- Reports and messages
- Geography
- Metal casting
Metal, as many people know, is capable of taking the form that a person offers it.
This fact was noticed back in ancient times. The ability to use iron to melt various figures was made possible by meteorites. Autumn meteorite iron is soft and easy to work, so the basics of casting have been studied for a very long time. In Russia, some of the most honorable residents are engaged in metal casting. Thus, such grandiose structures as the “Tsar Bell” and “Tsar Cannon” were attributed to this craft. Both monuments, despite their names, were never involved in military affairs.
Metal suitable for casting:
The most important property for a metal that must be present is fluidity. From one container to the next, the molten metal should flow easily, filling the entire space. If the metal does not have this property, then it will be much more difficult for craftsmen to cope with it. It simply will not have time to fill all the gaps in the form and will freeze. One of the most “convenient” metals is cast iron. This alloy has ideal fluidity.
Start:
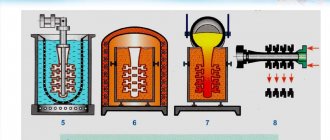
First, you need to melt the cast iron billets in special furnaces. If a single mold is required, then the alloy is poured into it using a special ladle. If a large volume of figures is needed, then a tape is used for this, which automatically advances. After the process, grinding machines are used to remove scale.
Injection molding:
Firstly, to implement this casting method, special molds are needed. Secondly, injection equipment will be needed. One of the main advantages of the method is increased productivity. The quantity of goods consumed is much less than when using conventional equipment. The complexity of the method lies in the fact that during the separation of the product itself from the figure, technical injury is possible. And another disadvantage is that you cannot create products with thin walls. The reason is that a large layer will not be able to harden evenly.
Option No. 2
Metal casting is not a simple, but very interesting process. Its essence is to pour molten metal into special molds. As the metal cools, it hardens into the shape of the finished product.
Any metal can be melted and used for casting, but not all metals have the same casting properties. These properties directly depend on the structure of the metal and its chemical composition.
Basic casting properties of metals.
Fluidity is the ability of liquid metal to fill a casting mold and reproduce its contours and surface
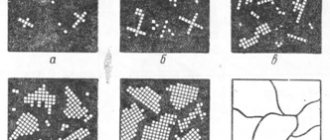
Crystallization is the transition of a metal from a liquid to a solid state, with the formation of a structure. This process directly depends on the shape, pouring temperature and metal structure.
Shrinkage. The property of metal is that after cooling and solidifying, it reduces its size and volume.
There are the following types of casting:
One of the most ancient methods is casting into the ground. It is considered a very labor-intensive, but at the same time cheap method. A special wooden model of the future casting and a molding mixture that contains earth are made. Molten metal is poured into the finished casting mold. The cooled workpiece is separated from the mold and polished.
Chill casting. This method consists of pouring metal into a special mold, where it cools quickly enough and you can get a finished product in a short time. The casting mold is called a chill mold, and consists of two parts that are connected by a core. This method is convenient to use for metals with high fluidity.
Injection molding. The casting mold is filled with metal using a piston or under high air pressure. This method makes it possible to produce fairly accurate products that require a minimum of further grinding.
Static fill. Molten metal is poured into a stationary mold and remains there until it hardens completely.
Nowadays, metal casting has become an automated process and is widely used in production. Casting is used for the manufacture of both large and small parts, with both simple and complex product shapes. This process is quite popular due to the possibility of its comprehensive application and use in mass production.
A little history
At the current scale of industry, modern civilization processes metal in just one year in such a volume, the extraction of which in previous times would have taken at least a couple of centuries. And it’s not just about improved technologies and increased speed of production processes. Such a volume of metal industrial products is an urgent need of modern humanity.
In a report on physics on metal casting, it is impossible not to pay a little attention to the origin and development of foundry. The ability of iron to harden in a given form under certain conditions was highly valued by people back in ancient times. According to the assumptions of many scientists and researchers, mankind's acquaintance with metal was carried out through meteorites.
