INTERSTATE STANDARD
| Nodular CAST IRON FOR CASTINGS Stamps Spheroidal graphite iron for castings. Grades | GOST 7293-85 (ST SEV 4558-84) Instead of GOST 7293-79 regarding cast iron grades |
By Decree of the USSR State Committee on Standards dated September 24, 1985 No. 3008, the introduction date was set
01.01.87
The validity period was lifted according to Protocol No. 7-95 of the Interstate Council for Standardization, Metrology and Certification (IUS 11-95)
This standard applies to cast iron having a spherical or vermicular graphite structure and establishes grades of cast iron determined on the basis of mechanical properties.
Description
Cast iron VCh50 is used : for the production of castings instead of steel castings with a mass of 500 to 6000 kg with the smallest permissible wall thickness of 25 mm; parts of stationary steam turbines, turbine equipment of nuclear power plants, elements of steam boilers and pipelines, hydraulic turbines, hydraulic valves and other power engineering equipment: group 2 castings operating at temperatures up to 250 °C, subject to increased static and dynamic loads and friction (pistons, gear housings, bearing housings, worm wheel housings, bushings, bearing caps, compressor nozzles, diaphragms, foundation frames, exhaust frames, compressor nozzles, gears, gears); castings of group 1, operating at temperatures up to 350 °C and castings subjected to high specific steam pressures, static, dynamic loads and friction (diaphragms, cages, parts of steam turbine compressors, fittings, compressor nozzles, diffusers, cut-off valves, bearing housings, piston rings) .
Elongation and hardness of cast iron
| Cast iron grade | Relative elongation, δ, %, not less | Brinell hardness, HB |
| HF 35 | 22 | 140 — 170 |
| HF 40 | 15 | 140 — 202 |
| HF 45 | 10 | 140 — 225 |
| HF 50 | 7 | 153 — 245 |
| HF 60 | 3 | 192 — 277 |
| HF 70 | 2 | 228 — 302 |
| HF 80 | 2 | 248 — 351 |
| HF 100 | 2 | 270 — 360 |
Note. Cast iron grade HF 35 with nodular graphite must have an average impact strength KCV of at least 21 J/cm2 at a temperature of plus 20 °C and 15 J/cm2 at a temperature of minus 40 °C, the minimum value of impact strength must be at least 17 J/cm2 at a temperature of plus 20 °C and 11 J/cm2 at a temperature of minus 40 °C.
Cast iron grades VCh 35 and VCh 40 with vermicular graphite must have a relative elongation δ of at least 1.0%.
Chemical composition
| Standard | C | S | P | Mn | Cr | Si | Fe |
| GOST 7293-85 | 3.2-3.7 | ≤0.02 | ≤0.1 | 0.3-0.7 | ≤0.15 | 1.9-2.9 | Remainder |
| STP M319-95 | 3.2-3.6 | ≤0.02 | ≤0.1 | ≤0.7 | ≤0.1 | 2.6-3.1 | Remainder |
Fe is the basis. According to GOST 7293-85, the chemical composition is given for castings with a wall thickness of up to 50 mm inclusive. For castings with a wall thickness of over 50 to 100 mm, the recommended content is C = 3.00-3.30%, Si = 2.20-2.60%. For castings with a wall thickness of over 100 mm, the recommended content is C = 2.70-3.20%, Si = 0.80-1.50%.
TEST METHODS
3.1. Tensile tests are carried out according to GOST 1497-84 on one sample with a diameter of 14 mm and a calculated length of 70 mm (Fig. 1). It is allowed to use samples of other sizes if this is specified in the regulatory and technical documentation or in the casting drawing.
Crap. 1
3.2. The KCV impact strength test is carried out on three samples 10 mm wide in accordance with GOST 9454-78.
3.3. Hardness determination is carried out according to GOST 27208-87.
3.4. If unsatisfactory test results are obtained for one of the required indicators, repeated tests are carried out on it on a double number of samples.
Test results are considered satisfactory if they meet the requirements of this standard for all tested samples.
3.5. If unsatisfactory test results are obtained for samples in the cast state, it is allowed to heat treat them together with the castings, followed by checking the mechanical properties in accordance with paragraphs. 3.1 and 3.4 of this standard.
