Серебро и его свойства. Когда необходима пайка серебра
(function(w, d, n, s, t) { w[n] = w[n] || []; w[n].push(function() { Ya.Context.AdvManager.render({ blockId: «R-A-805736-2», renderTo: «yandex_rtb_R-A-805736-2», async: true }); }); t = d.getElementsByTagName(«script»)[0]; s = d.createElement(«script»); s.type = «text/javascript»; s.src = «//an.yandex.ru/system/context.js»; s.async = true; t.parentNode.insertBefore(s, t); })(this, this.document, «yandexContextAsyncCallbacks»);
Серебро – это «белый» драгоценный металл, который активно используется для создания ювелирных украшений. Его сакральные свойства известны еще с древних времен, но именно физические свойства, такие как мягкость, пластичность, легкоплавкость сделали его популярным в ювелирной промышленности.
Когда необходимо восстановить поломанный элемент украшения или подправить деформированный участок применяется пайка серебра.
Пайка серебра применяется не только для ремонта украшений, а также для изготовления новых изделий или для обновления старых. За основу берется 925 проба.
Пайка серебряного кольца
Техника безопасности ремонтных работ
Так как пайка является процессом, который связан с использованием кислот, высокотемпературных паяльника и газовой горелки, то необходимо соблюдать базовые правила безопасности:
- работы производятся только на огнеупорной поверхности;
- при работе с кислотой необходимо использовать обтягивающие резиновые перчатки и защитные очки;
- пламя газовой горелки необходимо тушить всякий раз, когда прекращается работ;
- для паяльника используется специальная подставка.
Действие кислоты нейтрализует простая пищевая сода. Необходимо положить ее на блюдце рядом с собой, чтобы удалить кислоту, если она вдруг попала на кожу. После поверхность кожи промывается водой.
Техника пайки серебряной цепочки паяльником
Для того чтобы понять, как починить серебряную цепочку при помощи паяльника, необходимо выполнить следующие мероприятия каждого этапа:
- Поверхности очищаются от загрязнений и обезжириваются кислотой, а после протираются фланелевой ветошью. Желательно выполнять все на стерильной поверхности. Это значит, что огнеупорную подставку тоже предварительно протирают и обезжиривают.
- Две поверхности для пайки разогреваются паяльником. Важно, чтобы температура поверхностей стала выше температуры оплавления припоя, иначе запаять серебряную цепочку не получится.
- К поверхностям подается расплавленный припой, покрытый слоем флюса.
- Поверхность дополнительно прогревается паяльником до расплавления флюса. Пером паяльника расплав переносится с одной поверхности на другую, образуя соединение.
- После остывания на стыках образуется небольшая бороздка, которую необходимо отшлифовать до ровной поверхности.
Если мастер паяет серебро 925 пробы, то шлифовка производится высокоточными инструментами.
Пайка серебряной цепочки паяльником
Серебряные припои
Главная > Припои > Серебряные припои
25.06.2012 // Владимир Трунов
Немного теории
Начну с цитаты из Бреполя: «При изготовлении припоя базой его следует брать эвтектический состав сплава Ag-Cu и добавками цинка понижать температуру плавления. Разность температур плавления основного металла и припоя должна быть не менее 50 °С.»
Что такое «эвтектический состав сплава»? Я уже упоминал в статье «Температура плавления сплавов Ag-Cu-Zn» термины «ликвидус» и «солидус». Повторю: ликвидус — это температура полного расплавления сплава при его нагревании, а солидус — температура полного затвердевания сплава при его охлаждении. У чистых металлов эти температуры совпадают, и при достижении точки плавления температура металла остается постоянной, пока он полностью не перейдет в жидкое состояние. У сплавов в общем случае существует промежуток температур, в котором он уже не твердый, но еще не жидкий. Нижняя граница этого промежутка — солидус, верхняя — ликвидус (от слов «твердый» и «жидкий»). Однако, при определенном сочетании компонентов сплав ведет себя, как единый металл: точки солидуса и ликвидуса совпадают. Это сочетание и называется эвтектическим.
