Classification of material and application of the R9F5 grade
Grade: R9F5 Material classification: High-speed tool steel Application: for the manufacture of tools of simple shape that do not require large volumes of grinding operations when processing materials with increased abrasive properties - finishing tools of simple shape when processing alloy steels and alloys
Chemical composition of the R9F5 material in percentage terms
Explanation of symbols, abbreviations, parameters
| Physical properties: | |
| T | — Temperature at which these properties were obtained, [Deg] |
| E | — Modulus of elasticity of the first kind, [MPa] |
| a | — Coefficient of thermal (linear) expansion (range 20 o - T), [1/degree] |
| l | — Thermal conductivity coefficient (heat capacity of the material), [W/(m deg)] |
| r | — Material density, [kg/m3] |
| C | — Specific heat capacity of the material (range 20 o — T), [J/(kg deg)] |
| R | — Electrical resistivity, [Ohm m] |
Other brands in this category:
Please note that this information about the R9F5 brand is provided for informational purposes. The parameters, properties and composition of real material of the R9F5 brand may differ from the values given on this page. More detailed information about the R9F5 grade can be found on the information resource Brand of steel and alloys. You can check with our managers for information about the availability, delivery times and cost of materials. If you find inaccuracies in the description of materials or errors found, please inform the site administrators using the feedback form. Thanks in advance for your cooperation!
Source
Material R9F5 Chelyabinsk
Not a single production can operate without steel, be it heavy engineering or the manufacture of household electrical appliances. There are many brands of this product, as well as a large number of dispensing forms. Our company sells R9F5 material in large quantities and with a minimal margin. To clarify the properties and characteristics of a particular brand, you can contact the company’s managers.
Like all products, R9F5 material is purchased from leading manufacturers. Therefore, we are ready to provide a quality guarantee with full responsibility. The minimum number of intermediaries determines the low cost. Coupled with fast delivery, this enables our business partners to conduct stable and mutually beneficial cooperation.
In addition to tempering, in the form of one or another part (blank), our company carries out metal processing. All events undergo strict control for compliance with GOST and rules. The specialists of our company carry out such work as galvanizing, creating parts according to customer drawings, producing castings, manufacturing various profiles and much more.
Having the latest equipment and vast experience in our arsenal, we can offer product testing for a number of parameters, such as strength characteristics, chemical composition, alloy purity, and so on.
Each buyer is offered a huge range of products in various formats, as well as current services and works. To quickly understand and choose a product that meets your needs, you need to contact the company manager and receive detailed information on all issues of interest.
HIGH SPEED STEEL
Heat-resistant high-hardness steels, called high-speed or high-speed cutting steels, are a group of high-alloy tool steels, which, due to their composition and special heat treatment regimes for secondary hardness, have very high wear and red resistance (up to 550 - 600 ° C). They combine heat resistance (600-700˚C) with high hardness (HRC 63-70) and increased resistance to plastic deformation. As a result of the use of high-speed steels , it became possible to increase the cutting speed by 2-4 times (and newer steels with intermetallic hardening even by 5-6 times) and increase the tool life by 10-40 or more times compared to those obtained for tools made from non-heat-resistant steels . These advantages manifest themselves when cutting: at increased speed, i.e. under conditions of heating the cutting edge, or at lower speeds but with high pressure. To understand the properties and areas of their use, it is important that a decrease in their hardness by HRC 2-4 compared to the maximum obtained may be accompanied by a deterioration in toughness, strength and wear resistance. High-speed steel is necessary for use in a state of high hardness and when working without large dynamic loads.
The heat resistance of the quick cutter is created by special alloying and hardening at very high temperatures: 1200-1300˚C. The main alloying elements are tungsten or tungsten together with molybdenum. It is advisable to distinguish numerous high-speed steels according to their main property: moderate, increased and high heat resistance. Steels of moderate and high heat resistance have a relatively high carbon content (≥0.6-0.7%) and the same nature of hardening; secondary hardness is created by the release of carbides during tempering.
