Hardenability of steel
Hardenability is the ability of steel to acquire a martensitic or triple-martensitic structure to a certain depth during quenching. The hardenability of steel depends on the critical cooling rate, which depends on the chemical composition of the steel. So, for example, if the actual cooling rate in the core of a part during hardening is higher than the critical rate for this grade of steel, then the part will have through-hardenability. In this case, the depth of the hardened zone is taken to be the distance from the metal surface to the semi-martensitic structure. Semi-martensitic is a structure that consists of 50% martensite and 50% troostite. The width to the semi-martensitic zone in a cylindrical specimen is called the critical diameter or through-heating section size.
The higher the hardenability of steel, the lower the critical quenching rate, i.e., the higher the stability of supercooled austenite.
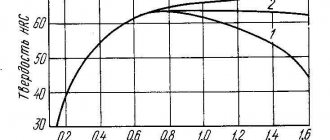
The hardenability of steel is determined according to GOST 5657-69 “Steel. Test methods for hardenability.” (the document will open in a new window) GOST describes the so-called end hardening method. The experimental results are expressed graphically in “hardness-distance” coordinates. Those. The graph shows the change in hardness along the cross section after hardening. The hardenability of steel, even within the same grade, can vary significantly. This is due to the fact that hardenability depends on the steel composition, grain size, product geometry, etc. In this regard, the hardenability of steel is characterized not by a curve, but by a hardenability band. It must be taken into account that even rated hardenability strips will not always correspond to the actual hardenability of the product.
Technological nuances: how to properly harden metal
The procedure itself includes three steps - heating, holding and cooling. Depending on what result you want to get and what material you are working on, you choose different parameters: limit, duration, and cooling methods. Here is a table with several steel grades:
| Brand | Temperature in degrees | Cooling medium |
| y9, y9a, y10, y10a | from 770 to 800 | water |
| 85khf, x12 | from 800 to 840 | oil |
| hwt | from 830 to 830 | |
| 9xs | from 860 to 870 | |
| xv5 | from 900 to 1000 | |
| 9x5vf | from 1000 to 1050 | |
| p9, p18 | from 1230 to 1300 | saltpeter |
There are two main purposes of heat treatment:
- increasing strength - this is necessary for knives, axes, drills and other tools used to process hard surfaces;
- increasing the plasticity of the product. For example, before forging or bending - it is used not in everyday life, but in a small private business.
When carrying out the heating technology, you should monitor the color of the workpiece. It should be deep red with an orange or yellowish tint depending on the type. There should be no black or other colored spots on the surface.
When carrying out the heating technology, you should monitor the color of the workpiece. It should be deep red with an orange or yellowish tint depending on the type. There should be no black or other colored spots on the surface.
How to properly harden metal and iron if there is no special kiln for firing? Use a blowtorch or make a regular fire - its temperature and burning time are high enough to do work that does not exceed domestic needs.
Cooling can be carried out in various ways. If you urgently need to reduce the heat in one area of the product, you can use a directed stream of cold water. Water, and therefore rapid, cooling is necessary for alloy and carbon steels. After heating, you should take the element with tongs (if it is a small knife, an ax) and place it in a previously prepared container with liquid. When leaving, cool gradually - first with water and then with oil.
And the third option is gradual cooling in the fresh air. This is also an effective method when you need to leave a slight plasticity effect. Let's watch a video on this topic:
Hardenability of steel
Hardenability - the ability of steel to increase hardness as a result of hardening. This characteristic depends to a greater extent on the carbon content in martensite and to a lesser extent on the content of alloying elements. [quote from the book “Materials Science”, M.Yu. Lakhtin, 1990]
There is also an alternative option for determining the hardenability of steel. Hardenability - the ability of steel to accept hardening, i.e. form a martensitic structure. This interpretation of hardenability is based on determining the hardening of steel and determining the critical cooling rate: hardening - heating steel to a temperature above the critical temperature or the temperature of dissolution of excess phases, holding and cooling at a rate above the critical. The critical cooling rate is the minimum cooling rate of austenite in the region of its minimum stability, at which the decomposition of austenite into a ferrite-cementite mixture is suppressed and at which the martensite structure is ensured.
Checking hardness after hardening metal at home
The word familiar to everyone in everyday life is a precise term and is applied mainly to solid products. To check, a ball or cone made of tool steel is pressed into the surface, and then a calculation is made using formulas depending on how deep the mark is left and what force was applied. There is another option - a Rockwell device, but using it at home or in an apartment is almost impossible.
The unit of hardness measurement is HRC. To compare values:
- kitchen knife, strong, expensive - from 55 to 63;
- small gears in cars - from 52 to 58;
- tips, drill tools, drills - from 60 and above.
Steel hardenability bands
Supplier of chemical products - https://www.dcpt.ru
Equipment and features of the process
To carry out the technological process of processing the material, it is necessary to use certain equipment. Special ovens are used for heating. They can run on electricity, gas or solid fuel. In addition to the heating structure, you need to prepare a container filled with water or oil. It is needed for rapid cooling of the workpiece.
