4.2
Average rating: 4.2
Total ratings received: 260.
4.2
Average rating: 4.2
Total ratings received: 260.
The physical properties of metals distinguish them from non-metals. All metals, except mercury, are solid crystalline substances that are reducing agents in redox reactions.
Table of hardness of metals according to the Mohs scale:
| Hardness | Metal |
| 0.2 | Cesium |
| 0.3 | Rubidium |
| 0.4 | Potassium |
| 0.5 | Sodium |
| 0.6 | Lithium |
| 1.2 | Indium |
| 1.2 | Thallium |
| 1.25 | Barium |
| 1.5 | Strontium |
| 1.5 | Gallium |
| 1.5 | Tin |
| 1.5 | Lead |
| 1.5 | Mercury |
| 1.75 | Calcium |
| 2.0 | Cadmium |
| 2.25 | Bismuth |
| 2.5 | Magnesium |
| 2.5 | Zinc |
| 2.5 | Lanthanum |
| 2.5 | Silver |
| 2.5 | Gold |
| 2.59 | Yttrium |
| 2.75 | Aluminum |
| 3.0 | Copper |
| 3.0 | Antimony |
| 3.0 | Thorium |
| 3.17 | Scandium |
| 3.5 | Platinum |
| 3.75 | Cobalt |
| 3.75 | Palladium |
| 3.75 | Zirconium |
| 4.0 | Iron |
| 4.0 | Nickel |
| 4.0 | Hafnium |
| 4.0 | Manganese |
| 4.5 | Vanadium |
| 4.5 | Molybdenum |
| 4.5 | Rhodium |
| 4.5 | Titanium |
| 4.75 | Niobium |
| 5.0 | Iridium |
| 5.0 | Ruthenium |
| 5.0 | Tantalum |
| 5.0 | Technetium |
| 5.0 | Chromium |
| 5.5 | Beryllium |
| 5.5 | Osmium |
| 5.5 | Rhenium |
| 6.0 | Tungsten |
| 6.0 | β-Uranium |
Chemical properties of metals
Metals easily give up electrons, i.e. they are reducing agents. Therefore, they react easily with oxidizing agents.
Questions
- Which atoms are oxidizing agents?
- What are the names of simple substances consisting of atoms that are capable of accepting electrons?
Thus, metals react with non-metals. In such reactions, nonmetals, when accepting electrons, usually acquire a LOWER oxidation state.
Let's look at an example. Let aluminum react with sulfur:
Question. Which of these chemical elements is only capable of donating electrons? How many electrons?
Aluminum is a metal that has 3 electrons on its outer level (group III!), so it donates 3 electrons:
As the aluminum atom gives up electrons, the sulfur atom accepts them.
Question. How many electrons can a sulfur atom accept before completing the outer level? Why?
The sulfur atom has 6 electrons in its outer level (group VI!), therefore, this atom receives 2 electrons:
Thus, the resulting compound has the composition:
As a result, we obtain the reaction equation:
Task 8.5. Using similar reasoning, compose reaction equations:
- calcium + chlorine (Cl2);
- magnesium + nitrogen (N2).
When composing reaction equations, remember that a metal atom gives up all its external electrons, and a non-metal atom accepts as many electrons as there are missing up to eight.
The names of compounds obtained in such reactions always contain the suffix ID :
The root word in the name comes from the Latin name for a non-metal (see lesson 2.4).
Metals react with acid solutions (see lesson 2.2). When drawing up equations for such reactions and when determining the possibility of such a reaction, one should use a series of voltages (activity series) of metals:
Metals in this series before hydrogen are capable of displacing hydrogen from acid solutions:
Task 8.6. Write down equations for possible reactions:
- magnesium + sulfuric acid;
- nickel + hydrochloric acid;
- mercury + hydrochloric acid.
All these metals in the resulting compounds are divalent.
The reaction of a metal with an acid is possible if it results in a soluble salt. For example, magnesium practically does not react with phosphoric acid, since its surface is quickly covered with a layer of insoluble phosphate:
Metals after hydrogen can react with some acids, but hydrogen is not released in these reactions:
Task 8.7. Which of the metals - Ba, Mg, Fe, Pb, Cu - can react with a solution of sulfuric acid? Why? Write down equations for possible reactions.