Improvement of product characteristics
In order for tools made from high-speed alloys to have high hardness, wear resistance and corrosion resistance, their surface must be subjected to processing, the methods of which include the following.
- Saturation of the surface layer of the product with nitrogen - nitriding. Such treatment can be carried out in a gas environment consisting of nitrogen (80%) and ammonia (20%), or completely in an ammonia environment. The time required to perform such a technological operation is 10–40 minutes, the temperature at which it is carried out is 550–6600. The use of a gas environment containing nitrogen and ammonia allows the formation of a less brittle surface layer.
- Saturation of the surface layer of a product with carbon and nitrogen is cyanidation, which is carried out in a melt of sodium cyanide or other salts with the same anion. Depending on the purpose of the part, cyanidation can be done at high, medium and low temperatures. The higher the temperature and exposure time of the part in the melt, the greater the thickness of the resulting layer.
- Sulfidation, which is performed in liquid sulfide melts to which sulfur compounds are added. This procedure is carried out for 45–180 minutes, and the melt temperature should be 450–5600.
Tools made from high-speed alloys are also subjected to steam treatment, which improves the characteristics of their surface layer. It should be borne in mind that all of the above operations are performed with a tool whose cutting part has already been sharpened, polished and heat treated.
Source
Steel P9 - explanation, characteristics and scope of application
Modern technologies, which are used in all industries, place special demands on both materials and tools for their processing. In industries related to metal processing, high-strength steels are in demand for the manufacture of cutters, drills, cutters, and other processing tools. The material of these products must withstand heavy loads. Upon detailed study of the characteristics of P9 steel, we can conclude that it can be used for the manufacture of processing tools.
A little history
For a long time in the history of mankind, iron has firmly entered the life and everyday life of people. Then, as now, metal was processed by metal. Although it was just a blacksmith's sledgehammer. After the invention of metalworking machines, the possibility of cold processing of metal products became possible.
In the beginning, the processing speed was not significant. But in 1858, the Scot Mushet added manganese and tungsten to the crucible. Steel containing these elements made it possible to increase processing speed. This material was the prototype of modern high-speed steels, including P9.
Chemical composition
By its origin, P9 steel is alloyed. The basic principle of alloying metals is as follows. To maintain hardness when heated, it is necessary to introduce elements into the metal that impede the coagulation of carbides. Therefore, tool steels are alloyed with tungsten, molybdenum, vanadium, and chromium carbides. Cobalt especially affects the cutting properties of steel.
The composition of the P9 grade quick cutter includes, in %:
- carbon - 0.85-0.95,
- silicon up to 0.5,
- manganese - up to 0.5
- sulfur - 0.03,
- phosphorus - no more than 0.03,
- chrome - 3.8-4.4
- molybdenum - up to 1,
- tungsten - 8.5-9.5,
- vanadium - 2.3-2.7,
- cobalt - up to 0.5,
- nickel - up to 0.4,
- iron - approximately 80.
Basic properties
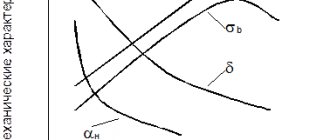
The technical characteristics of metals are based on their physical and mechanical properties.
Basic physical properties of grade P9 at a temperature of 20 ºС.
- Specific resistance R=380×109(Ohm/m).
- Density p=8300kg/m3.
- Thermal conductivity coefficient =23 W(mS)
Mechanical properties include hardness, redness, and strength.
The hardness of P9 steel remains unchanged at temperatures up to 580 ºC. At this temperature, within 4 hours the hardness remains equal to 63 Rockwell. Carbon steels begin to lose hardness even at a temperature of 200 ºС.
During use, steel tools are subjected to various loads. Therefore, the greater the strength, the more reliable and durable the tool. P9 steel has a tensile strength:
- tensile strength 850 MPa
- at bending 3630 MPa
- at compression 2500 MPa
Marking
In stamp books valid in Russia, quick-cutters are designated in a special way. They start with the letter P from the English word rapid, that is, fast. The numbers that come after this letter indicate the tungsten content as a percentage.
