An integral part of any HDTV (induction heater) installation is an inductor . Our company produces HDTV inductors not only for installations of the “TESLINE” series, but also on an individual order with the possibility of developing an inductor by our specialists.
You can order a HDTV inductor by phone/fax +7(3822) 22-52-78 or e-mail: [email protected]
Inductor for hardening HDTV. Inductor for soldering cutters. Inductor for heating workpieces. Inductor with magnetic core.
Operating principle of the HDTV installation
The coil creates a high-frequency magnetic field, and eddy currents appear in the metal object in the middle of the coil, which will heat it up. Even small coils pump a current of about 100 A, so a resonant capacitance is connected in parallel with the coil, which compensates for its inductive nature. The coil-capacitor circuit must operate at their resonant frequency.
Homemade HDTV coil
HDTV inductor design
There are inductors for surface heating and high-frequency hardening of various products (parts), for through heating of forging blanks, heating of sheet material, for melting metals, etc., differing in design, frequency of the supply electric current, material of the magnetic circuit of the inductive system, etc. In Fig. Figure 1 shows a high-frequency heating inductor for heating simple cylindrical parts for hardening using the method of simultaneous heating. To avoid overheating and melting of the induction wire, it is made massive. Such inductors supply current with a frequency of 10 kHz. On the surface of the inductive wire there are holes for supplying quenching water to the heated part after turning off the electric current. In this way, the inductor itself is cooled at the same time.
Electrical circuit diagram
Here is the original circuit of the induction heater generator, and below it is a slightly modified version, according to which the design of the mini HDTV installation was assembled. There is nothing in short supply here - you only have to buy field-effect transistors; you can use BUZ11, IRFP240, IRFP250 or IRFP460. The capacitors are special high-voltage, and the power will be from a 70 A/h car battery - it will hold current very well.
The project turned out to be surprisingly successful - everything worked, although it was assembled “on the knee” in an hour. I was especially pleased that it does not require a 220 V network - car batteries allow you to power it even in the field (by the way, can you make a camp microwave out of it?). You can experiment in the direction of reducing the supply voltage to 4-8 V as from lithium batteries (for miniaturization) while maintaining good heating efficiency. Of course, it won’t be possible to melt massive metal objects, but it will work for small jobs.
The current consumption from the power supply is 11 A, but after warming up it drops to about 7 A, because the metal resistance increases noticeably when heated. And do not forget to use thick wires here that can withstand more than 10 A of current, otherwise the wires will become hot during operation.
How does an induction heater work?
To implement the induction heating process, a well-known physical principle is used, when, for deformation in a hot state, the workpiece is placed in the magnetic field of a ring-shaped inductor. Such a coil is powered by an electrical alternating current of frequency sharply higher than usual (50 or 60 Hz).
The operating principle of an induction heater is as follows. Eddy currents created in an electromagnetic field (they have another name - Foucault currents) produce heating of the metal. Direct contact between the workpiece and the heating element is not necessary; it is only important that the inductor evenly covers the heated surface of the metal. Using a transformer, the installation is connected to a generator, which provides the required power and frequency.
Induction heating can provide a relatively rapid increase in the temperature of surface layers. In particular, heating a rod blank with a cross-section of 35...40 mm and a length of 140...150 mm will require about 20...25 s.
Approximate ranges of correspondence between the best current frequency and the cross-section of a round bar are given in the table.
| Diameter, mm | 20…40 | 40…60 | 60…80 | 80…100 | 100…120 |
| Frequency, kHz | 100…40 | 40…10 | 10…4 | 4…1 | 1…0,5 |
For strip metal, induction heating is less advantageous than for a round bar, since the distance between the inner diameter of the coil and the metal is not constant.
Typically, a frequency of 10 kHz is used, then the efficiency of the induction heater reaches its maximum. The frequency is adjusted depending on:
- required heating performance;
- temperature of the heated metal;
- cross-sectional dimensions.
The designs of industrial inductors are equipped with devices for automatic loading and unloading of heated workpieces. This is necessary because the interval between heating and plastic deformation of the metal is minimal.
The heating time of steel blanks is short: for a 20 mm section it is only 10 s, so the loss of metal into scale is insignificant.
The second version of the circuit is powered from the network
To make it more convenient to adjust the resonance, you can assemble a more advanced circuit with the IR2153 driver. The operating frequency is adjusted by a 100k regulator at resonance. Frequencies can be controlled in the range of approximately 20 - 200 kHz. The control circuit needs an auxiliary voltage of 12-15 V from the mains adapter, and the power part through a diode bridge can be connected directly to a 220 V network. The inductor has about 20 turns of 1.5 mm on an 8x10 mm ferrite core.