Metals react with water if they are more active than iron (iron can also react with water). In this case, very active metals ( Li – Al ) react with water under normal conditions or with slight heating according to the following scheme:
where x is the valency of the metal.
Task 8.8. Draw up reaction equations according to this scheme for K, Na, Ca. What other metals can react with water in this way?
The question arises: why does aluminum practically not react with water? Indeed, we boil water in an aluminum pan, and... nothing! The fact is that the surface of aluminum is protected by an oxide film (relatively Al2O3). If it is destroyed, a reaction of aluminum with water will begin, and quite active. It is useful to know that this film is destroyed by chlorine ions Cl–. And since aluminum ions are unsafe for health, you should follow the rule: you cannot store highly salted foods in aluminum containers!
Question. Is it possible to store sour cabbage soup and compote in aluminum containers?
Less active metals, which are in the series of voltages after aluminum, react with water in a highly crushed state and with strong heating (above 100 °C) according to the following scheme:
Metals that are less active than iron do not react with water!
Metals react with salt solutions . In this case, more active metals displace the less active metal from the solution of its salt:
Task 8.9. Which of the following reactions are possible and why:
- silver + copper nitrate II;
- nickel + lead nitrate II;
- copper + mercury nitrate II;
- zinc + nickel nitrate II.
Write down equations for possible reactions. For impossible ones, explain why they are impossible.
It should be noted (!) that very active metals, which under normal conditions react with water, do not displace other metals from solutions of their salts, since they react with water and not with salt:
And then the resulting alkali reacts with salt:
Therefore, the reaction between ferrous sulfate and sodium is NOT accompanied by the displacement of the less active metal:
Melting point table for low-melting metals and alloys:
| Metal name | Melting point, oC |
| Mercury | -38,83 |
| France | 25 |
| Cesium | 28,44 |
| Gallium | 29,7646 |
| Rubidium | 39,3 |
| Potassium | 63,5 |
| Sodium | 97,81 |
| Indium | 156,5985 |
| Lithium | 180,54 |
| Tin | 231,93 |
| Polonium | 254 |
| Bismuth | 271,3 |
| Thallium | 304 |
| Cadmium | 321,07 |
| Lead | 327,46 |
| Zinc | 419,53 |
conclusions
Metals are simple substances that are always reducing agents. The reduction activity of the metal decreases in the voltage series from lithium to gold. By the position of the metal in the stress series, you can determine how the metal reacts with acid solutions, with water, with salt solutions.
Lesson 9. Alkali and alkaline earth metals →
← Lesson 7. The concept of redox reactions
Melting point table for medium-melting metals and alloys:
| Metal name | Melting point, oC |
| Antimony | 630,63 |
| Neptunium | 639 |
| Plutonium | 639,4 |
| Magnesium | 650 |
| Aluminum | 660,32 |
| Radium | 700 |
| Barium | 727 |
| Strontium | 777 |
| Cerium | 795 |
| Ytterbium | 824 |
| Europium | 826 |
| Calcium | 841,85 |
| Lanthanum | 920 |
| Praseodymium | 935 |
| Germanium | 938,25 |
| Silver | 961,78 |
| Neodymium | 1024 |
| Promethium | 1042 |
| Actinium | 1050 |
| Gold | 1064,18 |
| Samarium | 1072 |
| Copper | 1084,62 |
| Uranus | 1132,2 |
| Manganese | 1246 |
| Beryllium | 1287 |
| Gadolinium | 1312 |
| Terbium | 1356 |
| Dysprosium | 1407 |
| Nickel | 1455 |
| Holmium | 1461 |
| Cobalt | 1495 |
| Yttrium | 1526 |
| Erbium | 1529 |
| Iron | 1538 |
| Scandium | 1541 |
| Thulium | 1545 |
| Palladium | 1554,9 |
| Protactinium | 1568 |
Physical properties of non-metals
Fluorine, chlorine, oxygen, nitrogen, hydrogen and inert gases are gaseous substances, iodine, astatine, sulfur, selenium, tellurium, phosphorus, arsenic, carbon, silicon, boron are solid substances; bromine is a liquid.
