- Доклады и сообщения
- География
- Литье металлов
Металл, как известно многим, способен принимать ту форму, которую предложит ему человек. Этот факт был замечен ещё в древние времена. Возможность использовать железо для плавления различных фигурок, состоялось благодаря метеоритом. Метеоритное железо осени мягкое и легко подвергайся обработке, поэтому основы литья были изучены уже очень давно.
В России, литьём из металла занимаются одни из самых почетных жителей. Таким образом, к этому ремеслу были приписаны такие грандиозные сооружения как «Царь-колокол», «Царь-пушка». Оба памятника, несмотря на свои названия, никогда не были замешаны в боевых делах.
Металл, подходящий для литья:
Важнейшее свойство для металла, которое необходимо присутствовать — текучесть. Из одной ёмкости в следующую, расплавленный металл должен перетекать с легкостью, заполняя все пространство. Если металл не будет обладать таким свойством, то мастерам будет намного сложнее справиться с ним. Он просто не будет успевать заполнять все промежутки, находящиеся в форме и будет застывать. Одним из самых «удобных» металла является чугун. Этот сплав обладает идеальной текучестью.
Начало:
Для начала, необходимо расплавить чугунные заготовки в особых печах. Если требуется единственная форма, то сплав в неё заливают особым ковшом. Если же необходим большой объём фигурок, то для этого используют ленту, которая автоматически продвигается. После процесса, в дело приступают шлифовальные машины при помощи которых снимаются окалины.
Литье под давлением:
Во-первых, для осуществления данного способа литья, необходимы специальные формочки. Во-вторых, будет нужно нагнетающее оборудование. Один из главных плюсов способа — повышенная производительность. Количество товара расходуется намного меньше, чем во время использования обычной техники. Сложность метода заключается в том, что во время отделения самого изделия от фигуры, возможна техническая травма. И ещё, минус присутствует в том, что нельзя создавать изделия с тонкими стенками. Причина заключается в том, что большой слой не сможет застыть равномерно.
Вариант №2
Литье металлов не простой, но весьма интересный процесс. Его суть в том, что бы расплавленный металл заливать в специальные формы. По мере того как металл охлаждается, он затвердевает и приобретает форму готового изделия.
Любой металл, возможно, расплавить и использовать для литья, но далеко не все металлы обладают одинаковыми литейными свойствами. Эти свойства напрямую зависят от структуры металла и его химического состава.
Основные литейные свойства металлов.
Жидкотекучесть – это способность жидкого металла заполнить литейную форму и воспроизвести ее контуры и поверхность
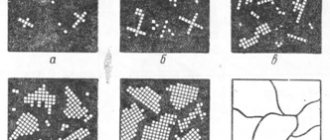
Кристаллизация — переход металла из жидкого состояния в твердое, с образованием структуры. Этот процесс напрямую зависит от формы, температуры заливки и структуры металла.
Усадка. Свойство металла заключается в том, что после охлаждения и затвердевания он уменьшает свои размеры и объем.
Существует следующие виды литья:
Один из самых древних способов – это литье в землю. Считается, весьма, трудоемким, но при этом дешевым способом. Изготавливается специальная деревянная модель будущей отливки и формовочная смесь, которая содержит землю. В готовую литейную форму заливается расплавленный металл. Остывшую заготовку отделяют от формы и шлифуют.
Литье в кокиль. Этот способ состоит в том, что в особую форму заливается металл, где он достаточно быстро остывает и можно в короткие сроки получить готовое изделие. Литейная форма называется кокиль, и состоит из двух частей, которые соединяются стержнем. Этот способ удобно использовать для металлов с высокой жидкотекучестью.
Литье под давлением. Литейная форма заполняется металлом с помощью поршня, либо под высоким давлением воздуха. Такой способ позволяется изготавливать достаточно точные изделия, которые требуют в дальнейшем минимум шлифовки.
Статическая заливка. Расплавленный металл заливается в неподвижную форму и находится там до полного затвердения.
