Initially, cast iron technology was first mastered in China back in the 10th century, after which it became widespread in other countries of the world. The basis of cast iron is an alloy of iron with carbon and other components. A distinctive feature is that cast iron contains more than 2% carbon in the form of cementite, which is not found in other metals. A prominent representative of such an alloy is white cast iron, which is used in mechanical engineering for the manufacture of parts, in industry and in everyday life.
Properties
In comparison with other metals, iron-carbon alloy has the following characteristics and properties:
- high fragility;
- increased hardness;
- high resistivity;
- low casting properties;
- low machinability;
- good heat resistance;
- high shrinkage (up to 2%) and poor filling of molds;
- low impact resistance;
- high wear resistance.
The metal mass has great corrosion resistance in hydrochloric or nitric acid. If there are free carbides in the structure, then corrosion will occur when cast iron is placed in sulfuric acid.
White cast irons, which contain a lower percentage of carbon, are considered more resistant to high temperatures. Due to the increased mechanical strength and toughness that appear when exposed to high temperatures, the formation of cracks in castings is minimized.
HIGH STRENGTH CAST IRON
Malleable iron contains carbon in the form of graphite in the form of isolated flakes. Thanks to this, the material has greater ductility and toughness than other types of cast iron. Malleable cast iron is made from white cast iron by treating it with prolonged exposure to high temperatures. As a result of such processing, graphitization processes occur in the alloy - cementite disintegrates, forming graphite.
In addition to its high malleability characteristics, from which it gets its name, this type of cast iron is also characterized by increased tensile strength and impact resistance. The malleability of malleable cast iron to machining allows it to be used to make products of complex shapes. Brake pads, angles and other parts for machines and mechanisms are made from it.
Application
Based on the above properties, we can conclude that it makes no sense to practice thermal and mechanical treatment of white cast iron. The alloy found its main application only in the form of casting. Consequently, white cast iron obtains its best properties only if all casting conditions are met. This processing method is actively used if it is necessary to produce massive products that must have high surface hardness.
In addition, white cast iron is annealed, resulting in malleable cast iron, which is used for the production of thin-walled castings, for example:
- automobile parts;
- products for agriculture;
- parts for tractors, combines, etc.
The alloy is also used for the manufacture of plates with a ribbed or smooth surface, and is also actively used for the production of steel and gray cast iron.
The use of white cast iron in agriculture as a structural metal is quite limited. Most often, iron-carbon alloy is used for the manufacture of parts for hydraulic machines, sand throwers and other mechanisms that can operate under conditions of increased abrasive wear.
Application area
Ordinary white cast iron is used very limitedly, since it is poorly applicable to mechanical and heat treatment. For the production of products it is often used in the form of unprocessed or partially processed castings.
The alloy is most widely used in the manufacture of large parts of simple configuration. These are housings and parts of machine tools and rolling mills, balls for mills, drive and support wheels. In addition, white cast iron is used for the manufacture of assembly units that are constantly exposed to abrasive materials.
An important point is the use of ordinary cast iron as a raw material for the manufacture of malleable grades of iron-carbon cast iron and steel alloys.
Bleached cast irons
This alloy is considered a type of white cast iron. It is possible to achieve a chill of 12-30 mm by rapidly cooling the surface of the iron-carbon alloy. Material structure: the surface part is made of white, gray cast iron in the core. Wheels, balls for mills, and rolling rolls are made from this material, which are mounted in machines for processing sheet metal.
White cast iron (page 1 of 2)
In white (marginal) cast iron, almost all carbon is contained in the form of cementite. White cast iron has the following properties:
— light gray, almost white color;
- cannot be machined.
White cast iron is used only for converting parts into steel, but not for their manufacture.
Marginal open hearth cast irons contain (%): carbon 3.5-4; silicon 0.3-1.5, manganese 1.5-3.5; phosphorus 0.15-0.3, sulfur 0.03-0.07; the rest is iron
Cast irons are iron-carbon alloys with a carbon content of more than 2%. There are white (marginal), gray (foundry) and malleable cast irons.