3.6. To determine the mechanical properties of cast iron, separately cast blanks are used, the shape and dimensions of which are shown in Fig. , .
Crap. 2
Crap. 3
z
- depending on the size and number of samples
It is allowed to use tide blanks of other sizes if this is specified in the regulatory and technical documentation or casting drawing. The location for cutting samples is indicated in Fig. 2, 3 with hatching.
3.7. The conditions for pouring blanks for samples must correspond to the conditions for pouring castings.
3.8. When using heat treatment to relieve casting stresses in castings, it is allowed to use blanks in the cast state to determine the mechanical properties.
Cast irons with special properties.
Depending on the purpose, wear-resistant, anti-friction, heat-resistant and corrosion-resistant cast irons are distinguished.
Wear-resistant (anti-friction) cast iron.
Designated by a combination of the letters AChS, AChK, AChV. The letters C, K, B indicate the type of cast iron: gray, malleable, high-strength. The number indicates the cast iron number.
Chromium, nickel, copper, and titanium are used to alloy antifriction cast irons
Heat-resistant and heat-resistant cast irons.
They are designated by a set of capital letters of the Russian alphabet and the letters following them. The letter "C" is cast iron. The letter “Ш” at the end of the mark means the spherical shape of graphite. The remaining letters indicate alloying elements, and the numbers following them correspond to their percentage content in the cast iron.
Heat-resistant cast irons are used for the manufacture of parts for contact devices of chemical equipment operating in gas environments at 0 temperatures of 900-1100 C.
Corrosion-resistant cast irons.
Corrosion-resistant cast irons are highly resistant to gas, air and alkaline environments. They are used for the manufacture of parts of friction units operating at elevated temperatures.
Examples of designation and decoding:
1. SCh15 – gray cast iron, tensile strength 150 MPa.
2. KCh45-7 – malleable cast iron, tensile strength 450 MPa, relative elongation 7%.
3. VCh70 – high-strength cast iron, tensile strength 700 MPa
Nodular cast iron
A distinctive feature of the cast iron under consideration is the very compact, almost spherical shape of graphite inclusions, which has the smallest surface-to-volume ratio and least weakens the working section of the casting. In addition, the spherical shape of graphite inclusions does not have such a strong cutting effect on the metal base as the plate shape, and helps to reduce the stress concentration around the graphite inclusions.
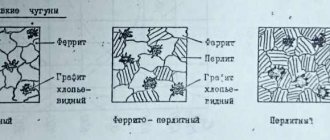
The second distinctive feature of nodular cast iron is that it allows the structure of the metal base to be varied within a wide range. By choosing the appropriate composition of the initial cast iron, using the appropriate production technology and appropriate heat treatment methods, it is possible to obtain cast iron with different structures of the metal matrix (pearlitic, pearlite-ferritic, ferrite-pearlitic, ferritic, sorbitol, martensitic, austenitic), and therefore with different physical, strength, operational and technological properties.
Depending on the structure of the metal matrix, different indicators of the listed properties can be obtained. For example, the pearlite structure is characterized by high tensile strength and relatively low elongation. Cast iron with a pearlite structure has high wear resistance. The ferritic structure is characterized by high relative elongation and slightly reduced tensile strength.
The spherical shape of graphite inclusions and the ability to vary the structure of the metal base over a wide range made it possible to give cast iron very high strength and performance properties, previously unattainable in the cast state in any of the existing types of cast iron.
Nodular cast iron has high tensile, compressive and bending strengths, a clearly defined yield strength, noticeable elongation in the cast state and high elongation after annealing, fairly high impact strength after heat treatment, etc. It also has very satisfactory casting properties. properties (good fluidity, low linear shrinkage, slight tendency to form hot cracks, etc.), is easy to machine, can be welded, welded casting defects, autogenous cutting, etc. Its performance properties are also positive - it has high wear resistance, good anti-friction properties, and high heat resistance (when alloyed with aluminum or silicon).
The listed positive properties of spheroidal graphite cast iron allow it to be used for the manufacture of critical parts in order to improve the quality, reliability and durability of machines and mechanisms.
Structural properties. Physical properties. The density of cast iron due to the presence of graphite is much less (by about 8-10%) than the density of carbon steel.
