How to choose crowns for socket boxes on concrete, plasterboard, wood
To drill a hole for the socket box, you will need a crown and a tool with an electric or pneumatic drive.
If you plan to drill drywall or wood, it will be enough to use an electric drill. It is better to use a hammer drill on a brick, stone or concrete wall. The impact force when drilling should be approximately 14 J. In other words, if you take a 1.5 kW hammer drill, the tool will cope with the task without any problems. When working with drywall, you can use another type of cutter - bimetallic. In addition to gypsum boards, they can be drilled into wood, plastic, and sheet metal. In general, a bimetallic cutter is used to cut a socket for a socket box in any fragile finishing material.
The center drill and shank are often sold as one set with an attachment. There are also extension cords designed for rotary hammers with different cartridges: SDS Plus or SDS Max. The extensions have standard threads similar to those on the crown body, so they are easy to change. The center drill can be cylindrical or conical. The standard bit is usually supplied with a cylindrical drill bit, while the extended shank may be sold with a tapered drill bit.
Regardless of the type of socket box, their standard diameter is 68 mm. It is to this size that most manufacturers make sockets, switches and regulators. Naturally, in order to drill a socket of the appropriate size, you need to take a similar diameter of the crown - 68 mm. Sometimes circumstances require making a larger hole, for example, in a concrete wall, where the socket box will be secured with concrete mortar. Here it is possible to use crowns whose diameter is increased to 70 or 75 mm.
It is rare to find glasses from Chinese manufacturers of non-standard sizes on the market. The diameter of the crown for them will have to be selected experimentally.
Description and purpose
Crowns for drilling metal are special attachments for drilling tools; holes are formed by mechanical action. The shape of such elements resembles sections of pipes or cylindrical pistons. On the working edge there are teeth, through which the target materials are cut. Sometimes the working surface is enhanced by diamond coating, which significantly increases their resistance to wear. Additional punching is not required for both conventional carbide bits and core drill bits for drills, which simplifies their storage.
The bottom line is that metal drill bits are designed with cross-sharpened center drills. This design made it possible not only to make them wear-resistant and durable, but also made it possible to perform instant centering in the processing zone. On the opposite side relative to the teeth and solders there is a mounting connector. Its purpose is to securely fix the attachment on the main tool (drill, hammer drill).
Characteristics and parameters
The most important characteristic is the diameter of the products. The size of future holes obtained using certain models depends on it. Other parameters of the equipment depend on the diameter, in particular, the type of fixation and the length of the shank. The standard diameter range is 1.4 - 18 mm. The drilling depth can reach 40 mm - this is the maximum value for all standard mounting crowns
When choosing, you should pay attention to whether the kit includes a centering drill. With its help, you can make high-precision cuts without accidental deviations during the work process
In most cases, a 50 mm metal crown is made from combined alloys. This means that the base of the supporting cylinder is carbide steel, and the working surface will win.
Types of crowns for metal
Varieties:
- Equipment used for working with magnetic drills. They are considered the most durable, efficient, reliable, durable and wear-resistant.
- Annular cutters made of hard metal alloys. They have carbide teeth that can be used to drill various materials.
- High-speed steel equipment. No coating is applied to it. The equipment is durable due to the presence of cobalt in the composition.
You also need to pay attention to the shanks. Kinds:
- UNIVERSAL. Universal shanks that are suitable for mounting in different types of chucks.
- WELDON. Short cylinders with a diameter of 19 or 32 mm. This type of shank has three flats.
- QUICK-IN. A highly specialized type of shank that is only suitable for power tools from the manufacturer FEIN.
If the shank does not fit the existing chuck, you can buy an adapter at a hardware store.
Types of nozzles depending on the coating:
- Ceramic made of titanium nitride. The strength of nozzles with such coating is increased by 3 times. Such cutters cannot be sharpened.
- Diamond. It can be used to drill different types of metals.
- Titanium carbonitride. Durable coating with high wear resistance.
- Titanium aluminum nitride. When applying such a coating, the durability of the product increases 5 times.
Core cutters have many small holes in a circle. They are needed to cool the equipment and the material being processed during drilling.
A bit in a drill chuck (Photo: Instagram / zimbabva666)
Advantages and disadvantages
Core drills have become widespread in metalworking due to the combination of a number of positive properties, among which the following can be highlighted:
- Using this tool, you can make holes with a diameter of up to 200 millimeters using simple equipment. While conventional twist drills cut metal along the entire cross-section of the hole, core drills process it only around the perimeter. Accordingly, the amount of metal cut out is significantly less. Therefore, there is a significant saving in energy spent on work.