White cast irons are iron-carbon alloys in which all the carbon is chemically bonded to iron. As a result, they have increased hardness and fragility and are therefore rarely used in technology. They are used primarily as an intermediate product for processing into steel and for producing malleable cast iron.
White cast irons are rarely used in the national economy as structural materials, since due to the high cementite content they are very brittle and hard and difficult to cast and process with tools. They are used to make parts of hydraulic machines, sand blowers and other structures that operate under conditions of increased abrasive wear. To increase wear resistance, white cast iron is alloyed with chromium, vanadium, molybdenum and other carbide-forming elements. The marking of white cast iron is not established.
A variety of white cast iron is bleached cast iron. The surface layers of products made from such cast iron have the structure of white (or half-cast) cast iron, and the core is of gray cast iron. Chilling to a certain depth (12.30 mm) is obtained by rapidly cooling the surface (for example, casting cast iron into metal or sand molds). To relieve structural stresses that can lead to the formation of cracks, castings are heated at 500–550 °C. The high oxidation resistance of bleached cast iron is due to the surface hardness reaching 400-500 HV. Rolls of sheet mills, wheels, balls for mills, etc. are made from bleached cast iron.
Limit plastic and elastic deformations of white cast iron
11/14/2009 | Author: admin
The limiting plastic and elastic deformations of white cast iron in the temperature range 700–1150° C were determined by tensile testing of three samples at each temperature point at 50° C on a high-temperature microscope NM-4 “Union”. The formation of a hot crack in the casting is indicated by obtaining a negative ek value. The more positive the criterion is, the less prone the metal is to cracking.
Based on experimental data obtained when testing samples (2.80% C; 1.20% Si; 0.14% S; 0.40%q Mn; 0.12% P) for tension in the temperature range 700-1150° C, and the results of processing oscillograms of changes in free and hindered shrinkage with decreasing temperature of samples cooling after pouring, graphs were constructed. A noticeable increase in the ultimate elastic deformation in white cast iron is observed at 900° C.
Cold cracks in white iron castings
Cold cracks occur at temperatures below 600-650° C, when elastic deformations predominate in the casting material. The mechanism of their formation is almost no different from the mechanism of formation of hot cracks. In appearance, cold cracks have a small width and regular outlines, since when they form, destruction occurs along the grain, with a light or tarnished granular fracture surface. The main reasons for the formation of cold cracks are residual stresses that arise in the casting during its cooling, as well as temporary stresses.
Alloying elements of the alloy
Specially introduced alloying substances added to the composition of white cast iron can impart greater wear resistance and strength, corrosion resistance and heat resistance. Depending on the amount of added substances, the following types of cast iron are distinguished:
- low alloy alloy (up to 2.5% excipients);
- medium alloyed (from 2.5% to 10%);
- highly alloyed (more than 10%).
Alloying elements can be added to the alloy:
- chromium;
- sulfur;
- nickel;
- copper;
- molybdenum;
- titanium;
- vanadium,
- silicon;
- aluminum;
- manganese.
Alloyed white cast iron has improved properties and is often used for casting turbines, blades, mills, parts for cement and conventional furnaces, pumping machine blades, etc. The iron-carbon alloy is processed in two furnaces, which allows the material to be brought to a certain chemical composition:
- in a cupola;
- in electric melting furnaces.
Castings made of white cast iron are annealed in furnaces to stabilize the required dimensions and relieve internal stress. The annealing temperature can increase to 850 degrees. The heating and cooling process must be done slowly.
The marking or designation of white cast iron with impurities begins with the letter H. Which alloying elements are contained in the alloy can be determined by the subsequent letters of the marking. The name may contain numbers that indicate the amount in percentage terms of additional substances that are contained in white cast iron. If the marking contains the designation Ш, this means that the alloy structure contains spherical graphite.