Non-metals are found in the earth's crust (mostly oxygen and silicon - 76% of the mass of the earth's crust, as well as As, Se, I, Te, but in very significant quantities), in the air (nitrogen and oxygen), in plant matter (98 .5% - carbon, hydrogen, oxygen, sulfur, phosphorus and nitrogen), as well as the basis of human mass (97.6% - - carbon, hydrogen, oxygen, sulfur, phosphorus and nitrogen). Hydrogen and helium are part of space objects, including the Sun. Most often, nonmetals occur in nature in the form of compounds.
Melting point table for refractory metals and alloys:
| Metal name | Melting point, oC |
| Lutetium | 1652 |
| Titanium | 1668 |
| Thorium | 1750 |
| Platinum | 1768,3 |
| Zirconium | 1855 |
| Chromium | 1907 |
| Vanadium | 1910 |
| Rhodium | 1964 |
| Technetium | 2157 |
| Hafnium | 2233 |
| Ruthenium | 2334 |
| Iridium | 2466 |
| Niobium | 2477 |
| Molybdenum | 2623 |
| Tantalum | 3017 |
| Osmium | 3033 |
| Rhenium | 3186 |
| Tungsten | 3422 |
General characteristics of metal products
The modern metallurgical industry offers a wide variety of types of metal products. The most common of them is rolled metal, that is, products that are produced on special machines using hot or cold rolling.
All types of rolled metal products are united by the common concept of “assortment”. The assortment is usually divided into four groups: sheets, sections, pipes and special types of rolled products. The latter include bandages, wheels, balls, periodic and bent profiles. According to the method of surface treatment, calibrated, polished, mirror and matte assortments are distinguished.
Speaking about the properties of metal products, it is worth noting that rolled products have a wide variety of nomenclature, where it is customary to distinguish between simple and shaped profiles.
Rolling shops produce approximately two thousand sizes of simple profiles, more than a thousand shaped profiles for general use, as well as about one and a half thousand sizes of special-purpose profiles. Simple are profiles with a cross-section in the form of geometric shapes, such as a circle, semicircle, oval, segment, hexagon, square, triangle, strip of flat section, etc.
Rolled products with a complex cross-section are designated as shaped profiles. This group includes profiles for general or mass consumption and special purposes. The former include angles, channels, I-beams, hexagonal profiles, etc. While the latter are represented by tram and railway rails of wide and narrow gauge, profiles for agricultural engineering, oil and electrical industries, etc. Simple profiles are usually produced from non-ferrous metals.
Dimensions are another important nuance that should not be forgotten when talking about the properties of metal products. Long products are divided into:
- Large. This includes round steel with a diameter of 80–250 mm, square steel with a side of 70–200 mm, periodic reinforcing profiles No. 70–80, corner steel with a flange width of 90–250 mm, channels and I-beams, regular and lightweight, with a height of 360–600 mm. This category also includes special wide-flange I-beams and column profiles with a height of up to 1,000 mm, hexagonal steel up to No. 100, railway rails weighing 43–75 kg per meter of product length, strip steel with a width of no more than 250 mm, etc.
- Average. We are talking about round steel with a diameter of 32–75 mm, square with a side of 32–65 mm and hexagonal up to No. 70. Also presented here are steel periodic reinforcing profiles No. 32–60, I-beams with a height of up to 300 mm, channels with a height of 100–300 mm, narrow gauge rails P18 – P24, strips with a cross-section up to 8×145 mm and shaped profiles.
- Small. Such round steel has a diameter of 10–30 mm, square with a side of 3.2–31 mm, this also includes a periodic reinforcing profile.
Sheet and grade steel are used as elements of building structures. Secondary profiles are often used, that is, welded, for the manufacture of which strips or sheets are connected, and bent. To make the latter, they resort to cold bending of strips and sheets.
Density:
Depending on their density, metals are divided into light (density from 0.53 to 5 g/cm³) and heavy (from 5 to 22.6 g/cm³).
The lightest metal is lithium (density 0.53 g/cm³). It is currently impossible to name the heaviest metal, since the densities of osmium and iridium - the two heaviest metals - are almost equal (about 22.6 g / cm³ - exactly twice the density of lead), and it is extremely difficult to calculate their exact density: for To do this, the metals must be completely purified, because any impurities reduce their density.
Areas of application of base metals
It makes no sense to consider radioactive and rare earth metals, since they practically do not take part in the production of fasteners, as well as in other areas not related to nuclear energy and some rare types of industry. We are interested in the basic metals and alloys discussed above.
