Silver and its properties. When is silver soldering necessary?
(function(w, d, n, s, t) { w[n] = w[n] || []; w[n].push(function() { Ya.Context.AdvManager.render({ blockId: "RA-805736-2", renderTo: "yandex_rtb_R-A-805736-2", async: true }); }); t = d.getElementsByTagName("script")[0]; s = d.createElement(" script"); s.type = "text/javascript"; s.src = "//an.yandex.ru/system/context.js"; s.async = true; t.parentNode.insertBefore(s, t) ; })(this, this.document, "yandexContextAsyncCallbacks");
Silver is a “white” precious metal that is actively used to create jewelry. Its sacred properties have been known since ancient times, but it was precisely its physical properties, such as softness, plasticity, and fusibility that made it popular in the jewelry industry.
When it is necessary to restore a broken piece of jewelry or correct a deformed area, silver soldering is used.
Soldering silver is used not only for repairing jewelry, but also for making new products or updating old ones. 925 standard is used as a basis.
Soldering a silver ring
Safety precautions for repair work
Since soldering is a process that involves the use of acids, a high-temperature soldering iron and a gas torch, it is necessary to follow basic safety rules:
- work is carried out only on a fire-resistant surface;
- When working with acid, you must use tight rubber gloves and safety glasses;
- the gas burner flame must be extinguished whenever work stops;
- A special stand is used for the soldering iron.
The action of the acid is neutralized by simple baking soda. You need to put it on a saucer next to you to remove the acid if it suddenly gets on your skin. Afterwards, the surface of the skin is washed with water.
Technique for soldering a silver chain with a soldering iron
In order to understand how to repair a silver chain using a soldering iron, you must complete the following steps at each stage:
- Surfaces are cleaned of dirt and degreased with acid, and then wiped with a flannel cloth. It is advisable to perform everything on a sterile surface. This means that the fireproof stand is also pre-wiped and degreased.
- Two surfaces for soldering are heated with a soldering iron. It is important that the temperature of the surfaces becomes higher than the reflow temperature of the solder, otherwise it will not be possible to solder the silver chain.
- Molten solder coated with a layer of flux is applied to the surfaces.
- The surface is additionally heated with a soldering iron until the flux melts. The soldering iron tip transfers the melt from one surface to another, forming a connection.
- After cooling, a small groove forms at the joints, which must be sanded to a smooth surface.
If the master solders 925 sterling silver, then the polishing is done with high-precision tools.
Soldering a silver chain with a soldering iron
Silver solders
Home > Solders > Silver solders
06/25/2012 // Vladimir Trunov
A little theory
I’ll start with a quote from Brepohl: “When making solder, the base should be the eutectic composition of the Ag-Cu alloy and the melting point should be lowered by adding zinc. The difference between the melting temperatures of the base metal and the solder must be at least 50 ° C.”
What is “eutectic alloy composition”? I have already mentioned in the article “Melting point of Ag-Cu-Zn alloys” the terms “liquidus” and “solidus”. I repeat: liquidus is the temperature of complete melting of the alloy when it is heated, and solidus is the temperature of complete solidification of the alloy when it is cooled. For pure metals, these temperatures coincide, and when the melting point is reached, the temperature of the metal remains constant until it completely transforms into a liquid state. In general, alloys have a temperature range in which they are no longer solid, but not yet liquid. The lower boundary of this interval is solidus, the upper boundary is liquidus (from the words “solid” and “liquid”). However, with a certain combination of components, the alloy behaves like a single metal: the solidus and liquidus points coincide. This combination is called eutectic.
