Hardening of steel and alloys
Hardening (martensitic transformation) is the main method of imparting greater hardness to steels. In this process, the product is heated to such a temperature that the iron changes its crystal lattice and can be additionally saturated with carbon. After holding for a certain time, the steel is cooled. This must be done at high speed to prevent the formation of intermediate forms of iron. As a result of rapid transformation, a solid solution supersaturated with carbon with a distorted crystal structure is obtained. Both of these factors are responsible for its high hardness (up to HRC 65) and brittleness. When hardening, most carbon and tool steels are heated to a temperature of 800 to 900C, but high-speed steels P9 and P18 are heated at 1200-1300C.
Microstructure of high-speed steel R6M5: a) cast state; b) after forging and annealing; c) after hardening; d) after vacation. ×500.
Quenching modes
- Quenching in one environment
The heated product is lowered into a cooling medium, where it remains until it cools completely. This is the simplest hardening method, but it can only be used for steels with a low carbon content (up to 0.8%) or for parts of simple shape. These limitations are associated with thermal stresses that arise during rapid cooling - parts of complex shapes can warp or even crack.
- Step hardening
With this method of hardening, the product is cooled to 250-300C in a saline solution for 2-3 minutes to relieve thermal stress, and then cooling is completed in air. This helps prevent cracks or warping of parts. The disadvantage of this method is the relatively low cooling rate, so it is used for small (up to 10 mm in diameter) parts made of carbon or larger ones made of alloy steels, for which the hardening rate is not so critical.
- Hardening in two environments
It begins with rapid cooling in water and ends with slow cooling in oil. Typically, such hardening is used for products made of tool steels. The main difficulty lies in calculating the cooling time in the first environment.
- Surface hardening (laser, high frequency currents)
Used for parts that must be hard on the surface, but have a viscous core, for example, gear teeth. During surface hardening, the outer layer of the metal is heated to supercritical values, and then cooled either during the heat removal process (with laser hardening) or by liquid circulating in a special inductor circuit (with high-frequency current hardening)
Vacation
Hardened steel becomes excessively brittle, which is the main disadvantage of this hardening method. To normalize the structural properties, tempering is carried out - heating to a temperature below the phase transformation, holding and slow cooling. During tempering, a partial “cancellation” of hardening occurs, the steel becomes slightly less hard, but more ductile. There are low (150-200C, for tools and parts with increased wear resistance), medium (300-400C, for springs) and high (550-650, for highly loaded parts) tempering.
Temperature table for quenching and tempering steels
| No. | steel grade | Hardness (HRCe) | Temperature hardening, degrees C | Temperature holidays, degrees C | Temperature zak. HDTV, deg.C | Temperature cement., deg. C | Temperature annealing, degrees C | Temper. Wednesday | Note |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 1 | Steel 20 | 57…63 | 790…820 | 160…200 | 920…950 | Water | |||
| 2 | Steel 35 | 30…34 | 830…840 | 490…510 | Water | ||||
| 33…35 | 450…500 | ||||||||
| 42…48 | 180…200 | 860…880 | |||||||
| 3 | Steel 45 | 20…25 | 820…840 | 550…600 | Water | ||||
| 20…28 | 550…580 | ||||||||
| 24…28 | 500…550 | ||||||||
| 30…34 | 490…520 | ||||||||
| 42…51 | 180…220 | Sech. up to 40 mm | |||||||
| 49…57 | 200…220 | 840…880 | |||||||
| 670 | Nitriding | ||||||||
| 10 | Steel 7KhG2VM | = 57 | 840…860 | 460…520 | Oil | Sech. up to 100 mm | |||
| 42…46 | Sech. 100..200 mm | ||||||||
| 39…43 | Sech. 200..300 mm | ||||||||
| 37…42 | Sech. 300..500 mm | ||||||||
| НV >= 450 | Nitriding. Sech. St. 70 mm | ||||||||
| 25 | Steel 30HGSA | 19…27 | 890…910 | 660…680 | Oil | ||||
| 27…34 | 580…600 | ||||||||
| 34…39 | 500…540 | ||||||||
| «— | 770…790 | With oven up to 650 | |||||||
| 26 | Steel 12Х18Н9Т | 6 mm water | |||||||
| 29 | Steel 20Х13 | 27…35 | 1050 | 550…600 | Air | ||||
| 43,5…50,5 | 200 | ||||||||
| 30 | Steel 40Х13 | 49,5…56 | 1000…1050 | 200…300 | Oil |
Objectives and effects of heat treatment
When heated to temperatures above the recrystallization temperature, the microstructure of most steel grades becomes equilibrium, and the properties become more uniform in all directions.