Composition and types of white cast iron
White cast iron consists of the so-called cementite eutectic. In this regard, it is divided into three categories:
- Hypoeutectic. These are alloys in which carbon does not exceed 4.3% of the total composition. It is obtained after complete cooling. As a result, it acquires the characteristic structure of such elements as pearlite, secondary cementite and ledeburite.
- Eutectic. Their carbon content is 4.3%.
- Hypereutectic white cast iron. The content exceeds 4.35% and can reach 6.67%.
In addition to the above classification, it is divided into ordinary, bleached and alloyed.
The internal structure of white cast iron is an alloy of two elements: iron and carbon. Despite high-temperature production, it retains a fine-grained structure. Therefore, if you break a part made of such metal, a characteristic white color will be observed. In addition, in the structure of a hypoeutectic alloy, for example, hard grades, in addition to pearlite and secondary cementite, cementite is always present. Its percentage can approach 100%. This is typical for a eutectic metal. For the third type, the structure is a composition of eutectic (Ep) and primary cementite.
One of the varieties of such alloys is the so-called bleached cast iron. Its basis, that is, the core, is gray or high-strength cast iron. The surface layer contains a high percentage of elements such as ledeburite and perlite. The whitening effect up to 30 mm deep is achieved using the rapid cooling method. As a result, the surface layer is white, and then the casting consists of an ordinary gray alloy.
White cast iron structure
Depending on the percentage of alloyed additives, the following types of metal are distinguished:
- low-alloyed (they contain no more than 2.5% alloying elements);
- moderately alloyed (the percentage of such elements reaches 10%);
- highly alloyed (in them the amount of alloying additives exceeds 10%).
Quite common elements are used as alloying additives. The alloyed white cast iron obtained in this way acquires new, predetermined properties.
Types of annealing
To form white cast iron, industry uses rapid cooling of the alloy. Today, the following main types of carbon alloy annealing are actively used:
- softening annealing is used primarily to increase the ferrite content of cast iron;
- annealing to relieve internal stresses and minimize phase transformations;
- graphitizing annealing, as a result of which it is possible to obtain malleable cast iron;
- normalization at a temperature of 850-960 degrees, resulting in graphite and perlite, and also increases wear resistance and strength.
MICROSTRUCTURE OF CAST IRONS
GOAL OF THE WORK
To investigate metallographically the microstructure of white and graphitized cast irons. Study the markings and practical applications of graphitized cast irons.
DEVICES AND MATERIALS
Metallographic microscopes. Collection of microsections of cast iron.
BASIC POINTS
Cast irons include alloys of iron and carbon containing more than 2.14% C (Fig. 1). Cast irons with a carbon content of up to 4 – 4.5% are found in practical use. With a larger amount of carbon, the mechanical properties deteriorate significantly.
Industrial cast irons are not double alloys, but contain in addition to Fe and C,
the same impurities as carbon steels Mn, Si, S, P, etc. However, in cast iron there are more of these impurities and their influence is different than in steels.
If all the carbon present in cast iron is in a chemically bound state, in the form of iron carbide (F3C -
cementite), then such cast iron is called white. Cast irons in which all or most of the carbon is in a free state in the form of graphite inclusions of one form or another are called graphitized.
White cast iron
Microscopic analysis of white cast iron is carried out using the Fe – Fe3C phase diagram (Fig. l). Due to the presence of a large amount of cementite, white cast iron has high hardness (HB = 4500 - 5500 MPa), is brittle and practically cannot be machined by cutting. Therefore, white cast iron has limited use as a structural material.
A common structural component of white cast iron is ledeburite. Ledeburite
is a mixture of austenite and cementite formed by a eutectic reaction when a liquid of composition point C (4.3% carbon) is supercooled below a temperature of 1147 °C.
| eutectic (ledeburite) |
Cast iron containing 4.3% C (point C) is called white eutectic cast iron. To the left of point C are hypoeutectic, and to the right are hypereutectic white cast irons. In hypoeutectic white cast irons, austenite crystallizes from the liquid phase, then the eutectic, ledeburite.