Their areas of application are very diverse:
- construction,
- aircraft manufacturing,
- mechanical engineering,
- production of tools,
- metal structures,
- machine tool industry.
And so on. The manufacture of fasteners can be classified into several categories, but essentially these are metal structures, popularly called hardware. Dozens of different metals and alloys are used to produce hardware, from structural steel and cast iron to complex alloys based on titanium and copper.
Briefly about each type used for the manufacture of fasteners
Before moving on to the description of specific types of metals and alloys, it is necessary to determine what the basic technical requirements are for products that fall under the “fasteners” category. There are several of them:
- Strength takes into account tensile and fracture strength.
- Springiness. The ability of metal to return to its original shape after compression.
- Resistant to corrosion and oxidation. Relevant for all types of fasteners.
And much more. Now let's talk about specific metals and alloys. Their list is as follows:
- Aluminum and alloys based on it,
- Copper,
- Brass,
- Bronze,
- Tool steel,
- Alloy steel,
- Malleable iron,
- Stainless steel.
Let's start in order: the first point is aluminum and alloys based on it. It is used in the manufacture of rivets and various clamps. Copper can also be used in rivets to improve the quality of the hardware. In addition, special-purpose nuts are made from copper. They are used, in particular, in shipbuilding, since copper does not create a spark when in contact with other metals.
Brass and bronze are distinguished by increased strength compared to copper, therefore various dowels, anchor elements, as well as bolts, screws and screws are made from them. Another feature of these alloys is the absence of boiling. That is, during an electrical short circuit, the steel is fused, but the copper remains solid and is not destroyed.
Wing nuts, clamps and other retaining elements are made from alloy and structural steel. This is due to the high strength of these brands. Stainless steel, in turn, is used where maximum corrosion resistance is required. As for cast iron, it is most often used in the production of shut-off valves, that is, valves and locks.
Plastic:
Most metals are ductile, meaning metal wire can be bent without breaking. This occurs due to the displacement of layers of metal atoms without breaking the bond between them.
The most ductile are gold, silver and copper. Gold can be used to make foil 0.003 mm thick, which is used for gilding products. However, not all metals are ductile. Wire made of zinc or tin crunches when bent; When deformed, manganese and bismuth hardly bend at all, but immediately break.
Plasticity also depends on the purity of the metal. Thus, very pure chromium is very ductile, but, contaminated with even minor impurities, it becomes brittle and harder. Some metals, such as gold, silver, lead, aluminum, osmium, can grow together, but this can take decades.
Position in the periodic table
Metals occupy groups I-II and secondary subgroups of groups III-VIII. Metallic properties, i.e. the ability to donate valence electrons or be oxidized increases from top to bottom as the number of energy levels increases. From left to right, metallic properties weaken, so the most active metals are in groups I-II, the main subgroups. These are alkali and alkaline earth metals.
The degree of activity of metals can be determined by the electrochemical series of voltages. Metals that come before hydrogen are the most active. After hydrogen come weakly active metals that do not react with most substances.
Rice. 1. Electrochemical series of metal voltages.
Electrical conductivity:
All metals conduct electricity , due to the presence in their crystal lattices of mobile electrons that move under the influence of an electric field.
Silver, copper and aluminum have the highest electrical conductivity. For this reason, the last two metals are most often used as wire materials. Sodium also has very high electrical conductivity. In experimental equipment, attempts are known to use sodium conductors in the form of thin-walled stainless steel pipes filled with sodium. Due to the low specific gravity of sodium, with equal resistance, sodium “wires” are much lighter than copper and even somewhat lighter than aluminum.
Properties of metalarticle on the topic
Metal properties
Metals are a category of chemical elements that have specific physical, chemical, mechanical, and technological properties.
The physical properties of materials include density, melting point, electrical conductivity, thermal conductivity, magnetic properties, coefficient of thermal expansion, etc.
Density is the ratio of the mass of a homogeneous material to a unit of its volume.
This property is important when using materials in aviation and rocket technology, where the structures created must be light and durable.
Melting point is the temperature at which a metal changes from solid to liquid. The lower the melting temperature of the metal, the easier the processes of its melting during welding occur and the cheaper they are.
Electrical conductivity is the ability of a material to conduct electric current well and without heat loss. Metals and their alloys, especially copper and aluminum, have good electrical conductivity. Most non-metallic materials are unable to conduct electric current, which is also an important property used in electrical insulating materials.