However, such benefits are not preserved with natural cooling. Moreover, coarse crystallites are formed, banding and other defects increase, worsening the performance properties of the metal. To preserve positive characteristics, it would be convenient to record favorable phase-structural changes at room temperatures. The easiest way is to heat the product to the desired temperature and then quickly cool it. Most heat treatment technologies are based on this principle.
When we talk about changes in mechanical properties, we mean shear strength, impact strength, tensile strength and hardness of steel. Taking into account this mechanical change in properties allows bed products to be more efficient in everyday tasks and more resistant to wear even in the most severe conditions. Proper heat treatment of steel reduces the labor intensity of other important production steps. For example, by wisely using the capabilities of heat treatment processes, stress can be relieved, facilitating the assembly or welding of structural elements, and the dimensions of their sections can be optimized.
Gears, shafts, bearings and other critical machine components benefit greatly from these heat treatment processes, increasing their wear resistance and overall service life. In particular, increasing fatigue strength allows steel products to more effectively resist alternating and impact loads.
The role of heat treatment processes in tool production is also great. Hard steels and alloys are often used as cutting and stamping parts where it is necessary to maintain sharp shapes and edges. In this case, it is possible to achieve the required balance between the surface hard layers of the tool and a more viscous, plastic core.
To summarize, it can be noted that as a result of heat treatment the material:
- Becomes more durable and hard (or, conversely, softer and more flexible!);
- Increases its fatigue strength;
- Improves weldability;
- Provides the necessary microstructure;
- In some cases, it changes the chemical composition of the surface.
In many cases, heat treatment is reversible, which allows you to change the properties of steel if for some reason the resulting characteristics do not meet production requirements.
Heat treatment of non-ferrous metals
Alloys based on other metals do not respond to hardening as well as steel, but their hardness can also be increased by heat treatment. Typically a combination of hardening and pre-annealing (heating above the phase transformation point with slow cooling) is used.
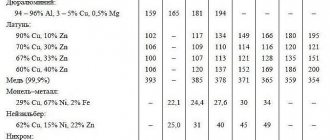
- Bronzes (copper alloys) are annealed at a temperature just below the melting point, and then quenched with water cooling. Quenching temperature from 750 to 950C depending on the composition of the alloy. Tempering at 200-400C is carried out for 2-4 hours. The highest hardness values, up to HV300 (about HRC 34), can be obtained for products made of beryllium bronze.
- The hardness of silver can be increased by annealing to a temperature close to the melting point (dull red color) and then quenching.
- Various nickel alloys are annealed at 700-1185C, such a wide range is determined by the variety of their compositions. For cooling, salt solutions are used, particles of which are then removed with water or protective gases that prevent oxidation (dry nitrogen, dry hydrogen).
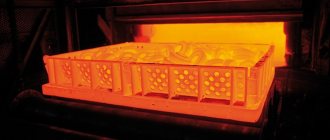
Equipment and materials
To heat metal during heat treatment, 4 main types of furnaces are used: - salt electrode bath - chamber furnace - continuous combustion furnace - vacuum furnace
Liquids (water, mineral oil, special water polymers (Thermat), salt solutions), air and gases (nitrogen, argon) and even low-melting metals are used as quenching media in which cooling occurs. The unit itself, where cooling occurs, is called a quenching bath and is a container in which laminar mixing of the liquid occurs. An important characteristic of the quenching bath is the quality of steam jacket removal.
Aging and other hardening methods
Aging is another type of heat treatment that increases the hardness of aluminum, magnesium, titanium, nickel and some stainless steel alloys that are pre-hardened without polymorphic transformation. During the aging process, hardness and strength increase, and ductility decreases.