Thus, the interpretation of the P9 steel marking means: high-speed steel with a tungsten content of the total mass, on average 9%.
Scope and analogues
Grade P9 is used mainly in the manufacture of tools for metal processing. Drills, various cutters, countersinks, turning tools. Among the analogues, we can mention P18 steel, which is very similar in characteristics. There are also foreign analogues.
Source
Decoding the designation of steel grades
Initially, high-speed steel as a material for the manufacture of cutting tools was invented by British specialists. Taking into account the fact that tools made from such steel can be used for high-speed processing of metals, this material was called “rapidsteel” (the word “rapid” here means high speed). This property of these steels and the English name he invented at one time was the reason that the designations of all grades of this material begin with the letter “P”.
The rules for marking steels classified as high-speed steels are strictly regulated by the relevant GOST, which greatly simplifies the process of deciphering them.
The first number after the letter P in the designation of steel indicates the percentage content of such an element as tungsten, which largely determines the basic properties of this material. In addition to tungsten, high-speed steel contains vanadium, molybdenum and cobalt, which are designated in the markings by the letters F, M and K, respectively. After each of these letters in the marking there is a number indicating the percentage of the corresponding element in the chemical composition of the steel.
An example of decoding a high-speed steel grade
Depending on the content of certain elements in the steel, as well as their quantity, all such alloys are divided into three main categories. It is quite easy to determine which category steel belongs to by deciphering its markings.
So, high-speed steel grades are usually divided into the following categories:
- alloys containing up to 10% cobalt and up to 22% tungsten; These steels include alloys of grades R6M5F2K8, R10M4F3K10, etc.;
- steel containing no more than 5% cobalt and up to 18% tungsten; such steels are alloys of grades R9K5, R18F2K5, R10F5K5, etc.;
- alloys that contain no more than 16% of both cobalt and tungsten; These alloys include steel R9, R18, R12, R6M5, etc.
Determining the type of steel by spark
As mentioned above, the characteristics of steels classified as high-speed steels are mainly determined by the content of such an element as tungsten. It should be borne in mind that if a high-speed alloy contains too much tungsten, cobalt and vanadium, then due to the formation of carbide heterogeneity in such steel, the cutting edge of the tool that is made from it may chip under the influence of mechanical loads. Tools made from steels containing molybdenum do not have such disadvantages. The cutting edge of such tools not only does not chip, but is also distinguished by the fact that it has the same hardness indicators along its entire length.
The grade of steel for the manufacture of tools, which are subject to increased requirements for their technological characteristics, is P18. Having a fine-grained internal structure, this steel exhibits excellent wear resistance. Another advantage of using steel of this grade is that when hardening products made from it, they do not overheat, which cannot be said about high-speed alloys of other brands. Due to the relatively high cost of tools made from steel of this grade, it is often replaced with the cheaper P9 alloy.
Technical characteristics of steel grade P18
The fairly low cost of steel grade P9, as well as its variety - P9K5, which in its characteristics is in many ways similar to the high-speed alloy P18, is explained by a number of disadvantages of this material. The most significant of them is that in the annealed state such a metal is easily susceptible to plastic deformation. Meanwhile, P18 grade steel is also not without its drawbacks. Thus, high-precision tools are not made from this steel, which is explained by the fact that products made from it are difficult to grind. Good indicators of strength and ductility, including in a heated state, are demonstrated by tools made from P12 steel, which in its characteristics is also similar to P18 steel.
Properties of steel grade R9K5
R9F5 - classification and application of the brand
Material classification: High-speed tool steel
Application: for the manufacture of tools of simple shapes that do not require large volumes of grinding operations when processing materials with increased abrasive properties - finishing tools of simple shapes when processing alloy steels and alloys
R9F5 - chemical composition of the material as a percentage
R9F5 - foreign analogues
The table shows exact and similar analogues.
| Germany | France | Poland | Czech |
| DIN,WNr | AFNOR | PN | CSN |
| Heat Resistant High Speed Steel |
| High-speed end mill with a cylindrical shank, with wear-resistant coating |
High-speed steels are used for cutting tools operating under conditions of significant loading and heating of the working edges. Tools made of high-speed steels have highly stable properties.