В наше время литье металлов стало автоматизированным процессом и широко использующимся в производстве. Литье используется для изготовления, как крупных, так и мелких деталей, как с простыми, так и сложными формами изделий. Этот процесс довольно популярен в силу возможности его всестороннего применения и использования в массовом производстве.
Немного истории
По нынешнему размаху промышленности современная цивилизация всего за один год перерабатывает металл в таком объеме, на добычу которого в прежние времена ушла бы как минимум пара столетий. И дело не только в усовершенствованных технологиях и возросшей скорости производственных процессов. Такой объем металлопромышленной продукции — насущная потребность современного человечества.
В докладе по физике о литье металлов нельзя не уделить немного внимания зарождению и развитию литейного дела. Способность железа застывать в заданной форме при определенных условиях была высоко оценена людьми еще в древности. По предположениям многих ученых и исследователей, знакомство человечества с металлом осуществилось посредством метеоритов.
Метеоритное железо обладало всеми характеристиками, необходимыми для успешного литья (плавкостью и т. д. ). Именно это вещество положило начало зарождению литейного дела. Древние люди довольно быстро изучили основы процесса «укрощения» металла, после чего наступила стадия развития литья как составляющей жизнедеятельности. К эпохе Средневековья литейное дело было уже крупной отраслью с большим оборотом денежных средств.
На протяжении многих веков человечество постигало тайны металла и не напрасно. Сейчас познание уже достигло такого высокого уровня, что практически любой мастер-любитель может в домашних условиях изготовить простую и небольшую металлическую деталь.
Доклад на тему Литье металлов по физике
Металлы благодаря своим свойствам пользуются спросом в промышленности. Для того, чтобы уменьшить процесс окисления, они применяются в виде сплавов с добавлением элементов, которые придают им дополнительные свойства: пластичность, нужную структуру, вес, плотность, долговечность: сурьма, магний, сера, фосфор, хром, никель, ванадий, алюминий, кремний. В производстве используются в основном чугунный сплав, состоящий из железа с углеродом более чем 2,14%, и сталь, в состав которой входит железо не менее 45% и углерод до 2,14%. Различное процентное содержание состава сплава определяется необходимыми свойствами получаемых деталей.
Используются в:
- автомобилестроении,
- машино- и приборостроении,
- стоматологии.
Изготовлении деталей методом литья:
- Статический, при котором расплавленный металл заполняет закрепленную форму. При охлаждении застывает и вынимается. Получаются отливки простейшей конфигурации.
- В металлические формы (кокиль);
- Отливка под давлением,
- В оболочковые формы,
- В выплавляемые модели.
Кокильное литье.
Технологический процесс состоит из заливки металла при температуре плавления в форму кокиль без принудительного давления. Форма состоит из двух частей, которые соединяются замками. Внутренняя полость кокиля очищается и покрывается слоем огнеупорной краски, для предохранения внутренней поверхности от соприкосновения с расплавами. В конце процесса, чтобы вынуть готовое изделие форма охлаждается либо естественным путем, либо принудительно. Все элементы конструкции чугунные или стальные.
Достоинства метода:
- стабильные характеристики свойств отливок.
- доступно получение сложных конфигураций изделий.
- реальное создание автоматизированного процесса из-за редкой замены кокиля. Не тратится время на операцию.
- достаточно экологически чистое производство.
Недостатки:
- Быстрота охлаждения не подходит всем изготовляемым деталям.
- Выгодно использовать процесс только для больших объемов выпускаемых изделий, чугунный кокиль 20 крупных и 400 небольшого размера изделий за год.
Отливка под давлением.
Принцип процесса – формирование отливки под давлением в интервале 7 – 700 МПа. Пресс-поршень двигает горячий сплав в полость формы. Затем отливки затвердевают и выталкиваются. Детали получаются с характеристиками, близкими к заданным значениям.
Преимущества метода:
- Большой выпуск изделий за единицу времени.
- Удешевление производства за счет длительного использования одной формы. Отработанные части конструкции подвергаются переплавке. Получается работа без отходов.