- Aluminum alloys, for example, duralumin (4-5% copper) and alloys with the addition of nickel and iron are kept for an hour at a temperature of 100-180C
- Nickel alloys are subjected to aging in 2-3 stages, which in total takes from 6 to 30 hours at temperatures from 595 to 845C. Some alloys are pre-hardened at 790-1220C. Parts made of nickel alloys are placed in additional containers to protect them from contact with air. Electric furnaces are used for heating; salt electrode baths can be used for small parts.
- Maraging steels (high-alloy carbon-free iron alloys) age for about 3 hours at 480-500C after preliminary annealing at 820C
Chemical-thermal treatment - saturation of the surface layer with alloying elements,
- non-metallic: carbon (cementation) and nitrogen (nitriding) are used to increase the wear resistance of knees, shafts, gears made of low-carbon steels
- metal: for example, silicon (siliconization) and chromium helps to increase the wear and corrosion resistance of parts
Cementing and nitriding are carried out in shaft electric furnaces. There are also universal units that allow you to carry out the entire range of work on thermochemical processing of steel products.
Pressure treatment (hardening) is an increase in hardness as a result of plastic deformation at relatively low temperatures. In this way, low-carbon steels are strengthened during cold die forging, as well as pure copper and aluminum.
During heat treatment, steel products can undergo amazing transformations, acquiring wear resistance and hardness many times greater than that of the original material. The range of changes in the hardness of non-ferrous metal alloys during heat treatment is much smaller, but their unique properties often do not require large-scale improvement.
Types of heat treatment of steel
They include annealing, hardening, tempering, thermomechanical and mechanical-thermal treatment, as well as chemical-thermal treatment and cold treatment.
Annealing
The annealing operation consists of heating the steel to a given temperature, holding it at this temperature and then slowly cooling it (often together with the furnace). The main goal of annealing is to obtain an equilibrium structure. Therefore, during the annealing process, the mechanical properties are improved, the chemical composition of steels is leveled, their workability is improved, and residual deformations are reduced. Often annealing is one of the preliminary heat treatment operations, as a result of which it is necessary to prepare the initial structure for further transitions. Annealing is divided into:
- Recrystallization, the purpose of which is to remove hardening;
- Complete or incomplete – they differ in the degree of completion of structural changes;
- Spheroidization, which is performed to obtain the structure of granular perlite;
- Isothermal, to which alloy steels are subjected;
- Low temperature (to relieve internal stress);
- Diffusion, which guarantees the highest structural homogeneity of the metal.
The specific heating temperatures of the metal during annealing depend on the grade of steel.
Hardening
The heat treatment regime for steel during hardening is determined by the chemical composition and structure of the steel. Depending on the structure, hypoeutectoid and hypereutectoid steels are distinguished. After completion of the crystallization process, the former contain no more than 0.8% C, the latter – more than 0.8% C. The structure of hypoeutectoid steels contains ferrite and pearlite, while the structure of hypereutectoid steels consists of pearlite and secondary cementite Fe3C.
In a typical phase diagram of carbon steels, line Ac3, which determines the temperature limit of the austenitic transformation, depends on the percentage of carbon. With an increase in this content, it decreases from 9000C (for low-carbon steels) to 7230C for medium- and high-carbon steels.
Hypoeutectoid steel is heated to a temperature 20...300C higher than the Ac3 line, and hypereutectoid steel is heated to temperatures 20...300C higher than the Ac1 point temperature.
As a result of hardening, nonequilibrium structures are formed in steel, since subsequent rapid cooling makes any phase transformations difficult. Therefore, the hardness (and, consequently, brittleness) of steel increases sharply after hardening. The structure of such steels contains martensite, a significant amount of carbides that have not had time to dissolve, as well as retained austenite.
Hardening is divided into complete, incomplete and isothermal. In many cases, hardening is carried out in a stepwise manner, repeatedly heating the metal. As a result, structural changes are observed throughout the section, with a corresponding transformation of austenite into martensite.
Steel after hardening cannot be directly used for further processing, so the resulting structural stresses have to be removed by subsequent tempering.
Vacation
It is an operation of heating and holding pre-hardened steel at a temperature 20...300C below the critical point of the onset of martensitic transformation. As a consequence, a partial transformation of retained austenite and martensite occurs, accompanied by the removal of internal stresses, a decrease in brittleness, and an increase in the toughness and ductility of the steel. The hardness of the metal decreases somewhat.