They are designated in accordance with GOST 19265 and contain 0.7-1.5% C and are supplied of high quality. They are marked P18, P6M5, etc. In steel grades, letters and numbers indicate P - high-speed (from the English word “Rapid” - fast, fast), the number following the letter is the average mass fraction of tungsten, M - molybdenum, F - vanadium , K – cobalt, A – nitrogen; the numbers following the letters indicate the mass fraction of molybdenum, vanadium, and cobalt, respectively; Ш – electroslag remelting.
The designation of steel grades does not indicate the mass fraction: chromium - at any mass fraction, molybdenum - up to 1% inclusive, vanadium - in steel grades R18, R6M5, R9K5, R6M5K5, R9M4K8 and R2AM9K5.
High-speed steels combine high heat resistance (600-650 °C depending on composition and processing) with high hardness up to 68-79 HRC, wear resistance at elevated temperatures and increased resistance to plastic deformation.
To ensure red resistance, steel is alloyed with a large amount of tungsten in combination with molybdenum and vanadium. In addition to these elements, all high-speed steels are alloyed with chromium, and some with cobalt.
The high-speed steels used are divided into three groups: normal performance, increased and high performance steels.
Steels of normal performance are characterized by reduced heat resistance (615–620 °C). These include: tungsten steels (R9, R12, R18), tungsten-molybdenum steels (R6M5, R6M3, R8M3, etc.), tungsten-free steels (9Kh6M3F3AGST, 9Kh4M3F2AGST, etc.).
R6M5 steel has mainly replaced steels R18, R12 and R9 and has found application in the processing of non-ferrous alloys, cast irons, carbon and alloy steels, as well as some heat-resistant and corrosion-resistant steels.
New grades of tungsten-free high-speed steels of normal productivity have been developed - 9Kh6M3F3AGST (Ek-41) and 9Kh4M3F2AGST (EK-42). Steels have a lower density, which reduces the consumption of high-speed steels by 4-5%. In terms of cutting properties, they correspond to the properties of R6M5 steel, which determines the scope of their application.
High-performance steels are additionally alloyed with cobalt and vanadium. These include steels with increased heat resistance 625-640 °C: tungsten-cobalt (R9F5, R9K10, etc.); tungsten vanadium (R9F5, R12F3, etc.), tungsten vanadium with cobalt (R10F5K5, R12F4K5, etc.); tungsten vanadium with cobalt and molybdenum (R12F3K10M3, R12F2K5M3, etc.).
The group of high-speed steels with increased productivity also includes high-speed dispersion-hardening alloys with intermetallic hardening. Their high heat resistance and cutting properties are ensured by high temperatures of a ® g transformation and hardening due to the release during tempering of intermetallic compounds, which have a higher resistance to coagulation during heating than carbides. The most widely used alloy is V11M7K23 (EP831).
High-speed steels belong to the ledeburite (carbide) class.
| Microstructure of cast high-speed steel. (The primary dendrites are surrounded by a network of ledeburite. When cooled, austenite transforms into pearlite and bainite. However, this structure is not detected in the reagent.) |
Fragment of the atlas of microstructures
| Place the mouse arrow in the circle and press the left button. The name of the area will be displayed in the text window. |
Their phase composition in the annealed state is alloyed ferrite and carbides. Most of the chromium is dissolved in ferrite; Almost all tungsten (molybdenum) and vanadium are found in carbides.
To reduce hardness, improve cutting processing and prepare the steel structure for hardening, high-speed steel after forging is annealed at 860–880 °C.
To impart heat resistance to steel, tools are subjected to hardening and repeated tempering.
