Детали и заготовки из полосового, пруткового или листового материала могут быть погнутыми, кривыми, покоробленными или иметь выпучивания, волнистость и т.п.
Слесарная операция, называемая правкой, позволяет придать заготовкам или деталям правильную геометрическую форму, в соответствии с требованиями чертежей или функциональным назначением.
Правку деталей и заготовок производят в холодном или в нагретом состоянии. В последнем случае допускается стальные заготовки и детали нагревать до температуры 1100–850 °С, а дюралюминиевые — до 470–350 °С.
Правка металла может быть ручной и машинной (на правильных валках, прессах и всякого рода приспособлениях).
При выборе способа правки учитывают характер материала, размер детали (заготовки) и величину прогиба.
Оснастка для правки
Ручная правка листового металла и заготовок из него производится молотками на правильных плитах и специальных рихтовальных бабках.
Правильные плиты (рис. 1, а) могут быть из серого чугуна сплошной конструкции или с ребрами или стальными (рис. 1, б).
Рис. 1. Правильная плита: а — чугунная; б — стальная
Рабочая поверхность плиты должна быть ровной и чистой. Плита должна быть массивной, тяжелой и достаточно устойчивой, чтобы при ударах молотка не было никаких сотрясений.
Плиты устанавливают на металлических или деревянных подставках, которые могут обеспечить кроме устойчивости и необходимую горизонтальность.
Вокруг плиты должно быть достаточно места, чтобы можно было свободно работать.
Рихтовальные бабки (рис. 2, а) изготовляют из стали с термической обработкой. Рабочая поверхность бабки может быть цилиндрической или сферической радиусом 150–200 мм. В качестве рихтовальной бабки для правки хорошо себя зарекомендовал рельс длиной 0,5–1 м. Рельс обладает хорошей устойчивостью, мало подвижен при ударах молотка, не оставляет следов от молотка, не деформируется и удобен для перемещения по плите.
Рис. 2. Инструмент для правки металла: а — рихтовальные бабки; б — молоток
При ручной правке лучше использовать молотки с круглым, а не квадратным бойком, так как углами квадратного бойка можно повредить поверхность выпрямляемого листа. Молоток для правки должен обладать гладкой и хорошо отшлифованной поверхностью бойка (рис. 2, б).
Для правки деталей с окончательно обработанной поверхностью, а также тонких стальных изделий или заготовок из цветных металлов и сплавов применяют молотки из мягких материалов — медные, латунные, свинцовые, деревянные.
При правке особо тонкого металла пользуются металлическими и деревянными брусками — гладилками.
Правку деталей с обработанной поверхностью стальным молотком следует проводить, используя прокладку из мягкого металла.
Для правки тонкого листового и полосового металла служат также металлические и деревянные гладилки и бруски.
Листовые и другие типы заготовок
Заготовки, получаемые прокатом, обладают повышенными пластическими свойствами, так как при производстве испытывают большие степени деформации. Это позволяет применять к ним способы, которые дают положительный результат при выполнении технологической операции правка. Прокат любой формы: пруток, свернутую в бухту проволоку, круглые и профильные трубы, листы, полосы, ленты, уголки, балки, швеллера и другие, могут быть в качестве заготовок для правильных операций.
Это интересно: Оборудование для правки металла
Основные приемы правки металла вручную
Поступающие на слесарную обработку заготовки могут быть деформированы и нуждаются в правке, иногда говорят, в рихтовке. Заготовка из листового проката может быть деформирована во время погрузочных работ и транспортировки или деформация может возникнуть в результате остаточных напряжений после механической или термической обработки и др. Волнистая поверхность заготовки из листа может образоваться в результате наличия сжатых волокон, остаточных напряжений на одной из поверхностей листа, что определяет направление вогнутости; изгиб по длине в плоскости; изгиб на ребро свидетельствует о том, что край заготовки, куда направлена изогнутость, сжат или деформирован больше противоположного; если у заготовки деформация в виде спирали, то это свидетельствует о том, что у заготовки края более вытянуты, чем осевая линия, и т.д.