All pre-hardened parts are subjected to tempering, with the exception of those that have undergone isothermal hardening. Tempering is carried out in oil media, saltpeter baths or in tempering furnaces with forced air circulation.
Tempering modes are determined by the chemical composition and required hardness of the steel.
Chemical-thermal treatment
The main purpose of heat treatment of steel is to change its structure and hardness, but in some cases it is also necessary to change the chemical composition of the surface and especially the deep layers of the product. This function is performed by chemical-thermal treatment processes.
These processes differ:
- Sources of the resulting changes. They can be heat generated by heated working media (gas, melts) and electricity (in the latter case, electro-chemical-thermal processing technologies are distinguished separately;
- Materials or compounds that are incorporated into the original microstructure. According to this principle, the operations of nitriding, boriding, cementing, nitriding (differs from nitriding in that the structure contains not nitrogen itself, but its compounds), aluminizing, sulfiding, etc. are considered separately.
- Implementation methods: electric arc discharge, electrical alloying, diffusion metallization, etc.
For a number of reasons, chemical-thermal treatment is the most universal, progressive and accurate method for the desired change in the structure and properties of heat-treated steel.
Thermo-mechanical treatment
This type of heat treatment of steels (like its related mechanical-thermal treatment) is one of the combined technologies. It consists of simultaneous exposure of the metal to high temperatures and plastic deformations, which occur in the range of structural transformations. The effectiveness of the methods is determined by the shorter time and higher uniformity of the structural transformations that occur.
Thermo-mechanical processing is not applicable to all types of steel.
Cryogenic treatment
Paradoxically, heat treatment of metals can be carried out not only at elevated, but also at lower temperatures of the workpieces. Such processes are also called cold treatment.
The need for cryogenic processing is due to the fact that in some cases tempering of hardened steels does not bring the desired result, since the amount of unwanted retained austenite remains high. The use of cryogenic treatment provides:
- Improving the mechanical properties of steels, especially high-speed steels;
- Increasing the wear resistance of control and measuring instruments;
- Increasing the hardness of stainless steels;
- Improving the quality of the surface, which will subsequently be polished.
In all cases, cold treatment helps stabilize the dimensions of the workpieces.
Hardening steel 40Х
When heated strongly, almost all materials change their physical characteristics. In some cases, heating is carried out purposefully, since in this way it is possible to improve some performance qualities, for example, hardness. Heat treatment has been used for many years to increase the surface hardness of steel. Hardening should be carried out taking into account the characteristics of the metal, since the technology for increasing surface hardness is created based on the composition of the material. In some cases, hardening can be carried out at home, but it is worth considering that steel is a difficult-to-process material and in order to impart plasticity it is necessary to carry out strong heating to high temperatures using certain equipment. In this case, we will consider the features of heating 40X steel to increase ductility and conduct quenching or tempering.
Steel 40Х
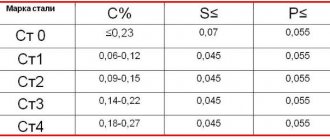
As previously noted, for proper quenching and tempering of steel, its composition and many other features should be taken into account. You can choose the right heat treatment modes taking into account the following information:
- The steel in question belongs to the structural alloy group. The alloy group is characterized by the content of a large number of impurities, which determine changes in performance properties, including hardness.
- Used in industry to create shafts, axles, rods, mandrels, racks, bolts, bushings, gears and other parts.
- Hardness index before heat treatment HB 10 -1 = 217 MPa.
- The temperature of the critical points determines the moment at which 40X steel begins to lose its qualities due to heat treatment: c1 = 743, Ac3(Acm) = 815, Ar3(Arcm) = 730, Ar1 = 693.
- At a tempering temperature of 200 °C, HB = 552.
The interpretation of 40X steel indicates that the material contains 0.40% carbon and 1.5% chromium.
Download GOST 4543-71 “Rolled products from alloy structural steel 40X”
What is meant by hardening
If you take an ordinary nail, hold it in a vice and try to bend it with a hammer, you will easily succeed - the nail is made of ductile steel. But if the same experiment is carried out with a drill, the latter will burst when hit by a hammer. The result suggests that the drill was subjected to some treatment to increase its strength, otherwise it would not be able to drill holes in dense material. What is metal hardening?