When cast iron is cooled in the temperature range from 1147 °C to 727 °C, austenite is depleted in carbon, its composition changes along the ES line and secondary cementite is released. With slight hypothermia below 727 ° C
authenite of point S composition decomposes into pearlite (F + C) by eutectoid reaction
Rice. 1. Structural diagram of the state of the iron-cementite system (in a simplified form)
Secondary cementite, released along the boundaries of austenite grains, merges with ledeburite cementite. Under a microscope, it is difficult to distinguish inclusions of secondary cementite.
Thus, at room temperature, hypoeutectic white cast iron contains three structural components - pearlite, ledeburite and secondary cementite (Fig. 2).
Eutectic white cast iron at room temperature consists of one structural component - ledeburite. The latter, in turn, consists of pearlite and cementite and is called converted ledeburite.
In hypereutectic white cast irons, primary cementite crystallizes from the liquid in the form of flat needles, then ledeburite is formed.
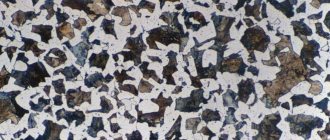
Rice. 2. Microstructure of white cast iron (schematic representation on the left): a) hypoeutectic; b) eutectic; c) hypereutectic
At room temperature, eutectic white cast iron contains two structural components: primary cementite and ledeburite. The phase composition of white cast irons at room temperature is the same as in carbon steels in equilibrium; they all consist of ferrite and cementite.
Graphitized cast irons.
Depending on the shape of the graphite inclusions, gray, high-strength, malleable cast iron and cast iron with vermicular graphite are distinguished.
Gray cast iron is produced at a lower casting cooling rate than white cast iron. They contain 1 – 3% Si
– having a strong graphitizing effect.
Gray cast iron is widely used in mechanical engineering. It can be processed well with cutting tools. It is used to produce machine beds, cylinder blocks, foundation frames, cylinder liners, pistons, etc.
Gray cast irons are marked with the letters SCh and followed by the value of tensile strength (in kgf/mm2),
for example SCh 15, SCh 20, SCh 35 (GOST 1412-85).
Graphite in gray cast iron is observed in the form of dark inclusions on a light background of an unetched section. The shape and dispersion of graphite, on which the mechanical properties of gray cast iron largely depend, are assessed from an unetched section.
Gray cast irons are divided according to the microstructure of the metal base, depending on the completeness of graphitization. The degree or completeness of graphitization is assessed by the amount of freely released (unbound) carbon.
The completeness of graphitization depends on many factors, the main ones being the cooling rate and the composition of the alloy. With rapid cooling, the formation of cementite rather than graphite is kinetically more favorable. The slower the cooling, the greater the degree of graphitization. Silicon acts in the same direction as slowing down cooling, i.e. promotes graphitization, and manganese, a carbide-forming element, hinders graphitization.
If graphitization in the solid state is complete, then cast iron contains two structural components - graphite and ferrite. This alloy is called gray cast iron with a ferritic base (Fig. 3a). If the eutectoid decomposition of austenite took place in accordance with the metastable system
eutectoid (pearlite)
then the structure of cast iron consists of graphite and perlite. This alloy is called pearlite-based gray cast iron. Finally, an intermediate option is possible when austenite partially decomposes by eutectoid reaction into ferrite and graphite, and partially with the formation of pearlite. In this case, cast iron contains three structural elements - graphite, ferrite and pearlite. This alloy is called gray cast iron on a ferrite-pearlite base.
Ferrite and pearlite in the metal base of cast iron have the same microstructural characteristics as in steels. Gray cast irons contain an increased amount of phosphorus, which increases fluidity and produces a triple eutectic.
In the metal base of gray cast iron, phosphide eutectic is found in the form of light, well-defined areas.
Ductile iron with nodular graphite is produced by modifying gray cast iron with alkaline earth elements. More often, magnesium is used for this, introducing it into the liquid melt in an amount of 0.02 - 0.03%. Under the influence of magnesium, graphite crystallizes in a spherical shape (Fig. 3b). Spherical graphite inclusions in a metal matrix are not as strong stress raisers as graphite plates in gray cast iron. Nodular cast irons have higher mechanical properties that are not inferior to cast carbon steel.
