, cut a groove in a printed circuit board for a radio amateur, make a punch from a piece of wire or fittings for a car owner, as well as many other operations. Its working body is an emery wheel, the characteristics of which will be the subject of discussion in this publication. Here you will also find tips on choosing the optimal abrasive for sandpaper in accordance with the purposes of their use.
Types of work: with and without cooling
Water-cooled grinding is preferable because stronger machining conditions can be applied and the wheel wears less. This also reduces the possibility of burns and other thermal damage to the treated surface. Not water, but 1-5% emulsion is used as a coolant for grinding wheels.
For wheels with a metal binder, it is recommended to use BV lubricant, a 1.5-3% emulsion obtained from the NGL-205 emulsion, or from the “Akvol 10” emulsion. For wheels with an organic binder, use a 3% emulsion from industrial oil, soda ash in the form of a 0.5:1.0% solution, 0.1% wetting agent OP10 or OP7, or an emulsion obtained from borax, sodium nitrate, triethanolamine and trisodium phosphate.
Purpose of abrasives
Depending on the type of abrasive from which the grinding wheel is made, the scope of its application changes.
Normal electrocorundum has good viscosity, adhesion to the binder, and is heat-resistant and is well suited for working with steel, cast iron, bronze and brass due to its physical properties.
White electrocorundum has a more uniform structure, sharp edges, is harder than ordinary corundum and has less surface roughness. Designed for processing the same materials as conventional electrocorundum, but due to less heating and wear, it is also used for alloy and tool steels, sharpening saw teeth, cutting edges of milling cutters, knives, drills. Well suited for polishing products.
Silicon carbide is harder, but more brittle than electrocorundum. It has a higher abrasive ability, but the adhesion of the grain to the binder is weaker than that of corundum.
Diamond has great mechanical strength, but is sensitive to high temperatures, reacts with iron, is brittle, and has very good self-sharpening properties, which gives the blade durability.
Diamond grinding wheels are used for processing materials such as cast iron, glass, ceramics, and hard alloys. Well suited for finishing products, sharpening drills, cutters, saws, knives.
Elbor is second only to diamond in hardness, does not react with iron, is heat-resistant, fragile, and has good abrasive ability.
Used for grinding and processing of hard steels, tool sharpening, finishing, the scope of application of CBN includes areas where other abrasives are not used due to high operating temperatures.
Accuracy and imbalance classes
According to GOST, the marking of grinding wheels with traditional abrasives must include the designation of accuracy and imbalance classes (the last two positions of the marking line). For diamond wheels, GOST does not provide for these parameters. Firstly, this is a tool with a small (in relation to the total volume of the body) layer of abrasive composite, and secondly, according to the requirements of state standards, it is manufactured with standardized high accuracy. For example, the face and radial runout of diamond wheels, according to the requirements of GOST 16181-82, must correspond to 7 ÷ 8 degrees of accuracy.