Недостатки:
- Нельзя выполнять изделия сложной конструкции, при вынимании из рабочей камеры, они деформируются.
- Невозможность сделать отливки больших размеров.
Литье в выплавляемые модели.
В технологическом процессе используются одноразовые формы из керамики или неметаллов парафина и стеарина. Кокиль делается по модели, которая растворяется или выжигается.
Форма нагревается до высокой температуры и наполняется сплавом. По окончании операции готовые детали выбиваются специальным толкателем.
Достоинства:
- Получение изделий из любых сплавов, разных размеров, с заданной точностью.
- Небольшое количество потерь металлов, снижение материалоемкости.
- Используется в небольших производствах.
Недостатки:
- Необходимость применения ручного труда.
- Разнообразие применяемых материалов.
Литье в оболочковые формы.
Принцип метода:
На нагретую чугунную модель с температурой 230-315 градусов накладывается приготовленная смесь различных элементов.
Элементы спекаются и получается форма, которая освобождается от модели специальным толкателем.
Оболочки либо скрепляются между собой зажимом или склеиванием для совместного использования. Могут применяться в единичном варианте.
Достоинства метода:
- Уменьшение затрат труда.
- Можно сократить расходы материалов, металла.
- Небольшой процент брака на выходе.
Недостатки:
- Форма предназначена только на одно литье.
- Дорогая формовочная смесь.
- Большой процент выделения вредных газов.
8 класс
Области применения
Технологический процесс литья металлов отличается востребованностью, так как его применение позволяет производить разнообразную продукцию высокого качества, не прибегая к громоздкому оборудованию и огромному количеству работников.
Этот способ производства используется для создания и выпуска различных металлических изделий, которые, в свою очередь, широко применяются в следующих отраслях:
- автомобилестроительной;
- авиационной;
- машиностроительной;
- электротехнической;
- медицинской (в частности — стоматологической и ортопедической);
- ювелирной и т. д.
На современном рынке металлопромышленности эта производственная технология пользуется высочайшим спросом. Более того, литье металлов входит в топовую десятку лучших мировых технологий, наиболее эффективных и самых применяемых.
Популярные темы сообщений
- Скороя помощь
Скорая помощь в первые была создана в Санкт Петербурге в 1899 году. И только когда закончилась Первая мировая война появились специальные бригады врачей скорой неотложной помощи. - История дробей
Первым пристанищем дробей считается древний Египет или же Вавилон. Однако первые дроби сильно отличались от современного варианта, а их смысл заключался вообще в другом. Дробями их считают, потому что они имели очень - Творчество Телешова
Николай Дмитриевич Телешов – это известный человек. Он поэт и писатель. Его имя было известно всей Москве в начале 20 века.
Особенности формирования отливок и их качество
При литье под давлением основные показатели качества отливки – точность размеров, шероховатость поверхности, механические свойства, плотность и герметичность – определяются следующими особенностями ее формирования:
1
. Кратковременность заполнения полости пресс-формы расплавом. Скорость поступления расплава в пресс-форму для разных отливок и сплавов колеблется от 0,3 до 140 м/с, продолжительность ее заполнения 0,02 – 0,3 с, а конечное давление на расплав может достигать 500 МПа. Это позволяет, несмотря на высокую скорость охлаждения расплава в форме, изготавливать весьма сложные корпусные отливки с толщиной стенки менее 1 мм из сплавов с низкой и даже близкой к нулю жидкотекучестью (таким свойством обладают, например, сплавы, находящиеся в твердожидком состоянии). Высокая кинетическая энергия движущегося расплава и давление, передаваемое на него в момент окончания заполнения формы, способствуют получению отливок с низкой шероховатостью поверхности.