Microstructure of high-speed steel during heat treatment
Steel R18 is hardened from a temperature of 1270–1290 °C, and R6M5 – from 1210–1230 °C. High quenching temperatures are necessary for more complete dissolution of secondary carbides and the production of austenite, highly alloyed with chromium, tungsten, molybdenum and vanadium, when heated. This ensures that, after quenching, martensite is obtained that is resistant to tempering, i.e. heat resistance. High-speed steels, which have a lot of excess carbides, are characterized by maintaining fine grains, even at very high quenching temperatures. To avoid the formation of cracks in the tool when heated to the hardening temperature, it is heated.
Final heat treatment – hardening and high tempering. The microstructure of hardened steel consists of alloyed martensite, retained austenite (up to 30%) and carbides. After three times tempering at a temperature of 560 °C, the amount of retained austenite decreases to 2–3%, and the hardness increases. To reduce the amount of retained austenite, cold treatment is used.
| The structure of high-speed steel is small, hard, uniformly distributed carbides and martensite, alloyed with tungsten and (or) molybdenum for heat resistance |
Due to the high cost and scarcity of tungsten, only the working part of the tool is made from high-speed steel, which is attached to a holder made of ordinary carbon steel.
Approximate purpose and properties of high-speed steels
| Steel grade, strength, wear resistance, steel features | Purpose |
| P18. Satisfactory strength and increased grindability, wide range of quenching temperatures | For all types of tools, especially those subjected to significant grinding, when processing structural materials with a strength of up to 1000 MPa |
| P9 Increased wear resistance, narrower range of optimal quenching temperatures, increased ductility during hot plastic deformation. | For the production of tools of simple shapes that do not require a large amount of grinding, used for processing structural materials |
| R6M5 Increased strength, narrower quenching temperature range, increased tendency to decarburization. Sandability is satisfactory. | For all types of tools when processing structural materials with strength up to 1000 MPa. |
| R12F3 Increased wear resistance, satisfactory strength. Reduced sandability. | For finishing tools (cutters, countersinks, reamers, drills, broaches, etc.) when processing tough austenitic steels, as well as materials with increased cutting properties, at medium cutting conditions. |
| R6M5F3 Increased wear resistance, satisfactory strength. Reduced sandability. | For finishing and semi-finishing tools (shaped cutters, reamers, cutters, broaches, etc.). Designed to operate at medium cutting speeds, primarily machining carbon and alloy tool steels. |
| R9K5, R6M5K5, R18K5F2 Increased secondary hardness, heat resistance, satisfactory strength and toughness. Reduced sandability. | For the manufacture of roughing and semi-finishing tools (mills, cutters, taps, drills, etc.) intended for processing carbon and alloy structural steels at high cutting conditions, as well as some difficult-to-cut materials. |
To impart heat resistance to steel, the tool is subjected to hardening and repeated tempering.
| Scheme of heat treatment of high-speed steel P6M5. FL - alloyed ferrite; K - carbide; M—martensite; Aost is retained austenite. The amount of carbon in martensite and the amount of retained austenite in the steel structure are shown in parentheses, % |
High quenching temperatures are necessary to more completely dissolve secondary carbides and obtain highly alloyed austenite. This ensures that after quenching, martensite is obtained that is highly resistant to tempering, i.e. heat resistance. To avoid the formation of cracks in the tool when heated to the hardening temperature, it is heated. The exposure at the hardening temperature should be short - from 8 to 9 s for each millimeter of diameter or shortest length of the tool when heated in molten salt (usually in BaCl2) and 12–14 s when heated in a furnace. The cooling medium during quenching is often oil. To reduce the deformation of tools, stepwise hardening in molten salts (KN03) at 400–500 °C is used. After quenching, three-time tempering follows, causing the transformation of retained austenite into martensite and disperse hardening due to the precipitation of carbides. The cutting properties of tools that are not subject to regrinding along all edges (drills, reamers, taps, cutters) can be increased by nitriding at 550–560 °C.
Content