Steel hardening
In scientific terms, metal hardening is a technological process in which the crystal lattice of the hardened material acquires a certain structure. This is possible by exposing the product to high temperatures to the point of incandescence and further cooling in an oil or water environment. The process itself involves many nuances of temperature conditions and the duration of metal processing.
It is important to understand that an increase in the hardness of a metal during hardening (polymorphic transformation) leads to an increase in its brittleness. Therefore, mechanical transformations of hardened steels (bending, twisting) can be carried out only after preheating them to a certain temperature.
Vacation and normalization
Tempering is carried out immediately after completion of hardening, since there is a high probability of cracks occurring in the structure. In this case, the product is heated to a point below the critical point, held for a certain period of time, and cooled. Tempering improves the structure, eliminates stress and increases ductility, eliminating the brittleness of 40X steel.
Mechanical properties of 40X steel depending on tempering temperature
There are three types of heat treatment under consideration:
- Low tempering determines the heating of the surface to 250 °C with exposure and cooling in air. It is used to relieve stress and slightly increase ductility with virtually no loss of hardness. In the case of a structural alloy, it is used extremely rarely.
- The average tempering allows the product to be heated up to 500 °C. In this case, the viscosity increases significantly and the hardness decreases. This heat treatment method is used to produce springs, leaf springs and some tools.
- High allows you to heat the part up to 600 °C. In this case, martensite decomposes to form sorbitol. This structure is represented by the best combination of strength and ductility. Impact strength also increases. This heat treatment method is used to produce parts used under shock loads.
Another type of common heat treatment is normalization. Normalization is often carried out by heating the metal to the upper critical point, followed by holding and cooling in a normal environment, for example, in the open air. Normalization is carried out to impart a fine-grained structure, which leads to increased ductility and toughness.
Hardenability of steel
Hardenability - the ability of steel to increase hardness as a result of hardening. This characteristic depends to a greater extent on the carbon content in martensite and to a lesser extent on the content of alloying elements. [quote from the book “Materials Science”, M.Yu. Lakhtin, 1990]
There is also an alternative option for determining the hardenability of steel. Hardenability - the ability of steel to accept hardening, i.e. form a martensitic structure. This interpretation of hardenability is based on determining the hardening of steel and determining the critical cooling rate: hardening - heating steel to a temperature above the critical temperature or the temperature of dissolution of excess phases, holding and cooling at a rate above the critical. The critical cooling rate is the minimum cooling rate of austenite in the region of its minimum stability, at which the decomposition of austenite into a ferrite-cementite mixture is suppressed and at which the martensite structure is ensured.
Source
Specifics of heat treatment of steel 40x
Heat treatment of 40x steel has its own nuances, which are associated with the presence of many impurities in this alloyed metal. Let's consider the temperature conditions of steel processing, the process of hardening, tempering and normalization. Hardness after processing.
The physical properties of materials can be changed by thermal treatment at a high degree of heating and subsequent cooling. This primarily applies to metals that are subjected to hardening. To properly harden steel, you need to know its grade: it reflects the full chemical composition of the solid. Thus, heat treatment of 40x steel has its own nuances associated with the type of impurities contained in it.
If we take the exact definition of the type of steel to which 40x belongs, then this is a classic type of alloyed material, where the percentage of carbon is inferior to the percentage of chromium impurity. These elements here range from 0.44 to 0.36 and from 1.1 to 0.8, respectively. Chromium in the metal contributes to its resistance to aggressive oxidizing environments and gives it the ability not to rust. In addition, chromium affects the mechanical properties of 40x steel, transferring it to the category of structural steel.
Types of chemical-thermal treatment of metal and alloys, description
The main ones are carbon and nitrogen filling and diffuse metallization. Heating in liquid involves keeping an object in molten salt or iron. Using the gas method, reduction and exchange reactions, dissociation and disproportionation are obtained.
Steel cementation - what is it?
This is the filling of the outer layer of blanks with carbon, in which the amount of the chemical element does not exceed 25%. The procedure improves surface density, wear resistance and hardness. At the same time, the lower layers remain viscous. The treatment is appropriate for workpieces subject to contact wear. At the end, hardening and tempering are performed, controlling the quality of the operation.
