Introduction to Metallurgy
The technology of heat treatment of steels provides for a number of methods of thermal influence. As a result, the grain size changes. This changes the hardness.
The steel contains:
- Ferrite is the main component. Metal grains are easy to see under a microscope. They are usually presented in thin sections as white or light gray.
- Perlite is a eutectoid mechanical compound of iron and carbon. This component is noted for its high hardness and strength.
- Cementite is a limiting compound of iron with carbon Fe₃C. One pure cementite is a rather brittle substance.
- Graphite is a form of carbon. In metals it can be presented in the form of spherical inclusions. Its presence is noted in Damascus steels, which are produced by forging.
- Austenite is one of the forms of alloy. It occurs at temperatures of 727 ⁰C and above. This component represents fluidized metal. It is characterized by high plasticity and pliability. The appearance of austenite upon heating is determined by the absence of magnetic properties.
The accepted classification of the compound is iron-cementite in the following meanings:
- 0.0...2.18% carbon is steel;
- 2.14...6.67% carbon – cast iron.
Steels also have other differences:
- 0.0…0.8 – low-carbon steels;
- 0.8…2.14 – carbon steels.
Diagram Fe – Fe₃C. Depending on the temperature and concentration of iron and carbon, different types of compounds are formed. They determine the mechanical properties of the metal:
What metals can be hardened
It should be borne in mind that not all metals are suitable for such heat treatment. Very often, the physical and mechanical qualities of structural steels are improved, for example, steel 45, as well as some alloyed alloys (65G, U7Kh).
Aluminum and many other non-ferrous alloys undergo heat treatment, during which the crystal lattice remains unchanged. This can be achieved by heating to low temperatures followed by rapid cooling in a different environment.
Heat treatment
Heat treatment of metal is performed to change the characteristics of the iron-carbon alloy.
Annealing is a heat treatment whose purpose is to reduce the strength properties of steel. It is produced by heating to a temperature above the austenitic state, followed by slow cooling (up to 6...8 hours) in the chamber where the heating took place.
Normalization is a variant of annealing performed to reduce stress inside the metal. Normalization is usually carried out by heating to 727 ⁰C and higher with slow cooling (up to 1...2 hours) with the doors of the heating furnace open.
Hardening is a method of changing grain sizes by rapidly cooling a metal from the austenite state to ambient values.
Tempering is a heat treatment that relieves internal stress in the metal. There are: low, medium and high vacation. Each has its own temperature values.
The essence of hardening metal products
In order to properly harden iron and other metals, you should consider the essence of this process.
The features of this type of heat treatment include the following:
- Quenching means heating a material to a temperature that can change its structure. In metals, the structure is represented by a crystal lattice.
- The process also involves cooling the material, for which oil or water can be used.
The purpose of such heat treatment is to increase the hardness of the structure of steel or other alloy.
Hardening is also associated with a process called tempering. It is carried out in order to reduce the fragility of the structure after heat treatment. Vacation is carried out at a lower temperature, and cooling takes much longer. The importance of this process is great, otherwise serious defects may form in the structure.
Hardness test
The hardness of metals is determined by two methods:
- According to Brinell, a metal ball is pressed into the metal.
- According to Rockwell, it consists of pressing a small cone from a strong pyramid (diamond).
When determining Brinell hardness, the size of the mark left by a ball when pressed with a force is measured, the magnitude of which depends on the expected hardness and the ball used. Balls of different diameters (1,...10 mm) are used in the tests. Recalculation of readings is performed according to the formula:
Where F is the force applied on the device, N; D – diameter of the ball used to test hardness, mm; d – imprint diameter. It is measured under a microscope that has a special ruler. Measurement accuracy up to 0.01 mm.
This method is recommended for determining hardness of no more than 300...320 units. If it is necessary to determine harder objects, then use the Rockwell device. On this scale, information is indicated by HRC and numerical value.
Based on numerous studies, it has been established that for knife steel the HRC 55...63 will be quite high. When designing gears and manufacturing gears, hardening of the tooth surface is also performed. Designers set hardness to HRC 52…58. Metal-cutting tools (cutters, drills, cutters, milling cutters) have a hardness of HRC 60...65.
What types of hardenings are there?
To properly harden a metal, you need to know exactly its brand. The temperature regime and the choice of the most suitable coolant - that is, the entire hardening method - depend on this.