- When drilling large holes with conventional drills, you must first make pilot grooves of small diameters. Then the entire volume of material located inside the future hole is processed into chips. A core drill makes a hole in one operation and much faster. Thus, their use leads to savings in work time and increases process productivity.
- The configuration of the cutting profile of the core drill is favorable for obtaining high roughness values of the inner surface of the hole. It is very difficult to achieve such a clean surface with conventional drills. To do this, it will be necessary to additionally process the metal using other technological machining operations.
- Ring drills for metal made of high-speed steel will last a very long time, since they can be sharpened many times. Moreover, the cutting edges can be restored as long as the gradually decreasing length of the tool allows this. Of course, the cutting profile of the teeth has a rather complex configuration, and therefore proper sharpening requires a certain skill level of the master or the presence of a drawing that can be used as a guide.
- Using annular drills, you can drill holes not only on flat surfaces, but also in parts with a complex curved surface. Working with twist drills in such cases involves many preparatory operations and the use of various tricks. You can easily drill pipes with crowns. Processing of pipes of large diameters, which cannot be placed in the machine, can be easily carried out using magnetic drilling machines with a core drill mounted in a chuck. High-speed steel drills are well suited for this.
- Due to their design, drill bits are significantly lighter in weight compared to traditional tools. This difference is especially large at large diameters. The small weight allows you to work with core drills on small drilling machines and even on hand-held power tools.
- It is much easier to carry out machining operations using a core drill for metal than with a twist tool. This tool, even without preparatory operations, is well centered and allows you to obtain an even hole perpendicular to the surface.
- When installing special prefabricated core drills on metalworking machines, it is easy to achieve good cooling and lubrication of the tool. The coolant is supplied to the processing zone through an internal hole in the tool, and therefore reaches the cutting edge in sufficient quantity.
Despite the huge number of the above advantages, the ring drill for metal also has several significant disadvantages, among which the following two can be distinguished:
- Using this tool, you can only make through holes in the metal. To make blind holes you will have to use a different cutting tool.
- More common are core drills, the cutting part of which is made of welded carbide teeth. Such a tool cannot be sharpened, and therefore, after its cutting properties have deteriorated, it becomes unusable.
Operating principles of metal crowns
People who have never used metal drills often make mistakes that quickly cause the equipment to fail. To prevent this and increase the durability of the crown, you need to consider some recommendations:
- It is important that the power tool has a speed controller. They need to be changed when drilling different types of metal.
- The manufacturer's recommendations should not be ignored.
- The optimal thickness of stainless steel for drilling is 2 mm.
- Using a simple power tool, you cannot drill holes more than 30 mm deep. Drilling machines should be used for this.
- When drilling, it is important to hold the tool at an angle of 90° relative to the workpiece. If skewed, the equipment can be damaged.
- When drilling thick steel, it is necessary to use cooling lubricants to prevent the cutting teeth from becoming deformed due to extreme heat.
Drilling metal workpieces:
- The equipment is connected to a centering drill and secured in the chuck.
- The location of the future hole is marked.
- A metal or plastic tube is placed over the centering drill. It is needed to protect the drill from impact after creating a through hole.
- When drilling, light pressure is applied to the equipment until the cutting teeth come out on the other side.
You need to leave free space under the metal workpiece so that the nozzle can pass through. It is important to keep the work area free of metal shavings. To do this, the nozzle is quickly raised and cleaned with a quick rotation.
Using metal crowns, you can drill through holes of different diameters in metal workpieces. This equipment is suitable for working with different types of metals. In order for the attachments to last longer, you need to take into account the recommendations of specialists when working with them.
Marking features
The marking, which is mandatory on the packaging, allows you to find out the main characteristics of the product. In particular, it contains the following data:
- Trademark or name of the manufacturing company.
- Brand of material of manufacture or letter abbreviations, through which you can determine that this is a drill for processing metal, wood, or concrete.
- Information regarding the geometric parameters of products, which allows you to understand what diameter holes can be made with their help.
Before making your final choice, you should determine the maximum power at which your tool can drill with additional equipment. After all, the device must overcome the loads transmitted directly by the drill, and the thermal output that occurs during the friction of the crown.
Ring tool device
Drills of this type can be made from a single metal blank or in the form of a composite structure of several elements:
- hollow working crown cylindrical crown with cutting edge;
- guide pilot drill;
- shank for mounting in the drive;
- connecting adapter screws.