Diagram of an induction heater from a 220V network
The working HDTV coil should be made of thick wire or better copper tube, and has about 10-30 turns on a 3-10 cm mandrel. Capacitors 6 x 330n 250V. Both get very hot after a while. Resonant frequency is about 30 kHz. This homemade induction heating installation is assembled in a plastic case and has been working for more than a year.
CLICK HERE AND OPEN COMMENTS
The 220 V circuit is attractive because there is no need to purchase an expensive step-down transformer for a current of 20 amperes. What is the power of this installation when limiting the input current with incandescent lamps? (What diameter of steel bar can be heated to red hot?) What brand of capacitors should be used in this scheme?
The bunk diagram is handwritten, the connection points are not indicated, this is not possible.....
to the creator of the circuit, what is the wattage of resistors such as 15 ohms and 10 ohms.
10k is any, and 15 Ohm is not lower than 2 watts.
What determines the presence of a BATTERY of capacitors? Why not one or two? Appropriate container. There was a transformer lying around from an old welder, probably 50-80 amperes at 60 volts. With a bridge to VL200. Just right for this thing. Rivet it in the same box.
Introduction
The final technological operation in the manufacture of steel gear parts is hardening with high frequency currents (HFC).
In mechanical engineering, it is customary to call a small gear a gear, and a large one is more often called the “wheel” of a gear. The most important parameters of gears are module, pitch, tooth height, number of teeth and lug circle diameter [1]. Gears with a module greater than 6 mm are processed in an induction installation; the resulting hardened layer depth is approximately 1.6 mm.
In a single-turn HDTV inductor with a concentrator, surface hardening of the tooth is carried out, the core of the tooth remains “raw” [2].
HDTV induction installations of the “Petra-0501” type are also used with hardening in a ring inductor.
Surface hardening of gears with a small module, less than 6 mm, is carried out in a ring inductor with a large number of turns.
DIY induction heater
There are a number of known designs of inductors made from a welding inverter, the operating principle of which can be used to induce Foucault eddy currents in metal.
Making a homemade inductor is as follows. First, you will need to make a durable case in which there will be a mounting unit for the heated workpiece. The case must be hardened so that it does not deform under the influence of possible impacts. It is even better if the material is subjected to nitriding: in this case, two advantages are realized - an additional increase in hardness due to a more complete transformation of retained austenite into martensite, and an improvement in the skin effect, when a more powerful current flows along the outside of the workpiece. Strength is assessed by spark test.
The next stage is the manufacture of the heating coil. It is made from individually insulated wires: in this case, power losses will be minimal. A copper tube is also suitable - it has a large surface area along which eddy currents will be induced, while the inductor’s own heating due to the high electrical conductivity of copper is practically absent.
After connecting the coil to the water cooling system and checking the pumping system, the inductor is ready for operation.
Induction heating advantages and disadvantages
Every thing has advantages and disadvantages, good and bad sides. Induction heating has both pros and cons. However, the disadvantages of induction heating are so insignificant that they are not visible behind the huge number of advantages. Since induction heating has fewer disadvantages, we will list them right away:
- Some installations are quite complex and their programming requires qualified personnel who can service the installation (repair, clean, program).
- If the inductor and the workpiece are poorly matched, then much more heating power will be required than if a similar task is performed in an electrical installation.
As you can see, there are really few disadvantages and they do not have a strong influence on the decision in favor of using induction heating. Induction heating has many more advantages, but we will only indicate the main ones:
- The heating rate of the product is very high. Induction heating begins processing the metal product almost immediately; no intermediate stages of heating the equipment are required.
- The product can be heated in any recreated environment: in a protective gas atmosphere, in an oxidizing, in a reducing, in a vacuum and in a non-conducting liquid.
- The induction installation is relatively small in size, making it quite convenient to use. If the need arises, the induction equipment can be transported to the work site.
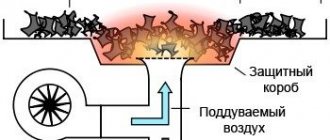
- The metal is heated through the walls of the protective chamber, which is made of materials capable of passing eddy currents, absorbing a small amount. During operation, induction equipment does not heat up, so it is recognized as fireproof.
- Since the metal is heated using electromagnetic radiation, there is no contamination of the workpiece itself or the surrounding atmosphere. Induction heating has rightfully been recognized as environmentally friendly. It causes absolutely no harm to the company’s employees who will be in the workshop while the installation is operating.
- The inductor can be made of almost any complex shape, which will allow it to be adjusted to the dimensions and shape of the product to ensure better heating.
- Induction heating allows for simple selective heating. If you need to heat a specific area, and not the entire product, then it will be enough to place only that area in the inductor.
- The quality of processing using induction heating is excellent. The number of defects in production is significantly reduced.
- Induction heating saves electrical energy and other production resources.
As you can see, induction heating has a lot of advantages. Above, only the main ones were indicated, which had a serious impact on the decision of many owners to purchase induction installations for metal heat treatment.