2
. Газонепроницаемость материала пресс-формы. Вентиляция рабочей по-лости происходит посредством специальных вентиляционных каналов. При высоких скоростях поступления расплава в полость пресс-формы воздух, а также газообразные продукты разложения смазочного материала, образующиеся при его взаимодействии с расплавом, не успевают полностью удалиться из пресс-формы за время заполнения ее расплавом. Они препятствуют заполнению пресс-формы и попадают в расплав, приводя к образованию неслитин, неспаев, раковин и газовоздушной пористости в отливках. Газовоздушная пористость приводит к уменьшению плотности отливок, снижению их герметичности и пластических свойств. Воздух, газы, продукты разложения смазочного материала, находящиеся в порах отливки под высоким давлением, затрудняют ее термическую обработку: при нагреве прочность отливки снижается, а давление газов в порах повышается, что вызывает коробление отливки, на ее поверхности появляются пузыри.
Для снижения газовоздушной пористости в отливках используют ряд технологических приемов, а также специальные способы литья под давлением (см. подраздел 4.2).
3
. Высокая интенсивность теплового взаимодействия между материалом отливки и пресс-формой, обусловленная ее высокими теплопроводностью и теплоемкостью, малым термическим сопротивлением слоя смазочного материала и продуктов его разложения, значительным давлением расплава и отливки на стенки пресс-формы, улучшающим контакт между ними. Это способствует получению мелкозернистой структуры, особенно в поверхностных слоях отливки, повышению ее прочности и высокой производительности процесса.
4
. Передача в момент окончания заполнения металлом пресс-формы давления, развиваемого пресс-поршнем в камере прессования, на расплав в полости формы. Это улучшает питание отливки, способствует уменьшению усадочной пористости, сжатию газовоздушных включений. В результате воз-растают плотность, герметичность и механические свойства отливки. Однако эффективность действия подпрессовки ограничена, так как это давление на расплав в пресс-форме действует только до тех пор, пока питатель не затвердеет.
5
. Использование металлической пресс-формы с точными размерами и низкой шероховатостью рабочих поверхностей. Это способствует получению высокоточных отливок по массе, геометрии и размерам. Высокая точность размеров отливок (классы 1 – 4 по ГОСТ 26645—85 (изм. № 1,1998)) позволяет уменьшить припуски на обработку до 0,3 – 0,8 мм, а в некоторых случаях полностью исключить обработку резанием. Остается только зачистка мест удаления питателей, соединительных каналов промывников и облоя. Коэффициент точности отливок по массе (КТМ) при литье под давлением достигает 0,95 – 0,98. Шероховатость поверхности отливок, полученных под давлением, зависит в основном от шероховатости поверхности пресс-формы и технологических режимов литья. Обычно эти отливки имеют шероховатость от Rz = 160 – 80 мкм (сплавы на основе меди) до Rz = 1,00 – 0,32 мкм (цинковые сплавы).
По газифицируемым моделям
Получение формы происходит за счет неизвлекаемой модели, и заливка металла производится в неразъемную форму. При этом модель получают из пенопласта вспениванием при высокой температуре. При литье металла в форму, пенопластовая модель полностью выгорает, освобождая внутренний объем.
Если модели для мелких деталей можно получить вспениванием состава, то крупные вырезают из склеенных плит. Резка производится вручную. Для этого используется нихромовая проволока. Поданное напряжение разогревает проволоку, что облегчает резку.
Формовка при ЛГМ производится двумя методами. В первом случае для отливок несложных форм используются вибрационные столы, на которых происходит уплотнение формовочной смеси с использованием опок. Затем на опоку укладывается крышка и монтируется литниковый приемник.
Во втором случае, когда изделие имеет сложную геометрию, формовку проводят под вакуумом. Чтобы закрытая форма не разрушилась, она подвергается действию пониженного давления вплоть до окончания заливки. Значение вакуумического давления невелико – порядка 4-5 ГПа.
Заготовки для литья по газифицируемым моделям
Температура разливаемого металла значительно выше, чем начало газификации пенопласта (560 °С). Газы, выделяемые пенопластом, из формы легко удаляются вакуумной системой. При этом отсутствует задымленность рабочей зоны.
В качестве основного достоинства этого метода отмечают высокое качество отливок, которое можно получить литьем в обыкновенный или облицованный кокиль. Возможным это стало из-за того, что форма цельная.