High-strength cast iron is marked with the letters HF, followed by the tensile strength values (in kgf/mm2)
HF 40, HF 45, HF 80 (GOST 7293-85). Just like gray cast irons, they are subdivided according to the microstructure of the metal base depending on the completeness of graphitization and are available on ferritic, ferrite-pearlite, and pearlite bases. High-strength cast iron is used in many areas of technology to replace cast and forged steel, gray and ductile cast iron. High mechanical properties make it possible to widely use it for the production of critical-use castings, including in marine engineering: cylinder heads, turbochargers, pressure pipes, crankshafts and camshafts, etc.
Malleable iron is produced by annealing white iron castings. The production of malleable cast iron is based on the fact that instead of the unstable cementite of white cast iron, annealing graphite of white cast iron is formed at elevated temperatures. Small products of complex configuration, cast from white cast iron, are annealed (malleable cast iron is obtained) to impart sufficient ductility necessary for their use in work. Malleable cast iron is marked with the letters KCH and is followed by the tensile strength values (in kgf/mm2)
and relative elongation (in%), for example, KCh 35-10, KCh 60-3 (GOST 1215-79).
Graphitization occurs through the dissolution of metastable cementite in austenite and the simultaneous separation of more stable graphite from the austenite. The longer the holding time during annealing and the lower the cooling rate, the more complete the graphitization occurs. Depending on the graphitization, the same three main types of structures are found as in gray cast iron with flake graphite: malleable cast irons on ferritic, ferrite-pearlitic and pearlitic bases (Fig. 3v). Ductile cast irons differ from gray (foundry) cast irons in microstructure only in the form of graphite.
If in thin sections (Fig. 3) of gray cast iron graphite has the form of tortuous veins, then in malleable cast iron graphite, called annealing carbon, is in the form of more compact flake-like inclusions with torn edges. The more compact form of graphite provides increased mechanical properties of ductile iron compared to gray cast iron with flake graphite. Having mechanical properties similar to cast steel and high-strength cast iron, high resistance to impact loads, wear resistance, and machinability, ductile cast iron finds its application in many industries. Pistons, gears, connecting rods, brackets, porthole rings, etc. are made from it.
Cast irons with vermicular graphite are produced like high-strength cast irons by modification, only a smaller amount of spheroidizing metals is introduced into the melt. Cast iron with vermicular graphite is marked with the letters CHVG and then followed by a number indicating the value of tensile strength ( kgf/mm2),
for example, ChVG Z0, ChVG 45 (GOST 28394-89). Vermicular graphite, like lamellar graphite, is visible on a metallographic section in the form of veins, but they are smaller, thicker, with rounded edges (Fig. 3g). The microstructure of the metal base of ChVG, like that of other graphitized cast irons, can be ferritic, pearlitic and ferrite-pearlite.
In terms of mechanical properties, cast irons with vermicular graphite are superior to gray cast irons and are close to high-strength cast irons, and the damping capacity and thermophysical properties of CCG are higher than those of high-strength cast irons. Cast irons with vermicular graphite are more technologically advanced than high-strength cast irons and compete with gray cast irons. They are characterized by high fluidity, machinability, and low shrinkage. Cast irons with vermicular graphite are widely used in the global and domestic automotive industry, tractor manufacturing, shipbuilding, diesel engineering, power and metallurgical engineering for parts operating under significant mechanical loads under conditions of wear, hydrocavitation, and variable temperature increases. For example, ChVG is used instead of midrange for the production of cylinder heads for large marine diesel internal combustion engines.