From the above diagram (click to enlarge) it can be seen that all alloys with a silver content below 91% begin to melt at the same temperature - 779 ° C, and completely melt differently. And there is one point (72% silver) where the liquidus coincides with the solidus. This is the eutectic for Ag-Cu alloys. This point is the lowest melting point for all these alloys (“eutectic” - Greek for “easily melting”). For Ag-Cu-Zn ternary alloys, this point of interest to us turns into a line, which is highlighted in bold and red on the liquidus isotherm diagram that is already familiar to you. The most suitable alloys for solders are located along this line. Suitable in several senses:
- they contain the minimum amount of zinc required for a given melting point;
- they melt without an intermediate mushy state, which ensures the cleanliness and uniformity of the seam;
- they have a uniform fine-grained structure, which guarantees the strength and ductility of the connection.
That is why Brepol advises taking a eutectic alloy as a base, without, however, explaining anything. Like, if you don’t slurp cabbage soup with bast shoes, you’ll figure it out yourself.
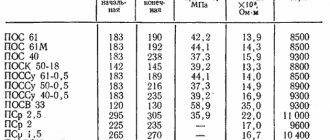
Selecting solders from tables
I mean solders, recipes for which are given in numerous tables. I wrote down those of them where there are no obvious typos, and as many as I had the patience for. And then I processed each one with the Ag-Cu-Zn program and got the table shown in the next picture (click to enlarge). Now is the time to reveal the secret of the parameter hidden under the Greek letter “epsilon”. Following Brepohl’s precept that a good solder composition is a eutectic composition, I decided to introduce into the program an algorithm for calculating a certain parameter that would characterize the “eutecticity” of the alloy. The parameter ε shows the relative deviation of the selected alloy composition from the eutectic one. Ideally, it is equal to one, and its most distant values are from 0.7 to 1.4. Values close to eutectic should be considered approximately from 0.95 to 1.05.
In addition to the melting point and the “eutecticity” parameter, the choice of solder is influenced by another important criterion - its sample. There is not such a strict requirement as for gold that the solder sample coincides with the alloy sample, however, there is a lower threshold beyond which conflicts with the assay inspection may arise. This threshold is 60% silver, i.e., the sample must be at least 600. In addition, its color and resistance to chemical influences depend on the sample of the solder. Based on this, I would like to choose solders of the highest standard possible.
And finally, the most important thing: what are we going to solder? In this case we are talking about silver jewelry alloys. We’ll talk about soldering copper, steel and other metals another time. Let us remember Brepol's second testament: the melting point of the solder must be at least 50 degrees lower than the melting point of the base alloy (here we mean solidus, i.e., the starting point of its melting). For all jewelry alloys below 910 fineness, the solidus is 779 degrees. For 925 sample - 808 degrees, for 916 - 789.
We look at the table: the first four disappear due to too high a temperature, the last four - due to a low sample. Let's start with the choice of brazing solder. For soldering 925 silver, we can afford solder with a melting point of 760 degrees. According to the table, we select compositions 5 and 10: the first - for sample, the second - for “eutecticity”. Then we select soft solder - we simply take the lowest melting point, this is composition 23. The average solder should have a temperature of about 730 degrees. From the table, the best option is probably number 15.
We create our own recipes
However, there is no need to select solders specifically from this or any other table. We have the Ag-Cu-Zn program! We enter the required sample and temperature on its right side and achieve such a combination of them that there is a solution. Then, on the left side of the program, we specify the parameters of the resulting alloy and adjust it to the required ones.
I liked the four solders shown in the last picture. Their temperatures differ by about 20 degrees, and they satisfy almost all needs when soldering silver.
solders, jewelry alloys
Alloys - temperature standards
Melting point of Ag-Cu-Zn alloys
Gold solders
Related Posts
Soldering process on a gas torch step by step
Action plan when working with a gas burner:
- Darkening and traces of oxidation are removed from the surface of silver.
- A layer of liquid flux is applied to the soldering area.
- A small piece of solder is applied to the soldering site. Its dimensions should be comparable to the dimensions of the faces being connected.
- A flame from a torch is supplied to the soldering site, but so that the solder is not blown away.