Литье по газифицируемым моделям
На современном этапе литье по выжигаемым моделям применяется для отливки:
- крупных и средних изделий на мелкосерийном производстве;
- заготовок со сложной конфигураций и весом до 50 кг, к которым предъявляются требования повышенной точности размеров, на среднесерийном и крупносерийном производстве.
Вакуумная заливка
Применяется только в случае «элитных» материалов, таких как золото, титан, высококачественная сталь. При этом металл расплавляется в условиях вакуума, а затем быстро (в тех же условиях) распределяют по формам. Метод хорош тем, что при его применении практически исключено образование воздушных каверн и полостей в изделии, так как количество присутствующих там газов минимальное. Важно помнить, что вес отливок в этом случае не может превышать сотни-другой килограммов.
Окончание подготовительного этапа
А сейчас наступает время едва ли не для самой ответственной части операции. Опоки очень аккуратно разъединяют, стараясь не допускать нарушения целостности формовочной смеси. После этого в земле остаются два четких и подробных отпечатка будущей детали. После этого их покрывают особой краской. Делается это, чтобы расплавленный металл не вступал в непосредственное соприкосновение с землей формовочной смеси. Этого технология литья металлов допускать не должна, так как в противном случае качество готового изделия может значительно ухудшаться.
Если в этом есть необходимость, в это же время прорезается дополнительный литниковый проход, необходимый для заливки расплава. Опоки вновь складывают и максимально прочно соединяют. Как только формовочная смесь слегка подсохнет, можно приступать к литью.
Есть ли возможность получать детали большего веса?
Да, такая технология существует. Но она может использоваться только в тех случаях, когда одновременно обрабатывается от ста тонн стали и больше. Сперва металл плавят в условиях вакуума, а затем разливают его не в формы, а в специальные формовочные ковши, которые также защищены от поступления в их полость воздуха.
После этого готовый расплав может быть распределен по формам, из которых насосом предварительно также откачали воздух. Сталь, получаемая в результате такого технологического процесса, довольно дорогая. Ее применяют для ковки, а также некоторых видов все того же литья, когда требуется получать заготовки и детали максимально высокого качества.
Из чего изготавливаются формовочные смеси?
Основой служат различные сорта песков и глин, а также связующие составы. В их роли могут выступать масла натуральные и синтетические, олифа, смола, канифоль, да хоть деготь.
Далее наступает время формовщиков, в задачу которых входит изготовление литейных форм. Если объяснять проще, то делается это так: берется деревянный ящик, в него кладется половинка от формы (она же разъемная), а промежутки между стенками модели и формы забиваются формовочным составом.
То же самое делают со второй половиной и скрепляют обе части штырями. Важно заметить, что в ту часть формы, которая при заливке окажется наверху, вставляют два специальных конуса. Один из них служит для заливания расплавленного металла, второй – для выхода расширяющихся газов.
Использование сплавов из цветных металлов после литья
Сплавы из цветных металлов обладают высокой стойкостью к коррозии. Каждый металл или сплав пригоден для разных целей:
- Использование меди увеличивает теплопроводность и электропроводность.
- Латунь применяется для создания товаров ширпотреба из-за своей дешевизны.
- Бронза очень прочная и коррозостойкая, также используется повсеместно.
- Никель устойчив к коррозии, для него характерно высокое тепловое сопротивление. Его сплавы не подвержены или подвержены в малой степени окисляющим кислотам.
- Алюминиевые сплавы очень распространены, и их применение в промышленности становится все шире и мире. Они весьма прочны, при этом легки. Для сплавов с алюминием характерны теплопроводность, стойкость к коррозии и электропроводность.
- Магний лучше всего подходит для выплавки легких сплавов.
- Титан сочетает в себе прочность и легкость, из-за чего отлично подходит к авиастроению. Ввиду сильного загрязнения его поверхности увеличивается его твердость и уменьшается пластичность.
- Драгоценные металлы применяются в электронике и стоматологии. Известны и популярны в основном тем, что редко встречаются в природе.