The method is appropriate after finishing mechanical processing by covering the product with coatings or a layer of copper. The degree of heating of the part depends on the composition. The less carbon it contains, the higher the heating. For absorption and diffusion, the minimum heating threshold is at least 900-950⁰. Let us consider below the process of the metal cementation method, what it is.
Carbon saturation is carried out with coal semi-coke, peat coke or charcoal. The concentration of the chemical on the surface is up to 1%, otherwise the material becomes brittle. Then it is normalized. Cementation in gas is performed with benzene, methane or kerosene.
Steel nitriding – what is it?
This is filling the outer layer with nitrogen when heated in an ammonia environment to 480-650⁰. It increases resistance to corrosion and wear. When saturated, the size of the part increases. The degree of change depends on temperature and composition. The range most often used is 500-520⁰. By maintaining these parameters for 24-90 hours, you can increase the thickness to 0.5 mm.
Nitrocarburization or cyanidation
This is the name for a type of nitriding. Let's look at the difference between surface nitrocarburization (hardening) of steel and what it is. The process involves filling the outer layer with both carbon and nitrogen. The procedure is carried out on materials in which the amount of nitrogen is 0.3-0.4%. The proportion of substances is regulated by temperature. The higher it is, the more carbon remains. When oversaturated with both components, the product becomes brittle. It is also called nitrocarburization. It is carried out in gas or liquid. The high temperature procedure avoids deformation.
Features of the 40x steel hardening process
The features of 40x steel, as indicated above, are determined by the rich content of impurities in it. Among them, in addition to the main ones considered, there are copper, manganese, nickel, silicon, sulfur and phosphorus. All these elements, in a sense, complicate the processing of such metal, including thermal processing. So, in order to achieve the required ductility when hardening 40x steel, it is necessary to ensure strong heating of it in a muffle furnace to the specified temperatures. The material also needs to be cooled in a certain mode to achieve the required hardness of the structure.
Since 40x steel is used in the manufacture of parts of critical mechanisms: gears, shafts, racks, axles, bushings and bolts, special attention is paid to the accuracy of its hardening process.
What you need to know about the material when choosing a specific heat treatment mode:
- The hardness of the metal in its initial state, expressed in megapascals - HB 10-1 = 217.
- The temperature of the so-called critical points. These are indicators of heating to certain degrees, after which 40x steel may lose its positive qualities: Ar1 = 693, Ar3(Arcm) = 730, Ac3(Acm) = 815, c1 = 743.
- If the tempering temperature is taken to be 200 degrees Celsius, then the hardness index HB will be equal to 552 MPa.
Hardening steel 40x definitely leads to an increase in its hardness and a decrease in ductility. But the percentage of these indicators for such a metal will depend on the following factors:
- The time it takes for the part to be heated to a given temperature affects the overall heat treatment rate.
- The interval for keeping the metal in a heated state. The uniformity of heating of the entire metal structure and bringing each link of the crystal lattice into a mobile state depends on this indicator.
- The rate at which the workpiece is cooled. An important parameter when forming a new crystal lattice.
Cooling steel during hardening
The basis of most coolants used in hardening steel products is water. It is important that such water does not contain impurities of salts and detergents, which can significantly affect the cooling rate. A container containing water for hardening metal products is not recommended for other purposes. It is also important to take into account that running water cannot be used to cool the metal during the hardening process. The optimal temperature for coolant is 30 degrees Celsius.
Hardening steel products using ordinary water to cool them has a number of significant disadvantages. The most important of them is cracking and warping of parts after they have cooled. As a rule, this cooling method is used when cementing metal, surface hardening of steel, or heat treatment of parts of a simple configuration that will later be subjected to finishing.
For products of complex shapes made from structural steels, another type of coolant is used - a 50% caustic soda solution heated to a temperature of 60 degrees Celsius. After cooling in such a solution, the hardened steel acquires a light shade.
It is very important to follow safety precautions when working with caustic soda; be sure to use a hood placed above the bathtub. When a hot part is lowered into a solution, vapors are formed that are very harmful to human health.