Meteoric iron had all the characteristics necessary for successful casting (fusibility, etc.). It was this substance that marked the beginning of the foundry business. Ancient people quickly learned the basics of the process of “taming” metal, after which the stage of development of casting as a component of life began. By the Middle Ages, foundry was already a large industry with a large turnover of funds.
For many centuries, humanity has comprehended the secrets of metal and not in vain. Now knowledge has already reached such a high level that almost any amateur craftsman can make a simple and small metal part at home.
Report on the topic Metal casting in physics
Due to their properties, metals are in demand in industry. In order to reduce the oxidation process, they are used in the form of alloys with the addition of elements that give them additional properties: ductility, the desired structure, weight, density, durability: antimony, magnesium, sulfur, phosphorus, chromium, nickel, vanadium, aluminum, silicon. The production uses mainly cast iron alloy, consisting of iron with carbon of more than 2.14%, and steel, which contains iron of at least 45% and carbon up to 2.14%. The different percentages of the alloy composition are determined by the necessary properties of the resulting parts.
Used in:
- automotive industry,
- mechanical and instrument engineering,
- dentistry.
Manufacturing of parts by casting:
- Static, in which molten metal fills a fixed mold. When cooled it hardens and comes out. The result is castings of the simplest configuration.
- In metal molds (chill);
- Die casting,
- In shell forms,
- In lost wax models.
Chill casting.
The technological process consists of pouring metal at its melting temperature into a chill mold without forced pressure. The form consists of two parts, which are connected by locks. The internal cavity of the chill mold is cleaned and covered with a layer of fire-resistant paint to protect the internal surface from contact with melts. At the end of the process, in order to remove the finished product, the mold is cooled either naturally or forcefully. All structural elements are cast iron or steel.
Advantages of the method:
- stable characteristics of casting properties.
- complex product configurations are available.
- the real creation of an automated process due to the rare replacement of the die. No time is wasted on surgery.
- fairly environmentally friendly production.
Flaws:
- Cooling speed is not suitable for all manufactured parts.
- It is beneficial to use the process only for large volumes of manufactured products; a cast iron chill mold produces 20 large and 400 small-sized products per year.
Die casting.
The principle of the process is the formation of a casting under pressure in the range of 7 – 700 MPa. The press piston moves the hot alloy into the mold cavity. The castings are then solidified and ejected. Parts are obtained with characteristics close to the specified values.
Advantages of the method:
- Large output of products per unit of time.
- Reducing the cost of production due to long-term use of one mold. The spent parts of the structure are melted down. The result is work without waste.
Flaws:
- It is impossible to make products of complex design; when removed from the working chamber, they will become deformed.
- Inability to make large-size castings.
Lost wax casting.
The technological process uses disposable forms made of ceramics or non-metals paraffin and stearin. The chill mold is made according to a model that is dissolved or burned out.
The mold is heated to a high temperature and filled with alloy. At the end of the operation, the finished parts are knocked out with a special pusher.
Advantages:
- Production of products from any alloys, different sizes, with specified accuracy.
- Small amount of metal loss, reduced material consumption.
- Used in small industries.
Flaws:
- The need for manual labor.
- Variety of materials used.
Shell mold casting.
Principle of the method:
A prepared mixture of various elements is applied to a heated cast-iron model at a temperature of 230-315 degrees.
The elements are sintered and a shape is obtained, which is released from the model by a special pusher.
The shells are either clamped or glued together for use together. Can be used in a single version.
Advantages of the method:
- Reducing labor costs.
- You can reduce the costs of materials and metal.
- A small percentage of defective output.
Flaws:
- The mold is intended for one casting only.
- Expensive molding sand.
- High percentage of harmful gases released.
8th grade
Areas of use
The technological process of metal casting is in demand, since its use makes it possible to produce a variety of high-quality products without resorting to bulky equipment and a huge number of workers.
This production method is used to create and produce various metal products, which, in turn, are widely used in the following industries:
- automotive;
- aviation;
- mechanical engineering;
- electrical engineering;
- medical (in particular, dental and orthopedic);
- jewelry, etc.
In the modern metal industry market, this production technology is in high demand. Moreover, metal casting is one of the top ten best technologies in the world, the most effective and most used.