Выяснить причину деформации заготовки необходимо для принятия решения о методе ее правки, рихтовки.
Правка полосового материала по плоскости производится в следующей последовательности. Искривленною полосу кладут на плиту и, придерживая ее левой рукой, по выпуклым местам полосы наносят удары молотком, при этом удары наносят сначала по краям выпуклости широкой стороны и постепенно приближаются к середине выпуклости, поворачивая по мере необходимости полосу с одной стороны на другую. Сила удара регулируется в зависимости от размеров полосы и степени искривления.
Молоток при правке держат за конец рукоятки, несильно зажимая ее в руке. При ударе молоток нужно опускать на лист вертикально всей площадью бойка. В момент удара молоток будет обязательно отскакивать. Этим движением следует научиться управлять так, чтобы отскакивание молотка от листа вверх было направлено по вертикали к плите.
Результаты правки (прямолинейность заготовки) оценивают на глаз или же на правильной плите с помощью линейки.
Выправив широкую сторону заготовки, приступают к правке ребер. После одного-двух ударов полосу поворачивают с одного ребра на другое.
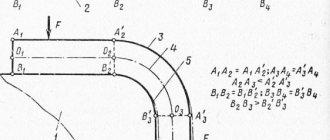
При правке полосы, изогнутой на ребро, удары наносят по широкой плоскости. Прижав левой рукой полосу к плите, наносят удары молотком по всей длине полосы, постепенно переходя от нижней кромки к верхней. На рис. 3 указана стрелками схема направлений и последовательности ударов при правке изогнутости заготовки на ребро.
Рис. 3. Схема правки изогнутости заготовки на ребро
У нижней кромки наносят сильные удары, а по мере приближения к верхней силу ударов уменьшают, но увеличивают их частоту. При таком способе правки нижняя кромка постепенно вытягивается больше, чем верхняя, и полоса выравнивается. Правку прекращают, когда верхняя и нижняя кромки становятся прямолинейными.
Правку изогнутого листа, имеющего поперечные волны — волнистость, выполняют на правильной плите, придерживая его одной рукой, а другой — наносят легкие удары молотком по выступающим частям листа вдоль поперечных волн. Сначала правят лист с одной стороны, а затем его переворачивают и правят с другой стороны.
При наличии выпуклости в середине заготовки ее кладут на плиту и выпуклости обводят мелом. Затем наносят частые удары молотком от края листа по направлению к выпуклости. По мере приближения к выпуклости удары молотком следует делать чаще и слабее. Если на заготовке имеется волнистость по краям, то удары молотком наносят по направлению от середины заготовки к ее краям.
После устранения выпуклостей и волнистости лист переворачивают и легкими ударами молотка окончательно восстанавливают его прямолинейность.
В процессе правки нужно следить за тем, чтобы на поверхности листа не оставались следы от ударов молотком. Эту работу удобно выполнять, перемещая заготовку вдоль рихтовальной бабки или по поверхности рельса, на котором производится правка.
При правке тонкого листового материала пользуются легкими деревянными, медными, латунными или свинцовыми молотками. Приемы правки такие же, как и стальными молотками.
Правку весьма тонкого листового материала осуществляют на чистой, ровной (без забоин и других неровностей) поверхности скольжением без особой нагрузки металлических или деревянных брусков-гладилок, имеющих ровную и гладкую поверхность. При правке лист периодически переворачивают.
Правка листового металла на вальцах
Для правки деталей из листового металла могут быть также использованы вальцы.
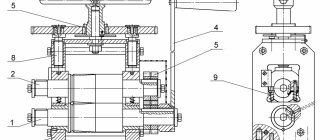
В ручных вальцах правят обычно заготовки из листа толщиной до 3 мм. Валки 1 и 3 расположены один над другим (рис. 4), и в зависимости от толщины заготовки 2 их можно удалять друг от друга или сближать между собой. Также может быть поднят или опущен расположенный сзади третий валок 4. Валки должны быть отрегулированы так, чтобы они не были сильно прижаты друг к другу.