If we take steels, then low-carbon ones are generally not amenable to thermal transformation. Non-ferrous metals are hardened differently than ferrous metals - polymorphic transformation does not occur in the internal structure of the former.
To accurately maintain the hardening process, special tables have been developed for each grade of metal. Otherwise, if we take a specific part, then the types of hardening mean:
Types of heat treatment of steel
- Partial heat treatment, where only a certain element of the part is exposed, for example, a knife blade;
- Full heat treatment, when the entire product is placed in an oven, heated, and then cooled to its original state.
Depending on the number of coolers that are used to cool the part, there are hardenings with one and two coolers. In the first case, the process is one-stage, using a certain liquid to cool a workpiece made of carbon or alloy steel. The second process involves two coolers, each of which lowers the temperature of the workpiece in its own mode. At the same time, the metal is released here.
Quenching and tempering
Hardening is carried out by heating to a temperature above the production of austenite. For some steels, some overheating is recommended, which is necessary to obtain a fluidized state throughout the entire mass of the metal.
Carbon steels in which the carbon content exceeds 0.8% can be hardened. With a lower value, hardening does not work. Rapid cooling does not form fine metal grains.
The crystal lattice of steel before (a) and after (b) hardening. Obtained by examining sections of steel samples
Hardening is performed in air, water and oil. It is generally easier to quench in oil, the reasons are as follows:
- When immersed in oil, bubbles of boiling liquid do not form on the metal surface, which reduce the cooling rate.
- A circulating fluid flow is formed around the metal object, which activates the process of convective heat transfer.
- Before hardening, the oil can be heated to a temperature of 250…350 ⁰С. Then a two-stage hardening process is carried out (in oil and water, one after the other).
Attention! In some sources you can read that hardening is performed on a gas stove. Only amateurs who have never achieved real results can write something like this.
The temperature is determined using a radiation pyrometer. Measurement accuracy up to 1...3 ⁰С. But the cost of such a device is quite high. Therefore, heating to one or another value is determined visually. For this purpose, special tables are used. Based on the colors, you can try to harden the metal yourself.
Steel heating color chart:
Tempering is carried out to relieve internal stresses in the metal. The part is heated to the desired temperature, and then allowed to slowly cool in air.
There are several types of vacation:
- Low, used for metal-cutting tools.
- Medium, used for woodworking tools.
- High, is used in mechanical engineering for gears or pulleys of V-belt transmissions.
To visually determine the heating temperature, a pyrometer is used. You can approximately set the heating temperature by comparing the type of workpiece during heating with the base table. When heating steel, tarnish colors are observed on the surface; they have different colors.
Colors of tarnish when heating steels:
In addition to carbon steels, heat treatment is performed for alloy alloys. The presence of additional elements in the metal improves the strength characteristics.
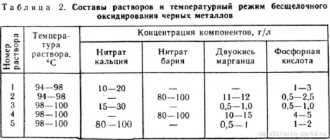
The table shows the recommended quenching and tempering modes for different types of steels. All types of materials presented are used for the knife.
| Heat treatment mode and steel hardness | |||||||
| Steel grades according to GOST | Metal heating temperature, ⁰С | Cooling medium | Hardness after hardening, HRC | Tempering mode (⁰С) and the resulting hardness HRC | |||
| 170…210 | 220…350 | 360…420 | 420…550 | ||||
| U7…U7B | 780…830 | oil | 58…62 | 59…63 | 57…60 | 52…54 | 48…53 |
| У8...У8В | 790…835 | oil | 60…64 | 60…65 | 58…60 | 51…55 | 47…50 |
| U9…U9A | 780…840 | oil | 56…63 | 58…62 | 54…59 | 49…53 | 48…53 |
| U10…U10A | 730…800 | oil | 58…62 | 57…64 | 57…64 | 48…53 | 49…52 |
| U12…U12A | 760…810 | oil | 59…64 | 60…65 | 58…60 | 49…52 | 49…52 |
| 40 | 740…820 | oil | 48…53 | 49…55 | 39…45 | 32…40 | 28…31 |
| 40X | 720…830 | oil | 50…54 | 52…57 | 48…50 | 44…49 | 29…32 |