In the absence of structurally free cementite in the structure of cast iron with nodular graphite, its density is similar to the density of ordinary gray cast iron with flake graphite. If there is cementite in the structure, the density of cast iron increases and approaches the density of white cast iron. The density of cast iron at room temperature is 7.1-7.4 G/cm3, and on average it is taken to be 7.2 G/cm3.
The density of cast iron varies depending on the content of magnesium, carbon and silicon (table below), as well as the structure of the metal base.
Recommended chemical composition of nodular cast iron
| Cast iron grade | Casting wall thickness in mm | Element content in % | |||||
| WITH | Si | Mn | P | S | Mg | ||
| HF 45-0 | Up to 10 10‒30 30‒60 60‒100 Over 100 | 3,0-3,2 | 3,3‒3,0 2,9‒2,6 2,5‒2,2 2,1‒1,8 1,7‒1,4 | 0,6-0,8 | no more than 0.2 | no more than 0.03 | 0,04-0,08 |
| HF 50-1.5 | Up to 10 10‒30 30‒60 60‒100 Over 100 | 3,6‒3,3 3,5‒3,2 3,4‒3,1 3,3‒3,0 3,2‒2,9 | 3,3‒3,0 2,9‒2,6 2,5‒2,2 2,1‒1,8 1,7‒1,4 | 0,6-0,8 | Up to 0.12 | No more than 0.03 | 0,04-0,08 |
| HF 60-2 | |||||||
| HF 45-5 | Up to 10 10‒30 30‒60 60‒100 Over 100 | 3,5‒3,4 3,4‒3,3 3,3‒3,2 3,2‒3,1 3,1‒2,7 | 3,5‒3,3 3,2‒3,0 2,9‒2,7 2,6‒2,4 2,3‒2,1 | no more than 0.6 | no more than 0.1 | no more than 0.01 | 0,04-0,08 |
| HF 45-10 | |||||||
Titanium has a negative effect on the formation of nodular graphite, starting from 0.002%. When the titanium content in cast iron is 0.1–0.15%, graphite is released mainly in a compact form, and at 0.3–0.4%, graphite is released in the form of plates.
Lead. When the lead content in cast iron is 0.009%, it prevents the spheroidization of graphite, and in the amount of 0.013% its influence on spheroidization becomes very strong.
Antimony has a negative effect on elongation performance starting from a content of 0.004%, but in an amount of 0.026% it does not prevent the formation of spherical graphite.
Bismuth in an amount of 0.003% noticeably inhibits the spheroidization of graphite, and at a content of 0.005% bismuth, nodular graphite is not formed at all.
Tin at a content of 0.05% prevents the spheroidization of graphite, but contributes to the formation of a pearlite structure and an increase in tensile strength. When the tin content increases to 0.1-0.2%, the mechanical properties of cast iron sharply decrease; Therefore, the tin content in cast iron is permissible up to 0.05%.
Arsenic in amounts up to 0.09% has no effect on the formation of spheroidal graphite. When the arsenic content is 0.125%, compact graphite appears in cast iron.
Copper in an amount of more than 2% prevents the formation of nodular graphite and reduces the mechanical properties of cast iron. If nickel is present, the copper content in cast iron can be increased.
Aluminum in amounts greater than 0.2% prevents the formation of nodular graphite and reduces the mechanical properties of cast iron. In cast iron containing 0.34% aluminum, the graphite had a compact shape and a small number of irregular spheroids. If these impurities are present in cast iron, their harmful effects are neutralized by cerium.
To completely neutralize the harmful effects of the elements listed above, cerium is introduced into the cast iron, the residual content of which must be at least 0.005%.
The casting properties of nodular cast iron differ significantly from the casting properties of carbon steel, flake cast iron and ductile cast iron.
The fluidity of cast iron is good and in this respect it is not inferior to cast iron with flake graphite.
Of all the iron-carbon alloys, cast iron has the best fluidity, which makes it possible to cast from it the thinnest-walled parts with openwork surfaces, the casting of which from steel is associated with great difficulties. In addition, the high fluidity of cast iron contributes to the production of castings without shrinkage cavities, shrinkage porosity, gas cavities and other casting defects.