This tool consists of:
- The working part is a thin-walled crown, the edge of which is coated with diamond coating or sharpened teeth.
- The body is a transition element connecting the working part with the shank, which is fixed directly into the drill or drilling machine through a standard chuck.
- The crown body is made of steel grades 20, 30, 36.
- Shank.
Collapsible version of the drill
Collapsible drill bit for concrete
In order to assemble a tool from individual elements, a pilot drill is inserted into the shank and its position is fixed with screws. After this, the assembled pair is secured in the crown body on a screw thread.
The cutting elements of the crown are special teeth mounted along the edge, made of hard alloys or diamond composites. To effectively remove chips and sawdust during work, longitudinal grooves can be provided on the side walls of the crown.
The inside diameter of the hole in the shank may be the same as or greater than the diameter of the pilot drill. In the second case, the remaining diametrical gap allows for the supply of cutting fluid when installing the tool on a stationary drilling machine.
Core drills can be supplied assembled, ready for use, or as part of a set of several individual elements. Delivery of kits allows you to reduce costs in case of simultaneous purchase of several drills. The shanks and pilot drills are the same for different diameter bits. Therefore, the total number of parts in the kit can be reduced and the total cost of the kit will be reduced.
Technical characteristics and diameters
Drilling with core drills is much faster than with classic screw or cone drills. At the same time, the amount of energy spent on work is reduced by 5-10 times.
For widely available annular drills, the working diameter depends on the type of material from which the cutting bit is made and the type of its design.
The simplest bimetallic drills are made from high-speed high-alloy steel HSS in the form of a hollow cylinder with teeth on one side. The range of sizes of possible drilling holes is from 14 to 210 mm. Made from high-speed steel, an analogue of which is R6M5.
More complex and expensive flat carbide core drills, intended only for drilling machines, have working diameters from 16 to 150 mm. Made from a single metal blank, core cutters with side spiral grooves for chip removal can have a working size of 12-120 mm.
The technical characteristics of the drill are indicated in its marking, which must contain the following information:
- trademark or name of the tool manufacturer;
- grade of steel or type of material of cutting teeth;
- geometric data that allows you to determine the diameter of the resulting hole, the maximum processing thickness and the dimensions of the shank.
In addition, when purchasing an annular drill, you need to consider what materials this tool is intended for drilling.
A little about the accuracy of this tool
When using more expensive drills, the issue of accuracy is less pressing, however, they also cost an order of magnitude more. By taking measurements of cheaper options, you can get the following results:
- 14 mm - nominal.
- 15 mm - deviation +0.1 mm.
- 16 mm - nominal.
- 18 mm - nominal.
- 20 mm - deviation - 0.05 mm.
- 22 mm - deviation + 0.05 mm.
- 25 mm - deviation + 0.05 mm.
- 26 mm - nominal.
- 28 mm - nominal.
- 30 mm - nominal.
- 32 mm - nominal.
- 35 mm - deviation - 0.05 mm.
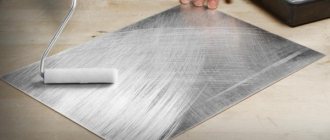
Core drills for metal (crowns). Is it worth taking them to Ali?
A large hole in sheet metal can be drilled (drilled, not made) in three ways. Well, at least I don't know anymore. A large diameter drill, a step or conical drill, and a core drill (crown). This is what crowns will be discussed in this short review. Let's look at the crown that I bought about 12 years ago, and at almost the same one I ordered from Ali about a year ago. Well, we’ll drill it, of course... Everything that is written below may contain inaccuracies. The author is a “crooked master” and an amateur. He may be mistaken about something. Thanks for understanding.
A crown is also a core drill, and to be absolutely correct and according to GOST, a ring drill comes in several types. If you don’t go too deep and don’t try to seem too smart, then the crowns are bimetallic, made of high-speed steel and with carbide teeth. Further, in turn, they also differ in the shape of the “bowl” and the presence of spiral grooves for removing chips. Well, okay, let's leave that out. Now I’m talking about crowns for hand tools. Not for magnetic drills and machines.
I have bimetallic crowns at home, I can show them to you
They are usually sold without a shank with a center drill. And this item must be purchased separately. Therefore, their total cost can be quite decent. They are bimetallic because the material from which they are made is a combination of high-speed steel and cobalt.