- Once the solder begins to melt, the torch flame is gradually increased until the solder becomes molten and forms a single edge joint.
- After cooling, the joint is cleaned and polished. It is necessary to smooth out all roughness and clean off the remaining flux.
How to do soldering?
The information that, starting from the early Middle Ages and the emergence of the first production workshops, people used soldering to join (alloy) two parts of the same precious metal, came to us with preserved jewelry, on which a rough seam is clearly visible.
Gold jewelry of the Middle Ages was massive and, therefore, some unevenness of the seam was not noticeable.
As before, there and now the connection of two metal surfaces is carried out using a third, which melts at a much lower temperature.
By heating all three surfaces (using a torch or laser), the low-melting surface melts and spreads over the parts to be joined.
Once solidified, the soldering forms a hard bonding layer of alloy, which is then ground to make it invisible.
The low-melting alloy surface that creates the bonding layer is called solder and is usually produced in the form of rods.
Each metal requires its own solder and even several.
When the edges of the surfaces to be soldered heat up, an oxidizing strand appears on them - an oxide that interferes with the strong adhesion of the welded layer to the base.
Moreover, it not only worsens the connection, but can lead to an instant break after cooling.
To prevent this, flux is used - a substance that, when heated, neutralizes the acidic film.
The flux is not only selected for each metal or alloy, but also depending on the further use of the item, the load on the solder joint, solder and a number of other parts, the flux must be different.
If solder for melting gold can be purchased or made independently (for example, from silver, copper, brass and 880-grade dental crowns), then you only need to buy flux.
The solders, which were used back in Kievan Rus, contained mercury or cadmium.
Nowadays it is extremely rare to find such solders and, probably, it would be redundant to say that they are very toxic and it is better not to use them.
According to the method of creating the connecting layer, laser soldering of the alloy and soldering, which uses a gas burner at home, stand out.
How the burner works:
- We prepare or purchase solder depending on the gold standard;
- Apply flux and wait until the flux spreads along the edge of the surface. Choose only the appropriate flux. Distribute the flux beyond the soldering area. This is done so that the prepared area is slightly larger than the soldering itself - it may have to be expanded during the soldering process;
- It will take feka. It is a bent tube with a hole at the end through which the burner supplies a thin stream of gas flame. Compressed air is supplied through the inner surface of the faucet;
- We join the two broken parts, heat them with a blowpipe, add solder until it stops shining, and leave it to cool, after which we clean it with a file.
Gas soldering helps restore gold; if soldering is done carefully, the seam will not be visible. Soldering, which uses a torch, can be done independently.
There are also professional methods for repairing gold that are used in jewelry workshops, for example, laser soldering.
It will allow you to repair a torn piece of jewelry completely unnoticed, regardless of the complexity and location of the break, gold standard and other conditions.
Laser soldering is performed using a laser beam directed by special equipment.
It is quite expensive and there is no need to purchase it for one-time soldering of gold.
Laser soldering has a number of advantages over gas soldering:
- Spot heating of the surface;
- No need to use flux;
- Inability to overheat the place where parts are soldered. Overheating is often a critical error when soldering gold. As a result, the adhesive seam will change color and it will not be possible to restore the original color using chemical methods. If this happens, then the entire product must be coated with an additional layer of gold using the electrochemical method;
- Soldering is possible for areas of several hundredths of a millimeter;
- There is no mechanical damage to surfaces, the laser acts accurately, precisely and without contact with the surface;
- The method allows you to prevent foreign particles from entering the soldering area.
Laser soldering is performed without changing tools; all necessary settings are adjusted on the control device.
It is imperative to use it when the decoration has a complex design, a complex break, or when it is not possible to do gas soldering yourself.
Solder quality: how to fix it efficiently
Soldering efficiency directly depends on the quality of the solder . In workshops where they repair jewelry, high-quality alloys based on silver with the addition of purified copper or tin are mandatory.