The fluidity of cast iron depends mainly on temperature. With increasing temperature, the fluidity of cast iron increases (Fig. 10).
The fluidity of cast iron is also influenced by its composition. Cast iron of hypoeutectic composition has minimal fluidity. As the carbon equivalent increases, the fluidity of cast iron increases. Cast iron of hypereutectic composition has the maximum fluidity (Se - 4.7%).
Shrinkage of cast iron occurs as it cools in the mold. As a result of shrinkage, cavities, porosity, hot and cold cracks, casting stresses can form in castings, and there may also be a discrepancy between the dimensions of the castings specified in the drawing. The largest volume of shrinkage cavities is observed in cast iron of eutectic composition, and in cast iron of hypoeutectic composition, shrinkage porosity is formed in most cases.
To avoid the formation of these defects, when choosing the composition of cast iron and developing the technological process for the production of castings, it is necessary to provide for appropriate measures to ensure the production of high-quality castings (creating directional solidification, setting profits, etc.).
A characteristic feature of cast iron is that it has a large pre-shrinkage expansion, which significantly reduces its tendency to form hot cracks in castings.
The total linear shrinkage of cast iron with nodular graphite differs practically little from the linear shrinkage of cast iron with flake graphite. Therefore, models and core boxes are made using the same shrinkage scales as for gray cast iron. The amount of hindered linear shrinkage, which is taken into account when making models, for cast iron with nodular graphite is 0.7-1.0%, depending on the degree of inhibition of pre-shrinkage expansion and the pre-pearlite part of the shrinkage.
Casting stresses are formed in castings due to uneven cooling of individual parts or a given section of the casting and unequal degrees of inhibition of linear shrinkage. The magnitude of these stresses in cast iron with nodular graphite significantly exceeds the magnitude of stresses in castings made of gray cast iron with flake graphite. This is mainly explained by the fact that nodular cast iron has a higher elastic modulus and lower thermal conductivity compared to gray cast iron.
Residual casting stresses are formed in castings after the cast iron transitions from the region of plastic to the region of elastic deformations.
If, after transition to the region of elastic deformations, there is no temperature gradient in the massive and thin parts of the casting or along the cross section of the casting, then residual stresses do not arise. However, it is practically impossible to create such conditions.
Residual stresses, having arisen in the casting, do not remain constant, but change over time due to the occurrence of plastic deformations. The transition from elastic to plastic deformation is accompanied by a decrease in the level of casting stresses. This circumstance is used to reduce casting stresses in castings by applying heat treatment to the temperature of transition of elastic deformations to plastic ones. The higher the heating temperature of the casting, the more completely the elastic deformations transform into plastic ones and the greater the reduction in stresses, provided that the subsequent cooling of the castings is carried out slowly and evenly, i.e., when no new stresses arise. To relieve casting stresses in cast iron castings, the maximum heating temperature should not exceed 600 ° C, since when heated to higher temperatures, structural transformations can occur in cast iron, which can lead to a change in the properties of cast iron.
Exposure at maximum temperature is carried out for 2-8 hours, depending on the thickness of the casting walls; The castings are cooled at a rate of 30° C/h to avoid the formation of new stresses.
The machinability of cast iron depends on its strength and hardness, which in turn depend on the structure of the metal base. Cast iron with a ferritic structure has the lowest strength, relatively low hardness and the best machinability.
In comparison, cast iron with a pearlite structure of the metal base has higher strength and hardness and slightly worse machinability. The durability of cutters when turning ferritic cast iron is 2 times higher than when turning pearlitic cast iron.
When machining ductile cast iron with nodular graphite, the cutting force is 50-60% higher than when machining ordinary gray cast iron with flake graphite of the same hardness.
In the presence of carbides in cast iron, its machinability deteriorates sharply.
The cutting speed of cast iron with a ferritic structure of the metal base reaches 200-300 m/min. The cleanliness of the treated surface is higher than that of gray cast iron with flake graphite, and reaches class 7.
The machinability of nodular cast iron at equivalent strength or hardness is better than gray cast iron and steel. Cutting speeds during its processing can be 25% higher.
The results of a study of the durability of cutters when turning cast iron showed that in cast iron with a pearlitic structure obtained in the cast state and after normalization, the difference in machinability is insignificant.