Thermal conductivity is the ability of a material to transfer heat from more heated parts of bodies to less heated ones. Metal materials are characterized by good thermal conductivity.
Magnetic properties i.e. Only iron, nickel, cobalt and their alloys have the ability to be magnetized well.
The coefficients of linear and volumetric expansion characterize the ability of a material to expand when heated. This property is important to take into account when building bridges, laying railway and tram tracks, etc.
Chemical properties characterize the tendency of materials to interact with various substances and are associated with the ability of materials to resist the harmful effects of these substances. The ability of metals and alloys to resist the action of various aggressive environments is called corrosion resistance, and the similar ability of non-metallic materials is called chemical resistance.
Mechanical properties of metals
Metals have a number of mechanical properties:
- metal hardness
The hardness of a metal is its ability to prevent the penetration of another harder substance into the material.
Almost all metals are in a solid state. The exceptions are mercury, gallium, cesium and francium.
- metal strength
This is a property that determines the degree of destruction of a metal when exposed to it physically or mechanically. A metal alloy that hardly deforms when exposed to impact and is distinguished by its strength is steel. The weakest metal is mercury.
- metal viscosity
It is believed that the more a metal resists under increasing shock loads, the more ductile it is.
- fragility of metal
This property is the opposite of viscosity. Defined when the metal can be destroyed by force. Cast iron is considered the most fragile metal.
- plasticity of metal
The greater the load a metal can withstand without collapsing and maintaining its given shape after the impact on the material has stopped, the more plastic the metal is.
- metal elasticity
This property is the ability of a metal to return to its original appearance after exposure to external forces. Elasticity is an important quality in the manufacture of springs, which must return to their shape after being stretched.
In order to determine the mechanical properties of metals, mechanical tests are carried out. This is what makes it possible to identify the hardness, strength, ductility of the metal, as well as other mechanical properties of this material.
In static tensile tests, values characterizing the strength, ductility and elasticity of the material are determined. Tests are carried out on cylindrical (or flat) samples with a certain ratio between length l0 and diameter d0. The sample is stretched under the action of the applied force P (Fig. 1, a) until destruction. An external load causes stress and deformation in the sample. Stress σ is the ratio of force P to cross-sectional area F0, MPa:
σ = P/F0,
Deformation characterizes the change in sample dimensions under load, %:
ε =[(l1-l0)/l0]·100,
where l1 is the length of the stretched sample.
Deformation can be elastic (disappearing after the load is removed) or plastic (remaining after the load is removed).
During testing, a tensile diagram is drawn, which represents the dependence of stress on deformation. In Fig. 1 shows such a diagram for low-carbon steel.
Rice. 1. Static tensile tests: a – test diagram; b – tensile diagram
After testing, the following characteristics of mechanical properties are determined.
The elastic limit σу is the maximum stress at which plastic deformation does not occur in the sample.
The yield strength σт is the stress corresponding to the yield point on the tensile diagram (Fig. 1).
If there is no yield plateau on the diagram (which is observed for brittle materials), then the conditional yield strength σ0.2 is determined - the stress causing plastic deformation equal to 0.2%. Ultimate strength (or temporary resistance) σв is the stress corresponding to the maximum load that the sample can withstand during testing.
Relative elongation after rupture δ—the ratio of the increment in length of the sample during tension to the initial length l0, %:
δ =[(lk-l0)/l0]·100,
where lк is the length of the sample after rupture.
Relative narrowing after rupture ψ is the decrease in the cross-sectional area of the sample, related to the initial cross-section of the sample, %:
ψ =[(F0-Fk)/F0]·100,
where Fк is the cross-sectional area of the sample at the fracture site. Relative elongation and relative contraction characterize the plasticity of the material.
The hardness of metals is measured by pressing a hard tip of various shapes into the test sample.
The Brinell method is based on pressing a hardened steel ball into the metal surface under a certain load. After the load is removed, an imprint remains in the sample. The Brinell hardness number HB is determined by the ratio of the load acting on the ball to the surface area of the resulting print.
The Rockwell method is based on pressing a hardened steel ball with a diameter of 1.588 mm (scale B) or a diamond cone with an apex angle of 120° (scales A and C) into the test sample. Indentation is carried out under the action of two loads - preliminary equal to 100 N and final equal to 600, 1000. 1500 N for scales A, B and C, respectively. The Rockwell hardness number HRA, HRB and HRC is determined by the difference in indentation depths.