Из приведенной диаграммы (кликните, чтобы увеличить) видно, что все сплавы с содержанием серебра ниже 91% начинают плавиться при одной и той же температуре — 779 °С, а полностью расплавляются — по-разному. И есть одна точка (72% серебра), где ликвидус совпадает с солидусом. Это и есть эвтектика для сплавов Ag-Cu. В этой точке — самая низкая температура плавления для всех этих сплавов («эвтектика» — по-гречески «легко плавящийся»). Для тройных сплавов Ag-Cu-Zn эта интересная для нас точка превращается в линию, которая жирно и красно выделена на уже знакомой вам диаграмме изотерм ликвидуса. Вдоль этой линии как раз и располагаются наиболее подходящие для припоев сплавы. Подходящие — сразу в нескольких смыслах:
- они содержат минимальное количество цинка, необходимое для данной температуры плавления;
- они плавятся без промежуточного кашеобразного состояния, что обеспечивает чистоту и однородность шва;
- они имеют равномерную мелкозернистую структуру, которая гарантирует прочность и пластичность соединения.
Вот почему Бреполь и советует брать за базу эвтектический сплав, ничего, правда, при этом не объясняя. Мол, если не лаптем щи хлебаете, разберетесь сами.
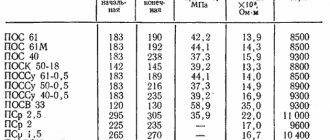
Выбираем припои из таблиц
Я имею в виду припои, рецепты которых приведены в многочисленных таблицах. Я выписал те из них, где нет явных опечаток, и столько, на сколько у меня хватило терпения. А затем обработал каждый программой Ag-Cu-Zn и получил таблицу, показанную на соседней картинке (кликните, чтобы увеличить). Тут как раз самое время раскрыть тайну параметра, срытого под греческой буквой «эпсилон». Следуя завету Бреполя, что хороший состав припоя — это эвтектический состав, я решил ввести в программу алгоритм вычисления некоего параметра, который характеризовал бы «эвтектичность» сплава. Параметр ε показывает относительное отклонение выбранного состава сплава от эвтектического. В идеальном случае он равен единице, а наиболее отдаленные его значения — от 0,7 до 1,4. Близкими к эвтектике значениями следует считать примерно от 0,95 до 1,05.
Кроме температуры плавления и параметра «эвтектичности» на выбор припоя влияет еще один немаловажный критерий — его проба. Здесь нет такого жесткого требования, как для золота, чтобы проба припоя совпадала с пробой сплава, однако, есть нижний порог, за которым могут возникнуть конфликты с инспекцией пробирного надзора. Этот порог — 60% серебра, т.е., проба должна быть не ниже 600. Кроме того, от пробы припоя зависит его цвет и стойкость к химическим воздействиям. Исходя из этого, хотелось бы выбрать припои как можно более высокой пробы.
И, наконец, самое важное: что мы собираемся паять? В данном случае речь идет о ювелирных сплавах серебра. О пайке меди, стали и прочих металлов поговорим в другой раз. Вспоминаем второй завет Бреполя: температура плавления припоя должна быть как минимум на 50 градусов ниже температуры плавления основного сплава (здесь имеется в виду солидус, т.е., начальная точка его плавления). Для всех ювелирных сплавов ниже 910 пробы солидус равен 779 градусам. Для 925 пробы — 808 градусов, для 916 — 789.
Смотрим в таблицу: первые четыре отпадают из-за слишком высокой температуры, последние четыре — из-за низкой пробы. Начнем с выбора твердого припоя. Для пайки 925 пробы серебра мы можем позволить себе припой с температурой плавления 760 градусов. По таблице выбираем составы 5 и 10: первый — за пробу, второй — за «эвтектичность». Затем выбираем мягкий припой — просто берем самый низкоплавкий, это состав 23. Средний припой должен иметь температуру около 730 градусов. Из таблицы лучший вариант, пожалуй, — номер 15.