To give the solder a silver shine, up to 20% zinc powder is added to it, which, when melted, forms the corresponding color.
You can make solder yourself, but for this you will need a muffle furnace and the starting elements: tin, silver or copper. If soldering is done at home yourself, then it is better to buy a ready-made rod or wire. In this case, you can count on the quality of the future connection .
High-quality solder has the following characteristics:
- it has a uniform shade; if the solder is made in powder form, then it has a uniform structure;
- When melted, the solder does not bubble or “splash,” as this means the presence of contaminants in the alloy.
To test, you can preheat and melt a small piece of solder.
Soldering iron for silver
What is required for soldering?
To solder a silver chain at home, you definitely need solder. You can buy it ready-made or make it yourself. In the second case you will need:
- 45% silver;
- 25% copper;
- 30% zinc.
All these components must be melted in a muffle furnace, then poured onto a substrate and used to form a sheet of suitable thickness. For jewelry, this parameter should be 1-3 mm. A strip of the required size is cut from these sheets and used for silver soldering at home.
For repairs you will need the following tools and accessories:
- asbestos board or brick, which will act as a base for work (you can use other material, but it must be resistant to high temperatures);
- flux (mix borax with water, heat the liquid, then cool, crush the resulting crystals and use for their intended purpose);
- acid pickling solution;
- sulfur liver;
- small brush;
- tweezers (you can take tweezers or another similar tool);
- wire cutters;
- small gas burner for soldering silver;
- copper tongs;
- light fabric;
- sandpaper.
Section question - answer
Is it possible to solder silver with a regular soldering iron?
Expert opinion
Grishanov Mikhail Petrovich
Jeweler, director of the Grishanov and Co. workshop
Unfortunately, soldering silver with tin is not possible due to the different densities of the metals. Tin is able to connect the edges, but even with the slightest mechanical force the decoration will collapse again.
How to repair a silver chain with your own hands at home, is it real?
Expert opinion
Pribrezhny Gennady Valentinovich
Jeweler 6th category
You need to buy special tools and accessories, ensure your workplace and work safety, use the manual and carry out the repairs yourself.
When you need the help of a jeweler. Table: cost of services in your city
If you urgently need the help of a jeweler to repair silver jewelry, then it would be advisable to contact a workshop at the nearest address. A set price list is provided for each type of soldering.
Soldering prices vary depending on the type of work and region.
Krasnoyarsk:
| Type of soldering | Price |
| Soldering iron | from 800 rubles |
| Gas burner | from 1000 rubles |
Tyumen:
| Type of soldering | Price |
| Soldering iron | From 1000 rubles |
| Gas burner | From 1100 rubles |
SPB:
| Type of soldering | Price |
| Soldering iron | From 1000 rubles |
| Gas burner | From 1100 rubles |
Moscow:
| Type of soldering | Price |
| Soldering iron | From 600 rubles |
| Gas burner | From 900 rubles |
Novosibirsk:
| Type of soldering | Price |
| Soldering iron | From 700 rubles |
| Gas burner | From 900 rubles |
The price is also determined by the complexity of the decoration and the amount of work.
How the process itself works
Silver jewelry should be placed on a suitable surface that has low thermal conductivity and will not be destroyed by exposure to high temperatures, such as brick.
Then the place where the weld will be located needs to be coated with flux and a piece of solder placed there.
Now you can take the burner and smoothly move it towards the product. The treated area should warm up evenly. And as soon as the flux has completely melted, the heat must be increased and soldering continued until a truly reliable seam is formed.
If the solder and flux suddenly run out, you need to carefully add new portions of them to the same place.
Upon completion of soldering, the product must be cleaned of flux and solder residues. Sandpaper is suitable for solving this problem. Additionally, the surface of silver can be treated with a solution of citric acid for brightening or with an iodine solution for blackening.
Do not forget that soldering must be carried out in a ventilated area, and the person performing this operation must be protected by a mask or goggles