The Vickers method uses indentation of a diamond tetrahedral pyramid with an apex angle of 136°. The Vickers hardness number HV is determined by the ratio of the applied load to the surface area of the indentation.
Impact strength is determined by the work A spent on the destruction of the sample, divided by its cross-sectional area F; J/m2:
KC=A/F
Tests are carried out by hitting a special pendulum pile driver. For testing, a standard notched sample is used, mounted on the supports of the pile driver. A pendulum of a certain mass strikes the side opposite the cut.
Technological properties of metal
The technological properties of a metal are determined by changes in the mechanical and physical properties of the metal. This occurs depending on the processing of the metal by cutting, casting, forging and other methods. What are the technological properties of the metal?
- malleability of metal
Represents the ability of a metal to deform.
- hardenability of metal
This property is determined during the hardening of the metal and is determined by the deeper the metal can be hardened, the greater the hardenability it has.
- metal fluidity
Flowability is the ability of a metal in a liquid state to spread, filling a certain shape
- metal weldability
This property can be revealed when two metal parts are connected by welding.
Weldability is the technological property of materials (metals) or their combinations to form joints during the welding process that meet the structural and operational requirements for them. This definition of weldability should be distinguished from weldability as the mere ability to form a joint. Nowadays, in principle, most materials can be joined by welding, but the designer is always interested in the quality of the joints.
The material changes its properties in one way or another during the welding process. These changes depend both on the material itself, its physical and chemical properties, and on the welding method and modes. Moreover, it should be taken into account that the degree of influence on the material by phenomena associated with welding can be very significant. Therefore, without taking into account the analysis of the weldability of a particular material, the conditions under which the welding process itself occurs, the design features of the welded product or assembly, the designer cannot select the material for the manufacture of the product and rationally design it.
Weldability is a complex, complex property of materials. It cannot be determined by any one test or one technique. Assessment of weldability is directly related to the characteristics of the material and its operating conditions. However, some criteria for assessing weldability are quite general for a wide range of metals and alloys.
Changes in the chemical composition and distribution of elements in a welded joint. During welding, the metal can heat up quite strongly, and with thermal methods it melts in a small local area. Under such conditions, the chemical composition of the metal changes. The degree of changes depends on the chemical activity of the metal itself, the composition of the surrounding temperature, the quality of preparation of the metal surface for welding, and diffusion processes in the weld pool.
| The influence of welding heating on the structure and mechanical properties of the base metal. The most noticeable changes in structure and properties are observed in metals that have polymorphic transformations. The latter can occur with or without a change in volume. Steels of the pearlitic and martensitic classes, for example, are alloys that have pronounced polymorphism properties with a change in the volume of the structure within 3-5%. Titanium alloys undergo polymorphic transformations, accompanied by a slight change in volume (0.15%); Refractory metals and some alloys of non-ferrous metals do not have such transformations. Regardless of the presence and nature of polymorphic transformations, three main areas are distinguished in a welded joint: first - the metal is heated to a temperature above the solidus line; second - the metal is heated to temperatures sufficient for phase transformations or recrystallization processes to occur; the third - with a temperature below the temperature at which these processes occur. The first region includes the seam itself and the fusion zone; |
the second is the heat-affected zone;
the third is the zone of mechanical or thermomechanical influence. The third region is adjacent to the base metal.
| Rice. 2. Diagram of structures in the heat-affected zone when welding steels: 1 - zone of deposited metal; 2 - zone of incomplete melting; 3 - overheating zone, 4 - normalization zone; 5—zone of incomplete recrystallization; 6 – zone of recrystallization and high tempering; 7 - low temperature tempering zone |
In Fig. Figure 2 shows a diagram of zones of structural changes in relation to welding carbon steel. Maximum changes in the structure of the metal, its chemical composition, as well as the likelihood of various types of defects occurring are observed in the weld and fusion zone. The overheated area is characterized by a significant increase in grain and the presence of complete structural and phase transformations. In the area of complete recrystallization, the heating temperature is higher than the temperature of phase transformations, however, the intensity of transformations is less than in the overheating area, as well as the residence time of the metal at these temperatures is shorter, so a significant increase in grain does not occur here. In the considered zones of hardening alloys, the formation of typical hardening structures is possible. The associated decrease in the ductility of the metal can cause the appearance of defects such as cracks and contribute to a decrease in the strength of the product.