Рис. 4. Схема работы ручных вальцов
Заготовку (лист или полосу) устанавливают между двумя передними валками и, вращая рукоятку по часовой стрелке, пропускают между валками.
Часто для полного устранения выпуклостей и вмятин заготовки приходится пропускать между валками несколько раз. Заготовки толщиной 3–6 мм правят на вальцах с электроприводом.
Перечень приспособлений, применяемых для правки, рихтовки и гибки
Ручная правка производится как типовыми инструментами и приспособлениями, так и выполненными исключительно для данной конкретной заготовки. Поэтому перечень такой оснастки разнообразен, ниже приводятся лишь некоторые виды.
Набор крючков
Если на кузове автомобиля обнаружилась вмятина, но лакокрасочное покрытие не повреждено, воспользуйтесь инструментом для правки, который получил название «крючки».
Он представляет из себя набор стержней с ручкой и загибом на конце. Загибы имеют разные радиусы, углы, форму. Каждый из множества видов крючков (конусные, ножевые, сложного доступа, арки, рессорные и другие) предназначен для устранения дефектов определенной формы конструкции кузова.
Набор крючков для правки. Фото PDR Center
Конструкция «крючков» позволяет сделать доступным обработку вмятины изнутри корпуса кузова, что является единственным способом устранить вмятину без нарушения покрытия. Работать с таким инструментом под силу лишь квалифицированным специалистам.
Полезное видео
Правильные чугунные и стальные плиты
Одним из самых важных приспособлений для ручной правки является правильная плита. На ней выполняется устранение дефектов листовых и полосовых заготовок, прогибов на прутках, трубах и других профилях.
Правильная плита из стали. Фото 4АКБ-ЮГ
Рабочее место для правки металла, оснащенное правильной плитой должно обладать устойчивостью к ударным нагрузкам. Поэтому плиты достаточно массивны и часто выполняются из тяжелых болванок серого чугуна с наибольшим линейным размером до 4,0 метра и даже более. К базовой поверхности плит предъявляются высокие требования к плоскостности, они окончательными операциями строгаются и шлифуются и устанавливаются по горизонтальному уровню.
Молотки, киянки
Через молотки и киянки передается силовое воздействие непосредственно на дефектные заготовки. Они имеют различные весовые и габаритные характеристики и обладают различными пластическими свойствами. Поэтому применяемые молотки конструктивно отличаются друг от друга.
Рихтовочная киянка Santool. Фото ВсеИнструменты.ру
Для удаления вогнутости у прутков или полосы с неокончательной обработанной поверхностью, боек молотка выполняется из углеродистой стали. Если поверхность уже имеет товарный вид, то правку выполняют с помощью молотков со вставками из твердых пород дерева, медных или алюминиевых сплавов или из прочного пластика. Ударная поверхность бойка должна быть плоской и ровной и не иметь острых углов.
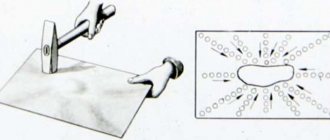
Правка закаленных деталей
Закаленные детали выправляют носиком молотка (рис. 5). Деталь при этом лучше располагать не на плоской плите, а на рихтовальной бабке, имеющей гладкую поверхность. Удары при правке наносят не по выпуклой, а по вогнутой стороне детали.
Рис. 5. Правка закаленных деталей
При правке закаленную полосу (линейку и пр.) кладут на рихтовальную бабку выпуклостью вниз, носиком молотка наносят не сильные, но частые удары по впадине, начиная с ее середины и постепенно переходя к краям; затем, перехватив левой рукой деталь за второй конец, производят правку другой ее части. В процессе правки периодически проверяют стрелу прогиба детали.
Удары молотком должны быть не сильными, чтобы не сломать деталь.