The contact welding method is widely used in production and at home. In the process of welding metals, a high-power electric current warms up the welding site, and with mechanical compression a strong point connection is formed. Welding pliers simultaneously provide heating and increased compression of two metal strips.
Devices of various modifications can be seen in factory workshops and small auto repair shops. They quickly make strong spot welds in frame structures, cabinet products, air ducts, and various containers. The equipment does not require consumables.
Design and principle of operation
Any welding gun consists of five main elements:
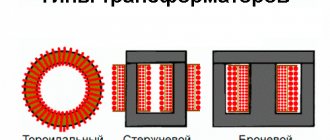
- a power supply that provides the required power (a transformer copes with this task);
- starting device;
- two conductors connecting the power supply to the ends of the clamping device (pieces of cable with a large cross-section);
- two rigid conductors through which the charge flows to the point of contact (they act as levers of the clamping device);
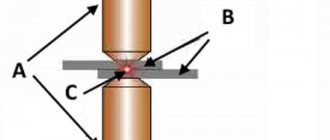
- two dense electrodes that can withstand compressive loads and create an electric arc that heats the metal.
Welding pliers
Essentially, the design of the clamps is simple. These are the same pliers, the handles of which have wires connected to them, and electrodes are installed in place of the clamping plates. For power supply, powerful transformers are used, powered from a three-phase 380 V network. They are equipped with a solid copper disk of the secondary winding. The required idle potential difference is from two to five volts. The current strength of resistance welding, depending on the type of units, varies from 2 to 15 kA.
In order to weld metal tightly, you need a powerful arc. From it, at the junction of two overlapping sheets, a 2-3 mm fused point with a common crystalline structure is formed. For tight contact, the handles are compressed with the necessary force, which is why hand pliers are made with long handles.
Self-production
Contact butt welding machines must be safe during operation, and you also need to know for what purpose the device will be used. Homemade contact welding is made at home. To do this, it is taken into account that the thickness of the metal should be no more than 1 mm, and the cross-section of the wire electrodes should not be more than 4 mm.
The welding machine operates at 220 V and 50 Hz, with the output voltage ranging from 4 to 7 V. The pulse current is up to 1.5 thousand A. The resistance welding control unit can be made after watching the video.
The electrical circuits in the drawing combine the following designs:
- switch operating in automatic mode;
- circuits for operating control;
- power unit;
- transformer for resistance welding;
- single-phase thyristor for connecting power to the network.
The winding circuit includes a primary one, which has six outputs for turning on and providing current regulation in the secondary. In this case, the first one connects to the network, and 5 regulate the process parameters.
The starter circuit in the MTT4 drawing includes:
- Thyristor switch.
- Through two contacts, the load is simultaneously redistributed to the other 2 contacts through a transformer.
The control circuit consists of:
- power supply from a transformer;
- relay for closing contacts when voltage is applied;
- diode bridge performing the function of a rectifier.
Accessories for resistance welding:
- Current-impervious housing.
- A transformer on which a wire is wound.
- Ticks.
- Electrodes.
- Electrical circuits.
- A number of safety devices: gas pressure gauges at the pressure inlet.
Automation of the process is carried out using all components. A resistance welder must have certain skills when making seam or spot joints. Job openings in this specialty can often be found on the Internet.
Types of equipment
All welding guns work on the same principle: when current is applied, the electrodes are compressed. They differ in the form of fastening and the method of creating a force load. They come in two types:
- manual (they are light in weight);
- suspended (clamping arms are fixed on brackets or permanently placed on tables so that the contacts are suspended, the welder freely holds the parts to be welded in his hands).
Hand welding guns
Hanging welding gun
To create a large compressive force, suspended industrial pliers are equipped with a pneumatic pusher. If necessary, you can make hanging hand pliers; to do this, they are placed in a vertical plane. The lower handle is clamped in a vice, the upper one remains free. This design makes the work of the welder easier.
It is easier to squeeze welding clamping pliers by resting your whole body on the clamping lever.