CONTENTS OF THE REPORT
1. Title of the work. 2. Purpose of the work. 3. Fragment of the diagram Fe – Fe3C (2.14 – 6.67% C ).
4. Diagrams of the microstructures of the studied samples, indicating their brands. 5. Conclusions.
CONTROL QUESTIONS
1. What alloys are classified as cast iron? 2. What groups are cast irons divided into? 3. Which phase diagram is used when analyzing the microstructure of white cast iron? 4. Why is white cast iron of limited use? 5. What is ledeburite called? 6. What process occurs in white cast iron when the melt is supercooled below 1147 °C? 7. How much carbon is contained in eutectic white cast iron? 8. How many structural components can be seen at room temperature in white hypoeutectic cast iron? 9. How many structural components can be seen at room temperature in white eutectic cast iron? 10. How many structural components can be seen at room temperature in white hypereutectic cast iron? 11. By what method are gray cast irons produced? 12. By what method is malleable cast iron produced? 13. What method is used to produce high-strength cast iron? 14. What method is used to produce cast iron with vermicular graphite? 15. How are cast irons marked? 16. On what factors does the degree of graphitization depend? 17. How many structural components does cast iron contain if graphitization in the solid state is complete? 18. How do the microstructures of graphitized cast irons on the same base differ? 19. What is the essence of the eutectic transformation in cast iron?
Back
Additional information
Today it has been proven that there is no direct relationship between wear resistance and hardness of a carbon alloy. Only due to the structure, namely the arrangement of carbides and phosphides in the form of a regular network or in the form of uniform inclusions, increased wear resistance is achieved.
The strength of white cast iron is most strongly influenced by the amount of carbon, and the hardness depends on the carbides. The greatest strength and hardness are those cast irons that have a martensitic structure.
GRAY CAST IRON
In the alloy of such cast iron, carbon - all or partly - is in the form of lamellar graphite. Following the example of light cast iron, gray got its name because of the color of the fracture. Gray cast iron also contains silicon and sometimes magnesium. The amount of carbon in gray cast iron is from 2.9 to 3.7%.
Gray cast iron, like white cast iron, is brittle, but at the same time it has high casting properties, fluidity and low shrinkage. The bases of machine tools, cylinders of various mechanisms, and pistons are made from gray cast iron.
Cast iron (white, gray, high-strength, malleable). Preparation, structure, labeling, scope
White cast irons: composition, properties, scope.
Carbon is in the form of cementite Fe3C. The break will be white if broken. In the structure of hypoeutectic cast iron HB 550, along with pearlite and secondary cementite, there is brittle eutectic (ledeburite), the amount of which reaches 100% in eutectic cast iron. The structure of hypereutectic cast iron consists of eutectic (Ep) and primary cementite, which is released during crystallization from the liquid in the form of large plates. High hardness, difficult to cut. Ch. property: high wear resistance. Cast iron is brittle. Rarely used in mechanical engineering. It is used in the manufacture of millstones in mills, rolling rolls in rolling machines, and fences are made from this cast iron. If the casting is small (up to 10 kg), then white cast iron is formed during rapid cooling.
Preparation: Three types of white cast iron are smelted in blast furnaces: foundry coke iron, pigment coke iron and ferroalloys.
The structure does not affect the ductility; it remains extremely low. But it does affect hardness. Mechanical strength is mainly determined by the number, shape and size of graphite inclusions. Small, swirl-shaped graphite flakes reduce strength less. This form is achieved through modification. Aluminum, silicocalcium, and ferrosilicon are used as modifiers.
Gray cast iron is widely used in mechanical engineering, as it is easy to process and has good properties.
Depending on the strength, gray cast iron is divided into 10
brands (GOST 1412).
Gray cast irons, with low tensile strength, have fairly high compressive strength.
Gray cast irons contain carbon - 3,2…3,5 %
;
silicon – 1.9…2.5%
;
manganese – 0.5…0.8%
;
phosphorus – 0.1…0.3%
; sulfur –
They are designated by the index SCh (gray cast iron) and a number that shows the value of the tensile strength multiplied by 10 -1 SCh 15.
Preparation: Graphite is formed in gray cast iron as a result of the decomposition of brittle cementite. This process is called graphitization. The decomposition of cementite is caused artificially by introducing silicon or special heat treatment of white cast iron.