In the zone of partial recrystallization, as a result of the disintegration of hardening structures, a significant decrease in the strength of the metal is observed, which must be taken into account when welding pre-heat-treated or cold-worked metal. Similar phenomena can be observed in the high-temperature tempering zone. The zone of low-temperature tempering and mechanical influence is characterized by less significant changes in the metal. In the case of welding metal in the annealed state, a change in the properties of the metal is not recorded in this zone.
The area of the base metal that has not undergone melting, the structure and properties of which have changed as a result of heating during welding, is called the heat-affected zone. Its value depends on the properties of the material, its thickness, welding method and mode, and the nature of the sources of welding heat. The greater, for example, the heat concentration of the heating source, the higher its temperature, the higher the welding speed, the smaller the zone of influence. So, with arc welding it is less than with gas welding. The minimum heating area is achieved when welding with electronic or light beams, which provide a high concentration of thermal energy.
If the strength of the material decreases in the high tempering zone, it is necessary to carry out strengthening heat treatment after welding. However, this is not always possible. Thus, when manufacturing large-sized products from high-strength materials, it is difficult to harden after welding. It is also necessary to take into account the high labor intensity of this operation, the significant expenditure of energy and time, as well as the deformation of the heat-treated product.
Another way to increase structural strength is to physically harden (frettage) the seam and the heat-affected zone. Various options for strengthening mechanical treatment, however, are not applicable to all structures. High strength of cylindrical products is ensured by the use of spiral seams. With an “oblique” location of the seam, the stresses in it, as is known, will be lower than with a longitudinal location of the seams.
Local weakening of the mechanical properties of the metal caused by welding heating is compensated in some cases by thickening the welded edges obtained by metal forming or chemical milling. However, in this case one has to take into account the inevitable increase in the mass of the structure and metal consumption.
The properties of the welded joint are affected not only by the maximum temperature, but also by the time the metal remains in the region of elevated temperature, the so-called thermal cycle.
The structure and mechanical properties of a welded joint change not only under the influence of heat. Changes also occur with mechanical or thermomechanical welding methods. Often, an increase in hardness and a decrease in ductility in the heat-affected zone occurs due to physical hardening (hardening). Similar phenomena can, for example, occur during cold and ultrasonic welding, when the process of formation of a welded joint is accompanied by significant plastic deformations without significant heating.
Due to the difference in the mechanical properties of the welded joint and the base metal, there is a need to evaluate them. This is accomplished by conventional mechanical testing, but specimens are often prepared in such a way that the mechanical properties of individual zones of the base metal adjacent to the weld, weld metal or weld can be determined.
Operational (service) properties include heat resistance, heat resistance, wear resistance, radiation resistance, corrosion and chemical resistance, etc.
Heat resistance characterizes the ability of a metal material to resist oxidation in a gas environment at high temperatures.
Heat resistance characterizes the ability of a material to maintain mechanical properties at high temperatures.
Wear resistance is the ability of a material to resist destruction of its surface layers due to friction.
Alloy theory
A metal alloy is a material obtained by fusing two or more metals or metals with non-metals and having metallic properties. Substances that form an alloy are called components .
A phase is a homogeneous part of an alloy, characterized by a certain composition and structure and separated from other parts of the alloy by an interface. Structure refers to the shape, size and nature of the relative arrangement of phases in metals and alloys. Structural components are separate parts of an alloy that have the same structure with their characteristic features.
Types of alloys by structure. According to the nature of the interaction of the components, all alloys are divided into three main types: mechanical mixtures, chemical compounds and solid solutions.
A mechanical mixture of two components A and B is formed if they are not capable of interaction or mutual dissolution. Each component crystallizes into its own crystal lattice. The structure of mechanical mixtures is heterogeneous, consisting of separate grains of component A and component B. The properties of mechanical mixtures depend on the quantitative ratio of the components: the more of a given component in the alloy, the closer the properties of the mixture are to its properties.