Popular message topics
- Ambulance
Ambulance was first established in St. Petersburg in 1899. And only when the First World War ended, special teams of emergency doctors appeared. - History of fractions
The first refuge of fractions is considered to be ancient Egypt or Babylon. However, the first fractions were very different from the modern version, and their meaning was completely different. They are considered fractions because they had very - Teleshov's work
Nikolai Dmitrievich Teleshov is a famous person. He is a poet and writer. His name was known throughout Moscow at the beginning of the 20th century.
Features of the formation of castings and their quality
When injection molding, the main indicators of casting quality - dimensional accuracy, surface roughness, mechanical properties, density and tightness - are determined by the following features of its formation:
1
. The short duration of filling the mold cavity with the melt. The rate at which the melt enters the mold for different castings and alloys ranges from 0.3 to 140 m/s, the duration of its filling is 0.02 - 0.3 s, and the final pressure on the melt can reach 500 MPa. This allows, despite the high cooling rate of the melt in the mold, to produce very complex body castings with a wall thickness of less than 1 mm from alloys with low and even close to zero fluidity (this property is possessed, for example, by alloys in the solid-liquid state). The high kinetic energy of the moving melt and the pressure transferred to it at the moment of completion of filling the mold contribute to the production of castings with low surface roughness.
2
. Gas-tightness of the mold material. Ventilation of the working cavity occurs through special ventilation ducts. At high rates of melt entry into the mold cavity, air, as well as gaseous decomposition products of the lubricant formed during its interaction with the melt, do not have time to completely remove from the mold during its filling with the melt. They prevent the mold from filling and enter the melt, leading to the formation of non-sheets, non-welds, cavities and gas-air porosity in the castings. Gas-air porosity leads to a decrease in the density of castings, a decrease in their tightness and plastic properties. Air, gases, and lubricant decomposition products located in the pores of the casting under high pressure complicate its heat treatment: when heated, the strength of the casting decreases and the gas pressure in the pores increases, which causes warping of the casting and bubbles appear on its surface.
To reduce gas-air porosity in castings, a number of technological methods are used, as well as special injection molding methods (see subsection 4.2).
3
. High intensity of thermal interaction between the casting material and the mold, due to its high thermal conductivity and heat capacity, low thermal resistance of the lubricant layer and its decomposition products, significant pressure of the melt and casting on the walls of the mold, improving the contact between them. This helps to obtain a fine-grained structure, especially in the surface layers of the casting, increasing its strength and high process productivity.
4
. At the moment of completion of filling the mold with metal, the pressure developed by the press piston in the pressing chamber is transferred to the melt in the mold cavity. This improves the nutrition of the casting, helps reduce shrinkage porosity, and compress gas-air inclusions. As a result, the density, tightness and mechanical properties of the casting increase. However, the effectiveness of pre-pressing is limited, since this pressure on the melt in the mold acts only until the feeder hardens.
5
. Using a metal mold with precise dimensions and low roughness of working surfaces. This facilitates the production of high-precision castings in terms of weight, geometry and dimensions. High dimensional accuracy of castings (classes 1 - 4 according to GOST 26645-85 (amendment No. 1,1998)) allows you to reduce machining allowances to 0.3 - 0.8 mm, and in some cases completely eliminate cutting processing. All that remains is to clean the places where the feeders, connecting channels of the washers and flash are removed. The mass accuracy coefficient of castings (MCM) during injection molding reaches 0.95 – 0.98. The surface roughness of injection moldings depends mainly on the surface roughness of the mold and the casting technological conditions. Typically, these castings have a roughness from Rz = 160 – 80 µm (copper-based alloys) to Rz = 1.00 – 0.32 µm (zinc alloys).
According to gasified models
The mold is obtained using a non-removable model, and the metal is poured into a permanent mold. In this case, the model is produced from foam plastic by foaming at high temperature. When metal is cast into a mold, the foam model burns out completely, freeing up the internal volume.
If models for small parts can be obtained by foaming the composition, then large ones are cut out from glued slabs. Cutting is done by hand. Nichrome wire is used for this. The applied voltage heats the wire, which makes cutting easier.