Hardening steel in a muffle furnace
The best coolant for thin-walled parts made of carbon steels and products made of alloys are mineral oils, which provide a constant (isothermal) cooling temperature, regardless of environmental conditions. The main thing to avoid when using such a technical fluid is getting water into it, which can lead to cracking of parts during their cooling. However, if water does get into such a coolant, it can be easily removed from it by heating the oil to a temperature above the boiling point of water.
Tempering steel using oil as a coolant has a number of significant disadvantages that you should definitely be aware of. When oil comes into contact with a hot part, vapors are released that are harmful to human health; in addition, the oil may catch fire at this moment. An oil bath also has the following property: after its use, a residue remains on the parts, and the coolant itself loses its effectiveness over time.
All these factors should be taken into account when hardening metals in an oil environment and the following safety measures should be taken:
- immerse parts in an oil bath using tongs with long handles;
- carry out all work wearing a special mask made of tempered glass and gloves made of thick fabric with fire-resistant properties or rough leather;
- reliably protect your shoulders, neck, chest with work clothes made of thick fire-resistant fabric.
Oil bath cooling
To harden certain grades of steel, cooling is carried out using an air flow created by a special compressor. It is very important that the cooling air is completely dry, as the moisture it contains can cause the metal surface to crack.
There are methods for hardening steel that use combined cooling. They are used to cool parts made of carbon steels that have a complex chemical composition. The essence of such hardening methods is that the heated part is first placed in water, where in a short time (a few seconds) its temperature drops to 200 degrees, further cooling of the part is carried out in an oil bath, where it should be moved very quickly.
Optimal heat treatment mode
- The electric furnace is heated to a temperature close to 860 degrees Celsius. With standard oven power, this takes about 40 minutes.
- The holding time of the workpiece in the chamber is assumed to be 10–15 minutes. Visually, the color of 40x steel should acquire a uniform yellow tint.
- An oil medium is often used for cooling, and water is less often used.
You can more accurately calculate the heating time of a metal product using the rule: for each cubic millimeter you need to allow 1.5 to 2 minutes for the part to remain inside the electric furnace chamber.
As practice has shown, for 40x steel the most effective method of hardening is by heating the metal with high frequency currents (HFC). Such heating is characterized by rapid achievement of the specified temperature, as well as improved indicators of the strength of the product during operation.
At what temperatures does steel harden, which serves as a cooling medium?
Various steels are most often subjected to the hardening process. This is due to the fact that steel is the main material in the manufacture of mechanisms and structures. Each grade of steel has its own optimal indicators at which the hardening process occurs. For grades of high-speed steels we can say that:
- P18 steel is hardened at a temperature of 1270 degrees Celsius, with further cooling in oil;
- R9K5, R9M4K8, R6M5K5 - at 1230 degrees, with cooling in the same cooler;
- Р6М5 – at 1220 degrees with oil cooling;
- R2AM9K5 – at 1200 degrees with the same coolant;
- R12F3 – 1250 degrees.
For grades of tool alloy steels, the indicators are as follows:
- X – temperature within 830-850 degrees, cooling medium – oil;
- HVSGF, 9ХС – 840-860, oil;
- ХВГ, В2Ф – 820-840, for the first – oil, for the second – water;
- 13Х - 760-800, water;
- 11HF – 810-830, oil;
- X12, X12MF – 960-980, oil.
For grades of tool carbon steels, the indicators are as follows:
- U7 – temperature within 800-820 degrees, cooling in water;
- U8 – 780-800, water;
- U10 – 770-800, water;
- U12 – 760-790, water.
Vacation and normalization
For steel grade 40x, three types of tempering can be used:
- Tempering at low temperatures involves heating the part to a maximum of 250 degrees Celsius with holding time. Cool the workpiece in the open air. Heat treatment of this nature helps to neutralize stress with a minimal increase in ductility without affecting hardness. The method is rarely used, since there is a high probability of the formation of a fragile structure.
- Holiday at medium temperatures. Warming up here goes up to 500 degrees Celsius. Due to the higher temperature, the viscosity of the product increases with a proportional decrease in hardness. The method is suitable for the manufacture of car springs, springs, and other specific tools.
- Vacation at high temperatures with increasing heating to 600 degrees Celsius. In this case, martensite decomposes inside the crystal lattice, forming sorbitol. In practice, this is the best option for the proportional relationship between ductility and hardness. Impact strength also increases. Parts obtained in this way can be used in mechanisms subject to shock loads.