| 35ХГSN | 780…810 | oil | 45..52 | 45..52 | 35..42 | 45..52 | 38…40 |
| 5ХНМ | 790…835 | oil | 45…50 | 46…52 | 40…48 | 46…52 | 36…40 |
| 5ХНВ | 780…840 | oil | 48…52 | 48…52 | 44…47 | 40…48 | 38…40 |
| 65G | 730…810 | water/oil | 59…64 | 59…64 | 55…57 | 51…54 | 46…48 |
| HVG | 760…820 | water/oil | 54…59 | 56…60 | 48…50 | 42…47 | 33…36 |
| HVS | 740…820 | water/oil | 54…58 | 52…56 | 44…47 | 40…44 | 39…42 |
| X12M | 720…830 | water/oil | 50…57 | 48…53 | 55…57 | 53…55 | 36…38 |
| 9ХС | 760…810 | water/oil | 59…64 | 59…64 | 48…50 | 42…47 | 29…34 |
| ShKh15, ShKh15SG | 760…820 | oil | 59…64 | 59…65 | 58…60 | 52…57 | 39…42 |
| 20X | 730…810 | water/oil | 48…52 | 42…50 | 38…41 | 36…38 | 36…38 |
| 45 | 760…820 | water | 41…49 | 34…37 | 32…35 | 30…34 | 29…32 |
| 14C28N | 740…845 | water | 50…57 | 45…49 | 41…44 | 39…42 | 32…34 |
| 8Cr13MoV | 780…860 | water/oil | 59…64 | 60…65 | 55…57 | 55…57 | 48…50 |
| 65Х13 | 760…855 | water/oil | 48…52 | 49…55 | 48…50 | 44…48 | 38…40 |
| 95Х18 | 740…820 | water/oil | 41…49 | 52…57 | 44…47 | 42…45 | 36…40 |
How to harden metal at home
Using basic knowledge, you can harden steel at home. Heating of metal is usually carried out using a fire, electric muffle furnaces or gas burners.
Read also: Tip top balancing machine DIY repair
Hardening an ax at the stake and in the oven
If you need to give additional strength to household tools, for example, to make an ax more durable, then the easiest way to harden it can be done at home.
During manufacture, axes are stamped with a mark by which you can identify the grade of steel. We will look at the hardening process using U7 tool steel as an example.
The technology must be performed in compliance with the following rules:
1. Annealing . Before processing, dull the sharp edge of the blade and place the ax in a burning brick oven to heat. The heat treatment procedure must be carefully monitored to prevent overheating (permissible heating is 720-780°C). More advanced craftsmen recognize the temperature by the color of the heat.
And beginners can find out the temperature using a magnet. If the magnet stops sticking to the metal, it means the ax has heated up above 768°C (red-burgundy color) and it’s time to cool down.
Use a poker to move the hot ax to the oven door, remove the heat deeper, close the door and valve, leave the heated metal in the oven for 10 hours. Let the ax gradually cool down with the stove.
2. Hardening of steel . Heat the ax over a fire, potbelly stove or stove until dark red - temperature 800-830°C (the magnet has stopped magnetizing, wait another 2-3 minutes).
Quenching is performed in heated water (30°C) and oil. Lower the ax blade into the water 3-4 cm, moving it vigorously.
Next, place the ax in a container with oil; if the oil catches fire, cover the container with a thick cloth. Keep in oil until completely cool.
3. Release of the ax blade . Tempering reduces the brittleness of steel and relieves internal stress. Sand the metal with sandpaper to better distinguish the colors of the paint.
Place the ax in the oven for 1 hour at a temperature of 270-320°C. After standing, remove and cool in air.
Video: heat treatment of an ax at home, three stages: annealing, hardening, tempering.
Hardening the knife
It is advisable to use furnaces to harden metals yourself. For household items in the form of knives, axes, drills and others, small muffle furnaces are the most suitable. In them you can achieve a hardening temperature much higher than on a fire and it is easier to achieve uniform heating of the metal.
You can make such a stove yourself. You can find many simple design options on the Internet. In such ovens, a metal product can be heated to 700-900°C.
Let's look at how to harden a stainless steel knife at home using an electric muffle furnace. For cooling, instead of water or oil, melted sealing wax is used (can be obtained from a military unit).
The sequence of the hardening process is as follows:
- the knife (without a handle, if it is wooden) is placed in a cold oven;
- turning on the closed oven, heat it together with the knife until the blade turns bright red (800-900°C);
- Using a hot knife blade, cut the sealing wax up to 10 times, plunging 1.5 cm into it;
- the procedure is repeated up to 5 times, heating the knife blade and cooling in wax;
- Remains of sealing wax are removed with turpentine using a dampened cloth.
