Foundry production allows the production of blanks and parts of various configurations and weights. The production of finished products is preceded by many operations, some of which occur at high temperatures, and involves working with materials in various states of aggregation: solid, gaseous and liquid.
The foundry uses a variety of technological and transport equipment, and obtaining high-quality castings is impossible without monitoring various parameters at all stages of production, so special attention is paid to equipping the laboratory. This department of the enterprise must have instruments in its arsenal to carry out the required research, including express analysis of the chemical composition of metals and alloys.
What is injection molding
When injection molding, a metal alloy in a liquid or solid-liquid state is fed into the pressing chamber of a special machine, from where it is pressurized at 20.
.250 MPa created by a piston moving in this chamber at a speed of 1 to 60 m/s through a thin (0.1...0.3 mm) slot feeder fills the cavity of a heated and lubricated mold and hardens in it When opened The mold casting is pushed out. Injection casting can produce complex (for example, a car carburetor body, a cylinder block of an internal combustion engine), thin-walled (up to 1 mm) castings with small (up to 1 mm in diameter) long holes, with finished threads, inscriptions, relief, knurling, and surface roughness no worse than Ra = 2.5, with dimensional accuracy up to 9th quality, with allowances for cutting 0.3. . . 0.5 mm from zinc, aluminum, magnesium and copper alloys within 0.08. . . 0.7 min.
For the first time, injection molding was used by G. Brousse in 7 in the manufacture of letters for setting letterpress forms in printing. In 1988, the first patent was received for a piston machine for pouring metal under pressure. In mechanical engineering, injection molding began to be used in 1849 for the production of small parts from tin-lead alloys. The machine designed by V. Sturzys, used for these purposes, had a manual piston drive, with the help of which a pressure of 100 was created in the pressing chamber located inside the crucible with molten metal. .150 Pa. In the 60s XIX century Die casting began to be used for the production of castings from zinc-based alloys. To increase productivity, the manual drive in piston machines was replaced by a pneumatic one. At the end of the 19th century, attempts were made to use aluminum and then copper alloys for injection molding.
In 1924, specialists from Ekkert (Germany) and Polak (Czechoslovakia) designed and manufactured machines with a cold vertical pressing chamber.
In the USSR, the industrial development of injection molding began in the 1920s. In 1923 A.F. Durnienko in Moscow, and in 1925 engineer B.Yu. Jungmeister in Leningrad organized the first production of injection moldings. In 1988, a series of ORP machines with a cold chamber located directly in the mold were produced in the USSR. In 1999 they produced a machine model LD-7 with a vertical pressing chamber.
Spectrum analyzers. Types and requirements for devices
Features of the technological process in smelting furnaces require constant monitoring of the chemical composition at all stages of metal production. Basic requirements for devices used for these purposes:
- expressiveness;
- high accuracy;
- possibility of testing using non-destructive methods;
- ease of analysis;
- possibility of automation;
- adaptability to use in production conditions.
Optical emission analyzers
Optical emission spectroscopes with spark and arc excitation of the spectrum (or a combination thereof), in which the working medium is argon or air, are widely used in production. The simplest of them is a steeloscope, which has a low cost and allows you to quickly visually analyze the chemical composition of metals and alloys. The device is not highly accurate, since the operator’s eye is used to record the spectrum, so foundry workers resort to using more advanced devices that eliminate the disadvantages of steeloscopes.
The advantages of modern optical emission devices include:
- Possibility of detecting even minor impurities in alloys. This is of particular importance in foundries, since in order to conduct melting it is necessary to know the content of elements such as carbon, sulfur and phosphorus.
- High accuracy of research results. The method is used not only for express analysis, but also for certification analysis.
- The analysis is carried out in a non-contact manner.
- There is no need for massive sampling.
- Expressiveness. The time factor when obtaining an alloy of a given composition in a melting furnace is of exceptional importance.