I don’t have crowns with carbide cutters, but I could order them just for fun. They look like this
Well, I have high-speed steel bits with thick teeth. They will be discussed in the review. When I bought myself such a crown, I had previously only had experience drilling with bimetallic ones. Why did you buy this one then? But because there were no others. It was like I said 12 years ago. I needed a couple of crowns of a certain diameter, and without a second thought I headed to the nearest construction hypermarket. And I saw a big muzzle there, and not metal crowns. There weren't any. At all. I initially thought that I might have been blinded, or that they were sold in some other department. I turned to the nearest store employee with these naive questions. But no, it didn’t blind me. They simply weren't on sale. And not only in this store. Thinking about the fact that the country was being attacked by a “corona crisis,” I went into a state department store and saw crowns there that I had never seen before. Without packaging and blisters, it is possible that it was a local “spill”. I don’t remember the price, I bought it in joy and forgot, because I was about to fall into despair. I only have one crown from those times. Here she is
The central drill, of course, has already been changed more than once (there should generally be a short one there). And instead of the stock clamping screw, a regular PH screwdriver was screwed into the hexagon. The crown is all-metal, and only the centering drill is removable. Life has not been kind to the teeth of this crown and in some places they are chipped
But I must tell you that they are not critical. The bit still cuts perfectly to this day. Although a lot of holes have been made for her. This crown has a diameter of 30 mm and a tooth thickness of 2.4 mm. As I read somewhere, such drill bits are designed for drilling thick sheet metal. I really don’t know what the problem is with drilling such metal with bimetallic core bits. I tried it and didn't have any problems. Moreover, the height of the cup with teeth in the crowns under review is usually 6-8 mm. This means that the thickness of the “thick metal” is limited by this size. But from experience, I can say that crowns with thick teeth of this type cut into the metal more aggressively and cut through it faster. Such a crown passes the wall of a device or a metal box (usually 1.5 mm) in a few seconds. I’ve drilled a million of these holes, and now in this review I’ll be drilling the first million. Here are, for example, photos from work when this crown was used
And here is the answer hole in the box
Of course, such holes can be drilled with a stepped drill (herringbone) or a conical one. But believe me, the time difference will not be in favor of the step drill. The time spent on completing one stage of such a drill will already exceed the time of drilling with a crown. The only and undoubted advantage of a step drill is its versatility in diameter. You can drill as many millimeters as you need. You need to have a set of crowns for such purposes. But, most often during installation, one or two are enough. These holes are usually made for the passage of cables and high precision is not needed there. In fact, a 25-30 mm crown will most often solve this issue without problems.
Having thus received a rather positive experience from using such a crown and seeing a similar one in Ali’s proposal, I, of course, ordered it for testing. I decided to take the diameter to 25 mm (to replace the one that was once lost). And here I have it
Came in a tube. Includes a hexagon socket for the locking screw. The crown, unlike my old one, is more collapsible. Plus it has a spring for easier removal of the cut “washer”
The design of the crown is more similar to a bimetallic one. It also has a removable shank, on which, if desired, you can hang a bimetallic crown. By the way, the parts fit so well that I didn’t even immediately realize that the shank was removable. By the way, the tooth thickness of the Chinese one is slightly less - 2.1 mm. Otherwise, the crown is very similar to the one purchased offline many years ago. The diameter is honest, the caliper gives exactly 25 mm. But it is worth considering that when drilling the holes usually turn out a little larger. But as I said above, precision down to millimeters is not particularly needed in this matter.
The crown essentially immediately went to work. And there, I periodically need to make holes in thin metal. Sometimes in thick clothes. Sometimes in aluminum profiles
The crowns were already working in pairs. And the choice fell on one or the other, depending on the situation
Let's look at the crown after almost a year of use
The spring is a little worn. There were also a couple of chips on the teeth.
But let's see how she drills at the moment. Let's take this metal box, which I drilled with a conical drill in a recent review
Secure it with a clamp and drill a hole
It was very fast. I didn’t time it, but something like 5-7 seconds.