To avoid increased brittleness during tempering, cooling during this process should be done quickly in a special vacuum chamber with an argon purge system. The last two conditions will help to avoid the occurrence of internal defects in the structure of the material, namely the formation of shells, cavities and deformations.
If, after hardening, 40x steel is heated to a critical point, held and cooled in air, then the internal structure will acquire a fine-grained structure - this process is called normalization. Its task is to increase the impact strength of the metal and its ductility.
What is the hardening of metal?
The ancient blacksmiths knew why steel was hardened for. The correctly selected steel hardening temperature allows you to change the basic operational characteristics of the material, as the structure is transformed.
Hardening is the heat treatment of steel, which today is carried out to improve the mechanical properties of the metal. The process is based on the rearrangement of the atomic lattice due to exposure to high temperature followed by cooling.
Steel hardening technology makes it possible to give inexpensive grades of metal higher performance qualities. Due to this, the cost of manufactured products is reduced and the profitability of established production is increased.
The main goals pursued during hardening:
- Increasing the hardness of the surface layer.
- Increase in strength index.
- Reducing ductility to the required value, which significantly increases bending resistance.
- Reducing the weight of products while maintaining strength and hardness
There are a variety of methods for hardening steel followed by tempering, which differ significantly from each other. The most important heating modes are:
- Heating temperature.
- Time required for heating.
- The holding time of the metal at a given temperature.
- Cooling rate.
Changes in the properties of steel during hardening can take place depending on all of the above indicators, but the most significant is the heating temperature. How the restructuring of the atomic lattice will occur depends on it. For example, the holding time when hardening steel is selected in accordance with the strength and hardness the gear must have to ensure long-term operation under conditions of increased wear.
Steel hardening colors
When considering which steels are subject to hardening, it is worth considering that the heating temperature depends on the level of carbon content and various impurities. The units of steel hardening are represented by the maximum temperature as well as the holding time.
When considering this process of changing basic performance properties, the following points should be taken into account:
- Hardening is aimed at increasing hardness. However, as hardness increases, the metal becomes more brittle.
- A layer of scale may form on the surface, since the loss of carbon and other impurities in the surface layers is greater than in the middle. The thickness of this layer is taken into account when calculating the allowance and the maximum dimensions of future parts.
Carbon steel is hardened taking into account the rate at which cooling will occur. If the developed technologies are not followed, a situation may arise when the rearranged atomic lattice goes into an intermediate state. This will significantly deteriorate the basic qualities of the material. For example, cooling at too high a rate causes the formation of cracks and various defects that prevent the workpiece from being used in the future.
The steel hardening process involves the use of chamber furnaces, which can heat the environment to a temperature of 800 degrees Celsius and maintain it for a long period. This allows you to extend the steel hardening time and improve the quality of the resulting workpieces. Some steels are suitable for hardening only if the environment is heated to a temperature of 1300 degrees Celsius, for which other furnaces are installed.
A separate technology is being developed for the case where the workpiece has thin walls and edges. It is represented by gradual heating.
Full hardening is usually used for steels and parts that are not subject to cracking or warping.
Often, staged heating technology involves reaching a temperature of 500 degrees Celsius in the first stage, after which a certain period of time is maintained to ensure uniform heating and the temperature is raised to a critical value. Cold hardening of steel does not lead to the restructuring of the entire atomic network, which determines only an insignificant increase in operational characteristics.
As previously noted, there are different types of hardening of steel, but it is always necessary to ensure uniform heating. Otherwise, the restructuring of the atomic lattice will proceed in such a way that serious defects may appear.
Properties of steel after hardening
If the heat treatment of 40x steel (quenching and tempering) is carried out correctly, in accordance with GOST 4543–71, which regulates such work, then the metal acquires the following properties:
- Increased hardness with HB values of about 217.
- Strength with a tensile strength of 980 N/m².
- Impact viscosity 59 J/cm².
Among other things, hardened metal is better suited for manual arc welding and electroslag welding.
Dear site visitors: specialists - metal hardening technologists and everyone who has first-hand experience with the issue of heat treatment of steel in the 40s - share your knowledge in the comments and support the topic! It is always important to know the opinion of professionals!