A chemical compound is formed when alloy components A and B react chemically. Moreover, the ratio of the numbers of atoms in the compound corresponds to its chemical formula AmBn. A chemical compound has its own crystal lattice, which differs from the crystal lattice of its components. Chemical compounds have a homogeneous structure, consisting of grains of identical composition and properties.
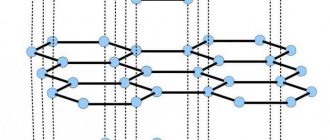
When a solid solution , atoms of one component enter the crystal lattice of another. Substitutional solid solutions are formed as a result of partial replacement of atoms of the crystal lattice of one component with atoms of the second (Fig. 6, b).
Interstitial solid solutions are formed when atoms of a dissolved component are introduced into the crystal lattice of a solvent component (Fig. 6, c). The solid solution has a homogeneous structure, one crystal lattice. Unlike a chemical compound, a solid solution does not exist at a strictly defined ratio of components, but in a concentration range. Solid solutions are designated by lowercase letters of the Greek alphabet: α, β, γ, δ, etc.
Status diagram. The phase diagram shows the structure of the alloy depending on the ratio of components and temperature. It is constructed experimentally using the cooling curves of the alloys (Fig. 8). Unlike pure metals, alloys do not crystallize at a constant temperature, but within a temperature range. Therefore, there are two critical points on the cooling curves of alloys. At the upper critical point, called the liquidus point (tl), crystallization begins. At the lower critical point, which is called the solidus point (tc), crystallization is completed. The cooling curve of the mechanical mixture (Fig. 8, a) differs from the cooling curve of the solid solution (Fig. 8, b) by the presence of a horizontal section. In this area, crystallization of the eutectic occurs. A eutectic is a mechanical mixture of two phases that simultaneously crystallized from a liquid alloy. Eutectic has a certain chemical composition and is formed at a constant temperature.
The phase diagram is constructed in temperature-concentration coordinates. The lines of the diagram delimit areas of identical phase states. The type of diagram depends on how the components interact with each other. To construct a phase diagram, a large number of cooling curves are used for alloys of various concentrations. When constructing a diagram, critical points are transferred from the cooling curves to the diagram and connected by a line. In the resulting areas on the diagram, phases or structural components are recorded. The line of the phase diagram on which crystallization of the alloy begins upon cooling is called the liquidus line , and the line on which crystallization ends is called the solidus line .
Types of state diagrams. The state diagram of alloys forming mechanical mixtures (Fig. 9) is characterized by the absence of dissolution of the components in the solid state. Therefore, in this alloy, the formation of three phases is possible: liquid alloy Zh, crystals A and crystals B. The ACB line of the diagram is the liquidus line: in the AC section, upon cooling, crystallization of component A begins, and in the CD section, component B begins. The DCB line is the solidus line, on it the crystallization of A or B is completed and at a constant temperature the crystallization of the eutectic E occurs. Alloys whose concentration corresponds to point C of the diagram are called eutectic, their structure is a pure eutectic.
Alloys located on the diagram to the left of the eutectic are called hypoeutectic; their structure consists of grains A and eutectic. Those alloys that are located to the right of the eutectic in the diagram are called hypereutectic; their structure consists of grains B surrounded by eutectic.
The state diagram of alloys with unlimited solubility of components in the solid state is shown in Fig. 10. For this alloy, the formation of two phases is possible: a liquid alloy and a solid solution a. There are only two lines on the diagram, the top one is the liquidus line, and the bottom one is the solidus line.
The phase diagram of alloys with limited solubility of components in the solid state is shown in Fig. 11. Three phases can exist in this alloy - a liquid alloy, a solid solution of α component B in component A and a solid solution of β component A in component B. This diagram contains the elements the previous two. The ACB line is the liquidus line, the ADCEB line is the solidus line. Eutectic is also formed here; there are eutectic, hypoeutectic and hypereutectic alloys. Along the lines FD and EG, secondary crystals of αII and βII are released (due to a decrease in solubility with decreasing temperature). The process of separating secondary crystals from the solid phase is called secondary crystallization.
The state diagram of alloys forming a chemical compound (Fig. 12) is characterized by the presence of a vertical line corresponding to the ratio of components in the chemical compound AmBn. This line divides the diagram into two parts, which can be considered as independent diagrams of alloys formed by one of the components with a chemical compound. In Fig. 12 shows a diagram for the case when each of the components forms a mechanical mixture with a chemical compound.