As a result, we get a hole like this and a bunch of metal shavings
Back view
And the resulting “puck”
It's better not to throw them away. May be useful during installation. As you can see, the crown drills excellently. But this is thin metal. Let's try something thicker. For example, a steel plate, 6 mm thick
Since the crown has a centering drill, it is better to place the plate in a “suspended” state so as not to additionally drill into the chipboard
Let's start drilling
Notice how the center drill selects the metal. Quite quickly and with large chips. I understand that the metal of the plate is soft, but the drill is far from new. However, it drills great. Let's continue
Here, of course, there can be no talk of any seconds. It took me a long time to drill. Again, I didn't time it. Moreover, he was constantly interrupted to take photos or videos. And with each photo I got closer and closer to the goal
But there was a small problem. At some point I realized that the bit was spinning but not drilling. At first I didn't understand what was going on. The thickness of the plate is 6 mm, and the height of the skirt with the crown of teeth is 7 mm. Therefore there should be no problems. And then it dawned on me. It dawned on me that I was stupid. I did not remove the spring, but the metal was thick and the crown rested against the surface of the plate with the spring. And so much so that she even drilled out the central hole. Well, the spring itself also suffered
But when I removed the spring, things got better and the plate fell
As a result, we get a puck like this
And this is the hole in the plate
As you can see, the crown drills perfectly, despite the fact that it is far from new. Of course I didn’t drill her 24x7. But she had to work. So I consider this work of Chinese cellars quite worthy. You can take it for such purposes. But if you are drilling pipes, for example for bends in a fire extinguishing system, etc., then I’m not sure. The pipe has a curved surface, and accordingly the crown does not have enough skirt height to drill a hole in the pipe. But it is not exactly.
Thank you all for your attention.
Recommendations for use
Requirements for safety and comfort when installing sockets and switches:
- Electrical sockets must be installed at a distance of at least 250÷300 mm from the floor or table surface (if installed in the kitchen).
- The distance from the corner or edge of the wall should be at least 150÷200 mm.
- The most comfortable location for switches is 900÷1000 mm from the floor surface.
Before purchasing a drill bit, you must carefully measure the available socket boxes. The diameter of the crown should match the diameter of the mounting box (or be slightly larger).
Required tools:
- hammer drill or electric drill;
- hammer or small sledgehammer;
- crown for concrete or brick (depending on the wall material);
- chisel or punch.
On a note! If the crown is intended for concrete walls, then it can easily be used to make a hole in brick. But a crown designed for brick costs much less, so you should not overpay if you are carrying out electrical work in a brick house.
Watch the video for details:
Work order:
- Using a detector to search for reinforcement, we determine the location of metal rods in the wall and the thickness of the concrete layer above them. If the layer of concrete above the rods exceeds the mounting depth of the socket box, then you can begin marking future holes without taking into account the reinforcement of the walls. If the reinforcing bars are close to the surface of the wall, then you need to mark their locations with a marker, and only then begin marking future holes for installing mounting boxes.
- Taking into account the recommendations for installing sockets and light switches, mark the holes on the wall using a ruler, level and marker (or pencil).
- We install the crown into the hammer drill.
- We make a circular cut in the wall.
Attention! When using carbide bits, it is necessary to take short technological breaks to prevent overheating of the cutting elements
- Using a hammer and chisel (or a flat drill inserted into a hammer drill), we free the inside of the mounting hole from concrete (or brick).
- We insert the electrical wires into the socket box hole.
- Using a quick-hardening solution, we fix the socket box in the hole.
- After installing all the necessary socket boxes, you can begin installing sockets and switches.
Advantages and weaknesses
The main advantage of the device is to expand the functionality of an already purchased tool. Additional surface finishing capabilities do not require the purchase of expensive specialized equipment.
Advantages of a drill attachment compared to specialized equipment:
- high-quality grinding of hard-to-reach places;
- ease of working with small parts;
- cost savings;
- opportunity to do it yourself.
But there are also disadvantages:
- not as convenient to work as with a special tool;
- for high-quality grinding you need to acquire the skill;
- lower productivity;
- Rotation speed adjustment is often required.
If the amount of work is small, then the advantages far outweigh their disadvantages.
Advantages and overview of drill attachments for cutting wood and metal
Devices for cutting metal or wood are used in cases where it is not possible to perform this procedure in any other way. In addition, they will be useful if heating the sheet material during cutting is undesirable.
Advantages of attachments over an angle grinder:
Attachments for cutting wood and metal are capable of performing their functions quickly and efficiently
- High quality cut.
- Possibility to make holes of any shape in the material.
- There is no need to purchase consumables (discs for an angle grinder).
- Simple system of use.
- Some attachments can cut sheet plastic of a certain thickness.
- If a cordless drill is used for work, the tool becomes mobile. It does not depend on the power grid and can be used in field conditions.
- Light weight.
Review of drill attachments for cutting sheet metal
Three types of attachments are used for cutting metal sheets: “Cricket”, “Scissors” and “Beaver”. Each of them has its own characteristics, structure and is designed for cutting material of a certain thickness.