It is better to do the procedure in the fresh air; sealing wax smells terrible when melted. Also, the knife blade can be heated over an open fire.
Video: other ways to harden a knife at home.
[Metal hardening] increases the hardness of the product by 3-4 times.
The need for this procedure arises when you need a metal object to cut glass without effort.
It happens that the need to harden a metal tool arises due to the fact that it is either not hardened to the required degree, or, conversely, it was overdone in hardening it.
In the first case, metal objects, such as drills, become jammed, in the second they literally crumble.
It is unlikely that you will be able to check in the store how well a metal tool is hardened.
Although the possibility of such verification exists. You need to take a file and run it along the edge of a cutting object - a knife or an ax.
The fact that the file sticks and sticks to the metal means that the product has not been hardened enough.
In this case, its edge will be too soft and pliable.
If the file moves away from the object with ease and seems to be stroking it, and the hand does not feel any uneven places while pressing, then the product has become overloaded on the face.
If you still have metal equipment in your hands that needs additional hardening, then it’s okay.
You can harden a knife with your own hands, even without resorting to complex technologies, that is, at home.
The only thing you need to remember: it is forbidden to harden low-carbon steels.
But it is quite possible to increase the strength of carbon and tool steels.
Step-by-step making of a simple forge
Fireclay bricks are used for production. It differs from ordinary brick in that it contains fireclay clay, which can withstand heating of more than 2500 ⁰C.
It is not difficult to distinguish fireclay bricks from ordinary bricks. On the surface there is an extruded circle with a diameter of 55 mm. The structure itself is noticeably different from the fired product.
To ensure that the bricks maintain a constant shape, they can be held together using a special mortar. But in practice they do things differently. A frame is welded from the corner. It will not allow you to change shape. A cast iron cylinder is installed in the center (used in internal combustion engines). In this case, a cylinder from a V-2M tank engine was used.
To prevent bricks from falling out, support ribs are welded. The load from the main fragments of the forge will be distributed on them.
Having placed the cylinder on the corners, mark the cutouts. They will have to be done using cutting discs and angle grinders.
After marking, the lines left by the scriber are visible.
The necessary cuts have been made. All that remains is to weld the ribs in place.
Holding the parts in place, spot weld the components. After making sure that the parts are located in the right place, the final welding of the forge frame is carried out.
Turning the frame over, they look at how the frame of the forge will look in working position.
Now you need to lay the bricks correctly. It is clear that they have been sampled. A certain ledge is formed, located below the level of the brick surface.
Having laid all the bricks in place, you can see the formation of a recess. Its purpose is to install a grate.
The grate is installed in the center of the forge. It is designed to supply air from below into the combustion zone. Only with air flow can constant combustion of the fuel be guaranteed. But to obtain temperatures above 1300 ⁰C, forced air flow from a fan will be required.
You will need to weld a pipe to the cylinder, which will have:
- centrifugal fan;
- plug for venting combustion products.
The fan is being fitted. To supply it you need an intermediate profile pipe. It is necessary to weld it so that the air flow enters the combustion zone without unnecessary resistance.
A hole is marked in a cylindrical pipe.
After the first cuts, you need to mark the remaining elements.
The parts are ready for assembly. All that remains is to fix the parts and then weld the entire blower structure.
The result was a structure welded to the cylinder. Now we have to install the fan.
The forced air supply system to the forge is ready. It's time to assemble the rest of the small-sized forge structure.
Another view. The quality of welds is checked.
After painting, the forge takes on a professional look. It is mounted on supports. The height is selected according to the height of the master who will work on this forge.
There is a rotary valve on the pipe. It is needed to temporarily block access to the fan. Usually they are closed when there is a need to clean the grates.
There is a lid at the bottom. In the “closed” position it is held by a counterweight. To open the passage for slag and other combustion products, simply turn the counterweight slightly. The hole will open. The slag will leave the furnace.
The bricks take their place. Soon the forge will be ready for use.
To limit heat loss, a screen is installed. This is sheet steel that is installed around the perimeter of the hearth. A handle is mounted on the front. It is needed for hanging auxiliary tools that the blacksmith uses when performing work.
Having laid the fuel (start ignition with ordinary shavings and wood chips), light the fire. Gradually add coal. It is the main fuel for the forge.