Using spot welding on lithium batteries
Using a battery to weld a nickel plate to the battery is the easiest way. To assemble the mini-unit you will need a battery, a charging cable, a piece of single-core wire, and electrical tape. 2 electrodes are created from the core, the ends of which are stripped and secured. The distance between elements should be 3 mm.
A charging cable connected to the terminals of the lithium-ion battery is connected to the other ends of the electrodes. Place the nickel plate on the battery and press the energized electrodes against it. As a result of a short circuit, the metal melts.
Welding pliers selection parameters
To select welding equipment, you need to know by what parameters resistance spot welding units are evaluated:
- power characteristics: current strength and operating voltage, the heating capacity of the arc depends on them: it must correspond to the melting temperature of the alloys being connected (for a 4 mm connection, a current of at least 6 kA is required);
- the distance between the electrodes and the central axis of the welding tongs (the extension of the electrodes characterizes the depth of the tool’s entry onto the surfaces being welded);
- fastening the electrodes: they are fixed with clamp holders and a threaded connection (clamps are preferable);
- physical properties of electrodes (components of copper alloys affect electrical conductivity);
- productivity (measured by the number of joints made within an hour);
- weight of the welding machine;
- design solution: hand pliers or hanging pliers.
- The power of finished welding tongs ranges from 2 to 6 kVA.
Transformer manufacturing
Contact welding, the main structural element of which is a transformer, is done by hand. You can remove transformer equipment from any device; the main thing is to take into account the calculation of the transformer so that the current strength is at least 2.5 A. The old winding should be removed and the rings should be installed on the magnetic core made of thin electrically conductive cardboard. This wire is wrapped in varnished cloth in more than 3 layers.
To make the primary winding, you should use wires insulated with fabric for better impregnation, with a diameter of 1.5 mm. For the secondary, it is better to use a stranded wire 20 mm in diameter in silicon insulation. Calculate the number of turns based on the power of the device. After winding the perchvica, a cotton ribbon is wound, then the secondary is placed on it. Everything is impregnated with varnish.
A manual machine resistance welder must know all the structural elements. Vacancies for this specialty are in demand. Arc welding also has a transformer in its design solution.
Homemade resistance welding pliers
It’s quite possible to make spot welding pliers with your own hands. Step-by-step instruction:
- They make a clamping device. For handles, metal 20 mm strips up to 3 mm thick or metal rods are used. Two holders are bent from them, which are then fastened with a movable axial connection. For convenience, the connection point is equipped with an extension spring.
- They are thinking about attaching the electrodes. Welding pliers are equipped with bolted fastenings of replaceable electrodes on one side of the ends, and an electrical cord is connected to them on the other.
- A wire is supplied and attached to the handles with terminals. To ensure electrical safety, the handles are covered with insulating materials.
- The electrodes are ground out. They are made from copper or bronze rods, achieving minimal contact areas. Sometimes electric soldering iron tips are inserted instead of electrodes.
- Select a power supply. It is better to use a ready-made powerful transformer. If it is not there, instead of the secondary winding, attach three tight turns of cable with a copper core. Sometimes two transformers are connected in parallel, this allows the total power in the circuit to be increased.
- The device is equipped with a switch. It is more convenient to attach the trigger mechanism to the clamping handle. But sometimes it is mounted on the base of the box of the old device, in which case it is located separately.
- All connections are checked with an indicator; the homemade spot weld welding machine is ready for use.
Welding of small parts
Sometimes it can be problematic to attach small contacts: a regular soldering iron is not suitable for this; the connection obtained by tinning is very fragile and cannot withstand high dynamic loads.
You can spot weld two small contacts using a low-power mini-welder. It is made according to the same principle as pliers, only the lower handle of the clamping device is permanently fixed, only the upper one moves.
The current source is fixed on a dielectric base, it can be:
- tree;
- plywood;
- non-flammable plastic;
- textolite
A transformer from a microwave oven or a ready-made TR1 is suitable as a current rectifier. If a transformer from a microwave oven is used, a wire with a cross-section of at least 8 mm2 in a durable heat-resistant braid is used as an additional winding.