When using the “Scissors” attachment on a drill, the rotation of the chuck on the tool is converted into reciprocating movements. As a result of this, a special matrix knocks out a strip in the metal and separates the material. The thickness of this line is 3.1 mm. With this method of cutting sheets, the cut is high-quality and even. The “Scissors” attachment allows you to completely avoid finishing the edges on the metal or reduce it to a minimum.
The Cricket attachment is capable of cutting not only sheet metal, but is also suitable for plastic
The Beaver attachment works in a similar way, only it can be used to make both straight and curved cuts, the minimum radius of which is 12 mm.
The “Cricket” drill attachment can be considered a universal device, since it can be used to cut not only metal, but also plastic sheets. In some cases, it can be used for cutting profile products. The device is equipped with two cutting heads that ensure a perfectly even cut.
Table showing restrictions on material processing by thickness:
| Material type | Recommended thickness, mm |
| "Nibblers" | |
| Stainless steel | up to 0.8 |
| Brass and copper | up to 1.5 |
| Aluminum | up to 2 |
| "Cricket" | |
| Stainless steel | up to 1.2 |
| Steel | up to 1.5 |
| Aluminum | up to 2 |
| Plastic | up to 2 |
| "Beaver" | |
| Stainless steel | up to 1.3 |
| Steel | up to 1.8 |
| Aluminum | up to 2 |
The main types of drill attachments for cutting wood
The nozzle designed for cutting wood has a rather complex structure. This mechanism is similar in principle to a jigsaw. Using this device, you can cut wood whose thickness does not exceed 2 cm, as well as cut plywood sheets and chipboards.
In addition, the saw attachment on the drill can be used not only for wood, but also for cutting plastic and thin sheets of steel. For this reason, this device will be a very useful addition to the tool kit in a home workshop. It is worth noting that the cost of such an attachment is very high, this is due to the complex structure of its mechanism.
You can find entire sets on sale that include:
- the nozzle itself (mechanism);
- three reciprocating files of different configurations;
- hex wrench for chuck.
The saw-style drill attachment is suitable for wood, plastic and even thin sheets of steel
Reciprocating files are made of durable plastic. The removable devices included in the kit vary in the length and shape of the teeth. The scope of their application depends on the configuration of these products. There are these types of files:
- for cutting wood;
- for quick cutting on wood;
- for cutting metal (the file is short and has small teeth).
Removable plastic files are lightweight and therefore very convenient to use. The attachments are secured in the lock with a special screw.
Metal crowns
Some tasks in the national economy associated with the need to make holes in metal products and structures cannot be performed using a hammer drill and a large-diameter drill. The difficulty lies not only in the weight of such a working tool, but also in the limited size of the drill: with its help, a hole with a diameter of more than 65 mm is unlikely to be made. But there is a way out - a metal crown. Depending on the type of work required, crowns with different properties are used.
A bimetallic metal crown is used for work on iron, aluminum, and copper, regardless of the thickness of the product. This tool is made of tough steel and has good sharpening, which retains its cutting properties even when performing a large volume of work. For processing sheet iron and steel, metal-ceramic carbide bits are used, which have low thermal conductivity and, therefore, heat up little.
For high-precision processing of thin sheets of any type of metal, regardless of hardness, diamond drill bits are best suited. Thanks to its diamond coating, this tool provides high-precision cutting without creating large amounts of chips.
HSS carbide metal bits are perfect for making holes in complex-profile metal products. Often used when inserting into pipelines or sewers is necessary.
To ensure cutting accuracy, a metal crown requires the use of a fixation mechanism on the working field. Regular drill bits are used as such a fastener. They also act as the basis for fastening the crown, are easily fixed at the desired point and do not require preliminary core punching. It is worth noting that the annular bit for drilling in metal is equipped with a spring ejector, due to which chips are easily removed from the hole being machined.
The cost of crowns depends on various factors. First of all, manufacturing materials are taken into account: the higher quality the components, the higher the price. Manufacturers of such tools, such as Bosch, Enkor, offer high-quality drilling tools that can perform large volumes of work until they are completely worn out. These manufacturers also offer customers a wide selection of products. The diameters of the manufactured tools range from 20 to 160 mm and more:
- 20 mm
- 22 mm
- 25 mm
- 30 mm
- 32 mm
- 35 mm
- 40 mm
- 45 mm
- 50 mm
- 60 mm
- 80 mm
- 100 mm
- 114 mm
- 160 mm
To save money, you can buy a set of crowns. These may include tools of different sizes and be used for different materials.