Сочиняем свои рецепты
Однако, нет никакой необходимости выбирать припои именно из этой или какой-либо другой таблицы. У нас же есть программа Ag-Cu-Zn! Вводим в правой ее части требуемые пробу и температуру и добиваемся такого их сочетания, при котором есть решение. Затем в левой части программы уточняем параметры полученного сплава и подгоняем до требуемых.
Мне пришлись по вкусу четыре припоя, показанные на последней картинке. У них температуры отличаются примерно на 20 градусов, и они удовлетворяют практически все потребности при пайке серебра.
припои, ювелирные сплавы
Сплавы — эталоны температур
Температура плавления сплавов Ag-Cu-Zn
Золотые припои
Похожие записи
Процесс пайки на газовой горелке пошагово
План действий при работе с газовой горелкой:
- С поверхности серебра очищаются потемнения и следы окисления.
- На место пайки наносится слой жидкого флюса.
- К месту спаивания прикладывается небольшой фрагмент припоя. Его размеры должны быть сопоставимы с размерами соединяемых граней.
- К месту пайки подается пламя из горелки, но так чтобы припой не был сдут.
- Как только припой начнет оплавляться, пламя горелки постепенно усиливается до тех пор, пока припой не станет расплавом и не образует единое соединение граней.
- После остывания место соединения зачищается и шлифуется. Необходимо выровнять все шероховатости и зачистить остаток флюса.
Как осуществить пайку?
Информация о том, что начиная с раннего средневековья и появления первых производственных мастерских, человек использовал для соединения (сплава) двух частей одного и того же драгоценного металла пайку, пришла к нам с сохранившимися ювелирными украшениями, на которых четко заметен грубоватый шов.
Золотые украшения средневековья были массивными и, поэтому некоторая неравномерность шва не бросалась в глаза.
Как раньше, там и сейчас соединение двух металлических поверхностей осуществляют с помощью третьей, которая плавится при значительно меньшей температуре.
Нагревая все три поверхности (используется горелка или лазер) добиваются расплавления легкоплавкой поверхности и растекания ее по деталям, которые нужно соединить.
Застынув, пайка образует твердый соединяющий слой сплава, который потом шлифуют, чтобы сделать незаметным.
Легкоплавкую поверхность сплава, которая создает соединительный слой, называют припоем и обычно производят в форме стержней.
Для каждого металла нужен свой припой и даже несколько.
Когда края спаиваемых поверхностей разогреваются, на них проступает окислительная плетка – окисл, которая мешает крепкому сцеплению наплавляемого слоя с основой.
Причем не просто ухудшает соединение, а может привести к моментальному излому после остывания.
Чтобы предотвратить это, используют флюс – вещество, которое при нагреве нейтрализует кислую пленку.
Флюс не только подбирается для каждого металла или сплава, но и в зависимости от дальнейшего использования предмета, нагрузок на спаечный шов, припоя и ряда других деталей, флюс должен быть свой.
Если припой для плавки золота можно приобретать или изготовить самостоятельно (например, из серебра, меди, латуни и зубных коронок 880 пробы), то флюс нужно только покупать.
В припоях, которым пользовались еще в Киевской Руси, содержалась ртуть или кадмий.
Сейчас крайне редко можно встретить такие припои и, наверное, лишним будет говорить о том, что они очень токсичны и ими лучше не пользоваться.
По способу создания соединительного слоя выделятся лазерная пайка сплава и пайка, в которой используется газовая горелка в домашних условиях.
Как работает горелка:
- Готовим или приобретаем припой в зависимости от пробы золота;
- Наносим флюс и ждем, пока флюс растечется по краю поверхности. Выбирайте только подходящий флюс. Флюс распределите за границы области пайки. Это делается для того, чтобы подготовленная область была чуть больше, чем сама пайка – возможно в процессе спаивания придется ее расширить;
- Потребуется февка. Она представляет собой согнутую трубку с отверстием на конце, через которое горелка подает тонкую струю газового пламени. Через внутреннюю поверхность февки подается сжатый воздух;
- Состыкуем две разломанные части, разогреем их паяльной трубой, внесем припой, пока он не перестанет блестеть, и оставим стынуть, после чего зачистим надфилем.