After turning on the fan, the combustion intensity increases. The coals begin to burn not red, but white. The flame temperature increases above 1000 ⁰С. Now you can heat up parts on the forge in order to further forge metal or harden workpieces.
In addition to the forge, blacksmiths use anvils. The main work on forming the desired shape is performed on it. They work with heavy and light hammers. Additionally, streams of different shapes are used.
Increased hardness over open fire
In everyday life, hardening is often carried out over an open fire. This method is only suitable for a one-time process of increasing surface hardness.
All work can be divided into several stages:
- First you need to make a fire;
- at the time of lighting the fire, two large containers are prepared that will correspond to the size of the part;
- In order for the fire to produce more heat, you need to provide a large amount of coals. they give a lot of heat for a long time;
- one container should contain water, the other should contain motor oil;
- special tools should be used to hold the hot part being processed. In the video you can often see blacksmith pliers, which are the most effective;
- After preparing the necessary tools, you should place the object in the very center of the flame. in this case, the part can be buried in the very depths of the coals, which will ensure heating of the metal to a fusible state;
- coals that are bright white are hotter than others. The metal smelting process must be closely monitored. the flame should be crimson, but not white. if the fire is white, then there is a possibility of overheating of the metal. in this case, performance deteriorates significantly and service life is reduced;
- the correct color, uniform over the entire surface, determines the uniform heating of the metal;
- if darkening to a blue color occurs, this indicates a strong softening of the metal, that is, it becomes excessively plastic. this should not be allowed, since the structure is significantly disrupted;
- when the metal is completely heated, it should be removed from the source of high temperature;
- after this, the hot metal should be placed in a container with oil with a frequency of 3 seconds;
- The final stage can be called immersing the part in water. In this case, the water is periodically shaken. This is due to the fact that the water quickly heats up around the product.
When performing work, care should be taken as hot oil can cause damage to the skin. In the video you can pay attention to what color the surface should be when the desired degree of plasticity is achieved. But to harden non-ferrous metals, it is often necessary to be exposed to temperatures in the range of 700 to 900 degrees Celsius. It is practically impossible to heat non-ferrous alloys over an open fire, since it is impossible to achieve such a temperature without special equipment. An example is the use of an electric furnace, which is capable of heating the surface up to 800 degrees Celsius.
How to harden?
When you have a forge, hardening can be done quite simply:
- First the fire is lit. Small-sized wood (chips, small branches, woodworking shavings and paper) is used for ignition.
- Prepare the containers in which the hardening will be carried out. Mineral oil (from internal combustion engines) is the best cooling for parts. The container must allow the part to be loaded completely. Synthetic and semi-synthetic oils can be used, but keep in mind that some may boil. The cooling rate will decrease. Therefore, the use of such oil is used with caution.
- A water container is needed to rinse parts after hardening.
- You will need coal. Brown and black coals are used. In practice, charcoal obtained after processing birch is often used.
- To pick up the workpiece and move it around inside the forge, you will need pliers. Experienced blacksmiths have several types of pliers.
- After obtaining a stable fire on the grates, you can add coal. It burns slowly at first. When the air supply is turned on, intense heating begins. The coals change color to white.
- It's time to lay down the part that they want to harden. She is put into the fire. Watch the warm-up.
- Need a magnet. It will show whether the required heating has occurred or not. Austenite is not magnetic.
- If a dark cherry-colored glow occurs, you can count on heating to similar temperatures.
- Take out the workpiece and try whether it is magnetized or not. If not, then the temperature has been reached.
- Warming up is required for at least 15...20 minutes. The thermal conductivity of heated metal is low, so incomplete heating may occur inside massive objects. In this case, bends are observed during hardening.
- After removing the part from the fire, it is dipped into oil in several stages. Lower and raise with rhythmic movements. This is how high cooling rates are achieved. Raising and lowering stirs the coolant during the hardening process. A fire may occur. It will go out quickly.
- All that remains is to rinse the part.
- You can check whether hardening has occurred or not with a file. If the file “does not take”, it means that hardening has occurred.
Test the quality of tempering on glass. If it is possible to leave a mark on the glass with a tempered part, then an HRC hardness of more than 55 units is obtained.
Video: how to harden metal with your own hands?
Equipment and features of the process
Special equipment is often used to heat the surface. This is due to the fact that heating steel to the melting point is quite difficult. The following equipment is often used at home:
- electric oven;
- blowtorch;
- thermal oven;
- a large fire that is surrounded to redirect the heat.