Forming during lgm is carried out using two methods. In the first case, for castings of simple shapes, vibrating tables are used, on which the molding sand is compacted using flasks. Then the lid is placed on the flask and the sprue receiver is mounted.
In the second case, when the product has a complex geometry, molding is carried out under vacuum. To prevent the closed mold from collapsing, it is subjected to reduced pressure until the end of pouring. The vacuum pressure value is low - about 4-5 GPa.
Blanks for casting using gasified models
The temperature of the poured metal is significantly higher than the beginning of foam gasification (560 °C). The gases released by the foam are easily removed from the mold by a vacuum system. At the same time, there is no smoke in the working area.
The main advantage of this method is the high quality of castings, which can be obtained by casting into an ordinary or lined chill mold. This became possible due to the fact that the shape is solid.
Casting using gasified models
At the present stage, casting using burnout models is used for casting:
- large and medium-sized products in small-scale production;
- workpieces with complex configurations and weighing up to 50 kg, which are subject to increased dimensional accuracy requirements, in medium- and large-scale production.
Vacuum filling
It is used only in the case of “elite” materials, such as gold, titanium, high-quality steel. In this case, the metal is melted under vacuum conditions, and then quickly (under the same conditions) distributed into molds. The good thing about this method is that when it is used, the formation of air cavities and cavities in the product is practically eliminated, since the amount of gases present there is minimal. It is important to remember that the weight of the castings in this case cannot exceed hundreds or two kilograms.
End of the preparatory stage
And now the time comes for perhaps the most important part of the operation. The flasks are separated very carefully, trying not to damage the integrity of the molding sand. After this, two clear and detailed imprints of the future part remain in the ground. After this they are coated with special paint. This is done so that the molten metal does not come into direct contact with the ground of the molding sand. Metal casting technology should not allow this, since otherwise the quality of the finished product may significantly deteriorate.
If there is a need for this, at the same time an additional gating passage is cut, which is necessary for pouring the melt. The flasks are folded again and connected as firmly as possible. Once the molding mixture has dried slightly, you can begin casting.
Is it possible to obtain parts of greater weight?
Yes, such technology exists. But it can only be used in cases where one hundred tons of steel or more are simultaneously processed. First, the metal is melted under vacuum conditions, and then it is poured not into molds, but into special molding ladles, which are also protected from air entering their cavity.
After this, the finished melt can be distributed into molds, from which the air has also been previously pumped out with a pump. The steel obtained as a result of this technological process is quite expensive. It is used for forging, as well as some types of casting, when it is required to obtain blanks and parts of the highest possible quality.
What are molding sands made from?
The basis is various types of sands and clays, as well as binding compositions. Their role can be natural and synthetic oils, drying oil, resin, rosin, and even tar.
Next comes the time of molders, whose task is to make casting molds. To explain it more simply, this is done like this: take a wooden box, put half of the mold in it (it’s also detachable), and the spaces between the walls of the model and the mold are clogged with molding compound.
They do the same with the second half and fasten both parts with pins. It is important to note that two special cones are inserted into the part of the mold that will be at the top when pouring. One of them is used to pour in molten metal, the second is used to release expanding gases.
Use of non-ferrous metal alloys after casting
Alloys made of non-ferrous metals are highly resistant to corrosion. Each metal or alloy is suitable for different purposes:
- The use of copper increases thermal conductivity and electrical conductivity.
- Brass is used to create consumer goods due to its low cost.
- Bronze is very durable and corrosion-resistant, and is also used everywhere.
- Nickel is resistant to corrosion and has a high thermal resistance. Its alloys are not or only slightly susceptible to oxidizing acids.
- Aluminum alloys are very common, and their use in industry is becoming wider and wider around the world. They are very durable, yet lightweight. Aluminum alloys are characterized by thermal conductivity, corrosion resistance and electrical conductivity.
- Magnesium is best suited for smelting light alloys.
- Titanium combines strength and lightness, which makes it ideal for aircraft construction. Due to severe contamination of its surface, its hardness increases and its ductility decreases.
- Precious metals are used in electronics and dentistry. They are known and popular mainly because they are rarely found in nature.