Optical emission devices require calibration. The consumer receives a device loaded with analytical programs, which can lead to difficulties when working with an alloy that has an unknown chemical composition that differs from the composition of the standard sample. To obtain accurate results, the sample needs to be prepared before testing.
X-ray fluorescence analyzers
X-ray fluorescence analysis of metals and alloys allows for quantitative and qualitative analysis of metals and alloys. The devices are compact in size and easy to use. Despite their versatility, they cannot detect the presence of elements with atomic number less than 11. Thus, XRF cannot determine the carbon content of steel and cast iron, the most common materials for the production of castings.
However, the method is widely used in foundries and complements AES due to a number of advantages:
- High accuracy of research results.
- The analysis is carried out without destroying the sample.
- Low detection limit.
- Simple sample preparation.
- Possibility of analyzing a sample many times.
- High performance.
Quality control system
Obtaining high-quality and competitive foundry products is impossible without monitoring at all stages the various characteristics and properties of the materials used in the technological process. The quality control system implies:
- To control the composition of sand and determine the technological characteristics of molding materials and cores, measuring instruments of various models are used.
- Casting quality control is carried out by various non-destructive research methods, which make it possible to determine the compliance of products with standard requirements.
- Conducting melting to obtain an alloy of a given chemical composition is the most important task facing foundry workers. To solve this problem, modern analytical instruments are used - spectrometers, which allow you to perform metal analysis as quickly as possible with a high degree of accuracy of results.
Interesting offers for foundry workers
The market for instruments for the analysis of metals and alloys, and other materials is saturated with various models of analyzers that can be used in the quality control system of foundries. Among them you can find stationary, mobile and portable devices that allow you to solve various analytical problems.
Sparkline 100
Iskroline 100 is a desktop spectrometer for analyzing the chemical composition of metals and alloys. Capable of recognizing more than 70 elements, including carbon, sulfur and phosphorus. The device is used for incoming inspection, certification analysis and express analysis of melts.
Iskroline 300
Iskroline 300 is a laboratory-grade atomic emission spectrometer. The device is capable of performing express analysis of metals and complex alloys on any substrate in the spectral range of 174–930 nm. It is used both for solving routine analytical problems and for conducting certification analysis.
SciAps series X
This series of portable XRF analyzers are equipped with innovative hardware that allows you to analyze any sample. The stamp library contains more than 1,200 stamps with the possibility of unlimited expansion. The device parameters are optimized automatically.
Technological and design features of equipment for LVM
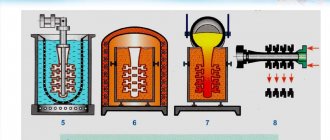
The process of obtaining a casting using the lost wax method consists of several stages. First, the model, which has a given configuration and consists of a low-melting material (wax, stearin, paraffin), is alternately immersed either in an adhesive composition (suspension) or in “boiling sand”, due to which a layer of firmly glued sand is formed on the surface of the model. After this, the model is placed in an autoclave or heating oven to melt the wax (stearin, paraffin) and allow it to flow out of the shell. The molten metal is poured into the released mold and allowed to cool and harden. The ceramic shell is then separated from the finished metal part.
The LVM kit includes two types of equipment - for making wax models and for making ceramic molds.
Equipment for making wax models is equipped with:
- a melting tank for melting solid pieces of low-melting material and maintaining the working medium in a molten state;
- a melting tank with a paddle mixer to complete the melting process and stabilize the temperature in the total volume of the melt;
- 1- and 2-position syringe machine designed for injection molding of wax models;
- low-temperature wax injection machines with 2 syringes to create a low-melting model;
- mixer for preparing a paste-like model mass and regulating its temperature parameters.
Equipment for the manufacture of ceramic molds is a set of:
- an autoclave for melting (removing) a low-melting model from the mold;
- an L-shaped mixer for mixing the refractory material with the binder solution to obtain a suspension;
- equipment for sprinkling, ensuring quick and uniform application of layers of sand onto a layer of suspension;
- fluidized bed casing plant to create ceramic shell layers.
It is advisable to purchase the listed units as a set.