Mobile forge for heating parts
When choosing a heat source, you should take into account the fact that the part must be completely placed in the oven or fire on which the heating is carried out. It will also be correct to select equipment based on the type of metal that will be processed. The higher the strength of the structure, the more the alloy is heated to impart plasticity.
In cases where only part of the part needs to be hardened, jet hardening is used. It provides for a jet of cold water to hit only a certain part of the part.
A water bath or barrel or bucket is often used to cool steel. It is important to take into account the fact that in some cases gradual cooling is carried out, in others it is rapid and abrupt.
How to temper hardened steel correctly?
This operation must be performed immediately after hardening, since the part may become cracked due to the presence of high residual stresses. If the tempering regime is violated - insufficient heating or short holding time - “under-tempering” occurs, in which the part remains brittle. To eliminate this drawback, repeated tempering is used.
Approximate hardness of steel (Rockwell) after heat treatment in various modes, including quenching and tempering
Source: metallz.ru
Coolants
The main coolant for steel is water. If you add a small amount of salts or soap to the water, the cooling rate will change. Therefore, under no circumstances should the quenching tank be used for other purposes (for example, washing hands). To achieve the same hardness on the hardened surface, it is necessary to maintain the coolant temperature at 20 - 30 degrees. You should not change the water in the tank frequently. It is absolutely unacceptable to cool the product in running water.
The disadvantage of water hardening is the formation of cracks and warping. Therefore, only products of simple shapes or cemented ones are hardened using this method.
- When hardening products of complex configurations made of structural steel, a fifty percent solution of caustic soda is used (cold or heated to 50 - 60 degrees). Parts heated in a salt bath and hardened in this solution turn out light. The solution temperature should not be allowed to exceed 60 degrees.
Modes
The vapors generated during quenching in a caustic solution are harmful to humans, so the quenching bath must be equipped with exhaust ventilation.
Be careful not to let water get into the oil bath, as this may cause the product to crack. What is interesting: in oil heated to a temperature above 100 degrees, the ingress of water does not lead to the appearance of cracks in the metal.
The disadvantage of an oil bath is:
- release of harmful gases during hardening;
- formation of plaque on the product;
- oil's tendency to flammability;
- gradual deterioration of hardening ability.
- Steels with stable austenite (for example, X12M) can be cooled with air supplied by a compressor or fan. At the same time, it is important to prevent water from entering the air duct: this can lead to the formation of cracks in the product.
- Step hardening is performed in hot oil, molten alkalis, and low-melting salts.
- Intermittent hardening of steels in two cooling environments is used for processing complex parts made of carbon steels. First they are cooled in water to a temperature of 250 - 200 degrees, and then in oil. The product is kept in water for no more than 1 - 2 seconds for every 5 - 6 mm of thickness. If the exposure time in water is increased, cracks will inevitably appear on the product. Transferring the part from water to oil must be done very quickly.
Do you need to cut metal quickly and efficiently? Use a plasma cutter! How to do it correctly, read this article.
If you are interested in how to turn metal products, read the article at https://elsvarkin.ru/obrabotka-metalla/tokarnaya-obrabotka-metalla-obshhie-svedeniya/ link.
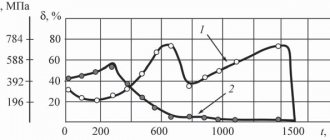
Tempering brittleness
For almost all steels, a standard relationship applies: the higher the heating temperature during tempering, the greater the ductility and toughness of the tempered product. However, for some brands, as the temperature increases, these physical characteristics decrease and hardness and brittleness increase. This phenomenon is called temper brittleness and occurs during heat treatment of both carbon and alloy steels. It manifests itself in two temperature ranges: 250÷400 ºC and 500÷550 ºC and, accordingly, is called type I and II temper brittleness (see figure below). The first is typical for carbon steels, and you can get rid of it by heating the part again a little above 400 ºC. As a rule, it does not appear again, but at the same time the metal exhibits a slight decrease in hardness. Type II temper brittleness can occur in alloy steels, which, after heating to the specified range, are subjected to slow cooling. To counteract this problem, the cooling rate is usually increased, but reheating the product may again cause such brittleness to occur. Another way to get rid of this phenomenon is to introduce small amounts of molybdenum or tungsten into the steel composition. It is preferable for tempering large-sized parts, since a high cooling rate can cause their deformation and the occurrence of excessive internal stresses.