Preparatory operations for work
It must be taken into account that to prevent rotation, manufacturers create an irregularly shaped socket for fitting the tool. More experienced specialists remind you that for high-quality fixation it is necessary to tighten the thrust nut or bolt well. This will allow the cutting tool to be securely held in the grooves and not to become loose, deforming and bending the hole.
Example of the resulting hole
It is necessary to install the tool into the drill chuck only after all threads have been tightened. Then you can start drilling at the selected point. The process is practically no different from working with a classic drill.
It is important during the operation to maintain maximum perpendicularity to the axis of rotation of the plane being treated. This factor is maintained in the first millimeters, then everything follows the initially formed cylinder
The number of revolutions for rotating the crown is also set in advance. It is worth considering that an increase in the diameter of a tool is combined with an increase in its vibration. This forces the use of more powerful drills if you take wood drills for large holes and large diameters. If possible, attach an additional handle to support and maintain perpendicularity.
When setting the rotation speed on a drill, you need to follow these rules:
- soft wood can be processed at speeds from 1000 (diameter 3.0-5.0 cm) to 2400 rpm (diameter 10-55 mm);
- for hard wood, it is advisable to increase the speed to 250 rpm (3.0-5.0 cm) to 600 rpm (1.0-1.5 cm);
- When using bits with carbide tips, you cannot lower the speed below 400-500 rpm, as the cutting edge will crumble.
VIDEO: How to drill a large diameter hole
Metal crown design
Structural elements:
- The working part on which the cutting teeth are located.
- Shank for fastening in a drill chuck.
- Removable centering drill.
- A screw connection with which you can replace crowns of one diameter with others.
Not every piece of equipment has a centering drill. If this part is not available, you need to purchase it. A centering drill is necessary for drilling precise holes with the smallest errors.
Pobedite crown (Photo: Instagram / vpskyper)
About the benefits
If we compare metal crowns with other types of drills, we can highlight several of the most important advantages.
These include:
- thanks to the special design, the hole can be made along the contours;
- for work you do not have to use devices with reinforced wires;
- with the help of such nozzles it is possible to obtain holes with a rough inner surface - other types of nozzles do not allow this to be achieved;
- attachments are suitable for use with any drilling equipment - drills, machines, milling machines and lathes;
- metal crowns allow for multi-tool processing;
- the area of contact between the drill and the surface being processed is quite noticeable;
- Several metal layers can be processed at once in one pass.
The drilling process itself using metal crowns is characterized by increased productivity. The entire work process is performed not only quickly, but also with maximum accuracy. No drilling attachment can guarantee such qualities. In addition, the work is not accompanied by a lot of noise. At the same time, the metal crowns themselves are economical and ergonomic. One revolution of the crown bit can remove a fairly large amount of metal.
Principles for choosing crowns for metal
When choosing equipment, you need to know what criteria you need to pay attention to. Explanation of markings:
- Geometric characteristics. Indicated by numbers. Indicate what the equipment is intended for.
- Material.
- Logo or abbreviation of the manufacturer's company.
Criteria for selecting crowns for metal
When choosing, you need to consider:
- manufacturer's fame;
- length, type of shank;
- maximum permissible drilling depth;
- the material from which the equipment is made;
- the presence of sputtering (the best option is diamond coating);
- cutter diameter;
- presence of a centering drill;
- number of cutting teeth;
- purpose of the nozzle;
- degree of roughness.
Advantages of metal crowns
Positive sides:
- The equipment is suitable for fastening in drilling and milling machines, drills.
- The inside walls of the holes become rough.
- If you use a centering drill, you can get high-precision holes with minimal errors.
- A low-powered power tool is suitable for creating holes in sheet metal.
- With the help of such attachments you can quickly drill through holes in metal workpieces.
- A hole saw can remove large amounts of metal.
Assorted crowns (Photo: Instagram / tmkmetiz)
Manufacturers and prices of metal crowns
Popular companies:
- Bosh;
- Makita;
- "Enkor";
- Metabo.
The average price for a crown for metal is 300 rubles.
How to use a metal crown
› Interesting
17.12.2019
The metal bit is designed for drilling large-diameter through holes in sheet and profile metal products. This is one of the few cutting tools that has several parallel names not only in everyday life, but also in professional literature. In GOST 17013-71 it is called a ring drill.
But since it has a tubular design of the working part, it is often referred to as a hollow or tubular drill in metalworking textbooks and catalogs of Russian manufacturers. When drilling with such a tool, the cutting process is carried out by teeth located evenly around the circumference of its working end. In appearance, this configuration of the cutting part resembles a crown, so another name for a metal crown is a core drill.