When processing cast iron, it is more expedient to use mineral-ceramic cutters at high cutting speeds, and carbide cutters (grades CI, SZ and C8) are more profitable to use at low cutting speeds.
Carbide cutters have the highest durability when turning ferritic cast iron, for which u30 = 136 m/min. The corresponding value for carbide cutters SZ and mineral-ceramic cutters 01 was 104 and 119 m/min.
It is advisable to use mineral-ceramic cutters when turning ferritic cast iron only at cutting speeds >150 m/min.
For all tool materials, the durability of cutters when turning ferritic cast iron is significantly higher (up to 2 times) than when turning nodular cast iron with a pearlite structure).
The weldability of nodular cast iron is closer to that of carbon steel than that of gray cast iron with flake graphite. This positive property is successfully used both for welding casting defects in castings and for welding together parts of products made from nodular cast iron, or from nodular cast iron and carbon steel.
For spheroidal graphite cast iron, arc welding is used using steel-nickel-iron and special cast-iron electrodes, as well as gas welding with and without heating of parts.
When welding without heating parts, iron-nickel electrodes TsCh-3 are used with the following composition (in%): 0.15 C; 50-60 Ni, 0.15 Si; 0.1-0.3 Mn, 0.035 S and 0.045 P. The coating of such electrodes consists of 35% dolomite, 25% fluorspar, 10% black graphite and 30% ferrosilicon (Cu 75).
When welding high-strength cast iron with steel without heating, TsCh-4 electrodes are used, which are made from SV-08 wire with a coating consisting of 6% marble, 16% fluorspar, 70% ferrovanadium; 4% ferrosilicon (Ci 75); 4% potash and 30% sodium liquid glass (as a percentage of the weight of the dry mixture).
Welding of high-strength cast iron with TsCh-4 electrodes is carried out using direct current with straight polarity or alternating current. Electrodes TsCh-4 provide good machinability of welds.
When gas welding using cast iron filler rods, their composition is as follows (in%): 3.0-3.5 C; 2.7—3.5 Si; 0.45 Mn; 0.07 R; 0.05 Cg; 0.07-0.14 Mg. The increased content of magnesium in the filler rods ensures its content in the weld in an amount not lower than 0.035%, which makes it possible to obtain a spherical graphite shape and, therefore, high mechanical properties in the weld.
Nodular cast iron is used in industry as a new structural material and as a substitute for carbon steel, ductile iron, and gray flaky cast iron.
The areas of application of nodular cast iron are determined by its high structural, operational (service) and technological properties and, in many cases, a good combination of these properties.
An important feature of cast iron is that it is used for the manufacture of both small parts weighing several hundred grams (for example, piston rings), and very large parts weighing up to 150 tons in one casting (for example, forging hammers, beds and frames of presses and rolling mills); both parts with thick walls (up to 1000 mm) and parts with thin walls (3-5 mm). Parts can be used both in a cast state and after appropriate heat treatment.
A typical example of the use of nodular cast iron instead of steel forgings is crankshafts for large diesel engines of cars and tractors. Crankshafts made of nodular cast iron are not only cheaper than forged steel ones, but also superior to them in performance (their durability is higher than the durability of forged steel shafts).
Nodular cast iron has been widely used to replace cast steel. Having similar indicators to steel in terms of tensile strength, this cast iron has higher indicators in terms of yield strength, which allows it to be used for critical parts.
In addition, in comparison with steel, it has higher performance properties (higher wear resistance, better anti-friction and anti-corrosion properties, higher heat resistance).
The replacement of steel casting with casting made from high-strength cast iron is also favored by the fact that high-strength cast iron, with similar mechanical properties, has much better casting properties, including higher fluidity and less tendency to form hot cracks. The good fluidity of cast iron allows it to be poured into very thin-walled parts, the manufacture of which from steel presents significant difficulties.
The slight tendency of cast iron to form hot cracks significantly simplifies the technology for producing castings and sharply reduces rejects for this type of defect.
The lower melting point of cast iron greatly facilitates the smelting technology, since highly heat-resistant refractory materials for furnaces and highly heat-resistant molding materials are not required.
The use of nodular cast iron and other types of cast iron is discussed in more detail in the article the use of cast iron.