Manufacturing a chamber for hardening metal
The main materials for the manufacture of home furnace bodies for steel hardening are solid refractories in the form of blocks of various sizes and fireclay clay. In such a furnace, a temperature of over 1200 °C is reached, so it is possible to harden products not only from carbon or tool steel, but also from high-alloy steel. When making home stoves from fireclay clay, a cardboard frame is first made according to the shape and size of the working chamber, which is then covered with a layer of fireclay. A heating coil is wound over it, and then the main heat-insulating layer is applied. With this design, the heating area is isolated from the heating element, which is important when it is necessary to harden steel that is sensitive to oxides and carbon burnout.
The most common design of home hardening furnaces are installations whose thermal bodies are made of fireclay bricks or similar refractories. The operating temperature of such materials is more than 1400 °C, so in such furnaces it is possible to harden almost any type of steel and many refractory alloys. Structurally, such a home oven is similar to a conventional wood-burning oven, only it is much smaller in size. The metal in it is heated using an electric spiral placed in grooves along the perimeter of the internal space. If it is necessary to qualitatively harden steel, it must be heated to a precisely specified temperature, so most of these homemade products are equipped with thermostats (they can be freely purchased on Aliexpress).
The video below shows the design of such a home furnace with end loading and a thermostat, which allows you to harden steel with precise temperature conditions. Its thermal body is made of mullite-silica refractory plates ShPT-450.
A detailed description of the design and recommendations for creating a top-loading furnace, in which you can harden products up to 54 cm in length, can be seen in the following video. Here the thermal body of the furnace is made of fireclay bricks (ShB type) and a thermostat is also used. In addition to the top loading, a special feature of this device is a kanthal spiral, which lasts many times longer than traditional nichrome and fechral.
How to bend hardened metal
The following types of presses are usually used for bending metal blanks and products in production.
- Pneumatic and hydraulic. This is standard metal bending equipment. The blanks are placed between punches and dies. This allows you to bend even thick parts and products. Hydraulic presses are used more often. Their advantages are low cost and ease of operation.
- Rotary. Metal bending occurs between special beams and plates. The technology is excellent for processing simple hardened metal products with small dimensions.
- Rotary. On these machines, special rollers bend the hardened metal. Rotary machines are most often used for small-scale production of large-sized products.
Bending metal on a machine
Note! Good productivity is achieved when using rotary and rotary presses. Processing occurs automatically. There is no need to calculate the effort in advance.
How to cut threads in hardened metal
Tools made from high-speed steels and carbide alloys are also best suited for this operation. Taps are used to cut internal threads, and dies are used for external threads.
Internal threading technology
To cut internal threads of a certain size, three taps are usually used: rough (No. 1), semi-finish (No. 2) and finishing (No. 3).
Proceed according to the following scheme.
- Make the markings.
- Punch the hole.
- Lubricate the future hole and drill.
- Secure the part.
- Install the drill.
- Set the cutting mode. Start processing at low speeds. After the drill is immersed in the metal, the speed can be gradually increased.
- Drill a hole for the thread and countersink. Remove the shavings. Lubricate the #1 tap and the workpiece.
- Install the tool. The axes (its and the holes) must match.
- Make the first pass. After each full turn of the tap, make a half turn in the opposite direction. If necessary, remove chips.
- Make passes using semi-finishing and finishing taps.
External thread cutting technology
For this, dies are used. Process workpieces using this technology.
- Place the tool in a holder of the appropriate size. Secure the die with screws.
- Make a chamfer at the end of the workpiece.
- Apply coolant to the surfaces.
- Place the die on the workpiece. Its plane must be perpendicular to the axis of the workpiece.
- Cut the thread. After one or two turns, return by half a turn.
- Make sure the threads are cut accurately.
Hardening using household appliances
For hardening, some craftsmen try to use a regular gas stove. The diameter of the 2.5 kW burner is 130 mm. When burning, a circle with an internal diameter of 85...90 and an external diameter of 130...170 mm is heated. Only the ring gets hot. The metal can be heated to a temperature of 800 ⁰C.
Heating on a gas burner:
To heat the part evenly, you need to set restrictions. A metal square contour is made, inside which the temperature can be equalized. It is advisable to thermally insulate the circuit to limit heat exchange with the environment.
For hardening, containers are used in which waste mineral oil is used.
Using a blowtorch you can get a temperature of 850...1000 ⁰C. At this temperature, it is easier to heat a suitable part to the desired temperature. To limit heat loss, place it in a thick-walled pipe. The flow of fuel combustion products is also directed there.
Heating with a blowtorch:
Attention! High-quality hardening is carried out by heating in a muffle furnace or in a forge, where the entire product is located in the heating zone.
Heating the workpiece in a charcoal forge:
Video: hardening steel at home.