And since in its appearance and operating principle it is more similar to a milling tool, you can also find another name - annular cutter.
Types of crowns for metal
The classification of core drills for metal is made according to the following main characteristics:
- material of the cutting teeth of the crown;
- type of shank;
- working part designs;
- geometric size (including maximum drilling depth).
There are two basic types of cutting parts for metal bits: with teeth made of high-speed steel and teeth made of carbide materials. The former are cheaper and less productive, but nevertheless much more efficient than conventional drilling tools. The latter operate at higher cutting speeds and, as a rule, are used when drilling high-chromium steels and hard alloys. The cheapest are bimetallic crowns for metal, in which the cutting part is made of high-speed cutters, and the main body is made of ordinary structural steel.
For core drills, the most common type of shank is Weldon. In addition, tools are produced with Nitto shanks, which are compatible with Weldon, as well as according to the standard of the German company Fein, whose shanks are suitable only for power tools from this company. The working part of metal crowns is characterized by the number of cutting teeth and, accordingly, the number of spiral grooves and ribbons, which can be from four to sixteen or more.
Many manufacturers include a separate group of tools with an extended working part, designed for deep drilling, as well as bits for drilling railway rails.
Carbide bits for metal
In carbide bits for metal, cutting teeth made of carbide are attached to the body by soldering, since all three surfaces are working surfaces. This is a higher performance tool, capable of working at high speeds on alloy metals, stainless steel and aluminum alloys with a high silicon content.
Compared to monolithic metal crowns made from quick cutters, it is less resistant to vibrations and variable loads. One of its main disadvantages is the difficulty of replacing or regrinding the cutting teeth if they become dull or broken.
There are also core drills with a diamond cutting part, but they are not intended for metal work.
Design and characteristics of core drills
Despite the features of individual models, the basic designs of all metal crowns are approximately the same. All of them consist of a shank, a guide part with spiral grooves and a cutting crown consisting of an even number of teeth (see figure below).
The guide part of such a tool is hollow. When drilling, a metal core is advanced into its internal space, which is knocked out with a special pusher at the end of the operation. The central channel runs through the entire body. A pusher pointed at the end (often spring-loaded) is inserted into it, which, in addition to pushing out the metal core, serves to center the bit on the metal before drilling begins.
Metal bits designed for conventional drills have a small diameter and cylindrical shanks.
Characteristics and purpose of metal crowns
Capabilities and purpose depend on the characteristics of the equipment:
- Type of fixation in the chuck of a power tool.
- Drilling depth.
- Diameter. Standard range is 1.4–180 mm.
- Material.
In stores you can find products with different parameters. It is designed for drilling through holes in metal sheets made of stainless steel, cast iron, nickel, aluminum, and graphite.
Tips for use
Do you use drill attachments?
Constantly! I want to try
Different materials and tip types require specific grinding speeds. It corresponds to the number of revolutions of the tool. Therefore, for efficient operation, you should choose a drill with a wide range of motor speeds.
The simple structure of many equipment elements allows you to make them yourself. This is especially true for drum and soft tips, as well as disc models with attached sanding sheets.
For the convenience of performing tasks, you can also create a special holder that fixes the drilling unit parallel to the table, which will allow you to use it as a machine for sharpening and grinding.
A large assortment of various accessories for drills helps you save on the purchase of expensive devices that perform similar functions. This allows you to perform a wide range of tasks at home using one device.
Advantages of cast crowns over stamped ones
One of the obvious advantages of cast structures over stamped ones is their affordable price. They are recognized as the most budget option. In addition to the price, such products have other advantages:
- Reliable manufacturing method. The resulting products adhere as closely as possible to the tooth without pressing on the mucous membrane. This is due to the fact that the cast structure is cast according to a previously made cast. In this case, the stamped crown acquires the required shape through extrusion. In this way, it is much more difficult to restore the tooth to its original form.
- Good biocompatibility (no provoking diseases of the oral mucosa).
- Long service life. Unlike stamped structures, the service life is more than 10 years. The reason lies in the material - the blank for the stamp is thinner and softer, and is subject to rapid deformation.
- Maximum preservation of healthy tissue. Due to their high strength, orthopedic treatment using cast crowns is performed with minimal preparation (turning of no more than 0.8 mm is required). (This is how teeth are prepared for a metal-ceramic crown)
The main contraindication to the installation of metal crowns is an allergic reaction.