When selecting electrodes, it is important to compare their thickness with the size of the wire. D The ends of the electrodes are sharpened to the required size. The smaller the contact area, the stronger the connection.
DIY fan: how to make a homemade powerful fan. Basic parameters and properties of fans (130 photos)- Why do you need a security alarm, what functions does it perform?
How to choose winter workwear and not make a mistake - recommendations from the pros
The following is used as an electrode for spot welding:
- soldering iron tips;
- solid brass products (rods, hexagons, capillary tube);
- rods made of cadmium chrome bronze.
When choosing a lever, take into account the length of the working area - this is the depth to which the welded metal can be inserted into the welding device. To attach the tip to the handle, terminals are used: current is supplied to one end, the other part is secured with a self-tapping screw.
To select the correct pulse time, a resistor is included in the electrical circuit of the power supply. The power button is located on the handle or fixed on the power supply box. The wires and housing can be hidden in a single electrical insulator housing.
Secondary winding
As for the secondary winding, if the clamps were stationary, then 4 turns of wire with a cross-section of 100 sq. mm would be enough. But in this case, since the pliers are remote, the length of the wire from the transformer to the electrodes was 1.7 m. And the longer the wires, the more the power of the device drops.
Unfortunately, I do not know whether the power drop is due to a decrease in secondary current due to thin wires (relative to length) or due to voltage drop during welding. Therefore, I decided to wind 6 turns of 50 sq. mm wire to compensate for the voltage drop during welding.
The pliers were made from a 1/2″ water pipe 50cm long, through which the wires were pulled and bolted directly into the electrodes. Holes were drilled in the electrodes to a depth of 50mm to ensure the largest area of contact between the wire and the electrode. The junction of the pincers is carefully isolated from each other with textolite washers.
The work with the transformer is completed. Now you can start making the body. There was a sheet of 2mm thickness available. It is quite difficult to bend a box made of such thick metal on a sheet bending machine, so grooves were cut in places where the bends were made using a grinder. While the edges are not bent, it is advisable to immediately drill and cut all the necessary holes (fans, sealed leads, etc.).
If there are cuts, bending a thick metal box evenly is not difficult.
Ventilation holes must be provided in the lid. You can simply drill a lot of holes, but this is time-consuming and ugly. Therefore, metal ventilation grilles were purchased, and holes were cut in the lid for these grilles.
Safety precautions
To ensure their own safety, the worker must know and comply with the safety instructions for spot welding:
- To prevent electric shock, ground the unit;
- Before starting work, be sure to check its serviceability;
- use personal protective equipment for hands, eyes and body;
- exclude high voltage supply to the device controls
- use only wires of the specified cross-section in the device;
- carry out work in a room with well-equipped ventilation or use special masks to protect the respiratory system.
- locks and toggle switches (buttons) for turning on or off must be in working order, clearly visible and easily accessible;
- During work, the area of the clamping mechanisms must be covered with a shield.
Compliance with these safety measures will ensure the health of the employee and others and will allow the required amount of work to be completed accurately and on time.
Spot welding methods
This type of welding is conventionally divided into two methods: soft and hard.
Soft mode. In this mode, when welding, the parts are gradually heated using a low current. It takes about three seconds to weld metal surfaces in this mode.
In this mode, the power consumption of the machine (device) is reduced. The mode is usually used when welding metals with hardening properties.
Hard mode. It is determined by a short duration of high electric current and powerful squeezing of the welded elements at the welding point. The density of consumed electric current in this mode reaches 300A per 1mm2. The welding process takes up to one and a half seconds.
The main disadvantage of this method is the large demand for electricity (machines) and large overloads of the industrial network. The advantage is minimal time for welding surfaces.
What kind of lighting do you prefer?
Built-in Chandelier
This mode is usually used when welding surfaces with good thermal conductivity, high-alloy steel or bonding surfaces of different thicknesses.