Газовая пайка помогает восстановить золото, если пайка проведена аккуратно, то шва видно не будет. Пайку, в которой используется горелка, реально осуществить самостоятельно.
Есть и профессиональные способы ремонта золота, которые применяются в ювелирных мастерских, например, лазерная пайка.
Она позволит отремонтировать порвавшееся украшение совершенно незаметно, вне зависимости от сложности и места разлома, пробы золота и других условий.
Лазерная пайка производится с помощью лазерного луча, направляемого специальным оборудованием.
Оно достаточно дорогостоящее и приобретать его для разовой пайки золота нет надобности.
Лазерная пайка имеет ряд преимуществ перед газовой:
- Точечный нагрев поверхности;
- Отсутствие необходимости использовать флюс;
- Невозможность перегреть место спаивания частей. Перегрев зачастую является критической ошибкой при пайке золота. В его результате спаечный шов изменит цвет и добиться восстановления исходного цвета химическими методами не получится. Если такое случилось, то все изделие необходимо покрыть дополнительным слоем золота электрохимическим методом;
- Пайка возможна для площадей в несколько сотых долей миллиметра;
- Отсутствует механическое повреждение поверхностей, лазер действует аккуратно, точечно и без контакта с поверхностью;
- Метод позволяет не допускать попадания сторонних частиц в область пайки.
Лазерная пайка производится без смены инструментария, все необходимые настройки регулируются на управляющем аппарате.
Использовать ее обязательно при сложном рисунке украшения, сложном разломе или при отсутствии возможности самостоятельно сделать газовую пайку.
Качество припоя: как починить качественно
Эффективность пайки напрямую зависит от качества припоя. В мастерских, где занимаются починкой ювелирных изделий, в обязательном порядке используются высококачественные сплавы на основе серебра с добавлением очищенной меди или олова.
Для придания припою серебряного блеска в него добавляют до 20% цинковой пудры, которая при расплаве образует соответствующий цвет.
Припой можно изготовить самостоятельно, но для этого понадобится муфельная печь и исходные элементы: олово, серебро или медь. Если пайка производиться дома самостоятельно, то лучше купить готовый пруток или проволоку. В этом случае можно рассчитывать на качество будущего соединения.
Качественный припой отличают следующие характеристики:
- он имеет однотонный оттенок, если припой изготовлен в виде порошка, — то однородную структуру;
- при расплаве припой не пузырится, не «брызгает», поскольку это означает наличие в сплаве загрязнений.
Для проверки можно предварительно нагреть и расплавить небольшой кусочек припоя.
Паяльник для серебра
Что потребуется для пайки?
Чтобы спаять серебряную цепочку в домашних условиях, обязательно нужен припой. Его можно купить в уже готовом виде или сделать самостоятельно. Во втором случае потребуется:
- 45% серебра;
- 25% меди;
- 30% цинка.
Все эти компоненты нужно расплавить в муфельной печи, затем перелить на подложку и использовать для формирования листа подходящей толщины. Для ювелирных изделий этот параметр должен равняться 1-3 мм. От этих листов отрезается полоска нужного размера и используется для пайки серебром в домашних условиях.
Для ремонта потребуются следующие инструменты и приспособления:
- асбестовая плита или кирпич, которые будут выступать в роли основания для работы (можно использовать и другой материал, но он должен быть устойчивым к высоким температурам);
- флюс (смешать буру с водой, жидкость прогреть, затем остудить, образовавшиеся кристаллы измельчить и использовать по назначению);
- травильный раствор кислоты;
- серная печень;
- кисть небольших размеров;
- пинцет (можно взять щипчики или другой подобный инструмент);
- кусачки;
- небольшая газовая горелка для пайки серебра;
- медные щипцы;
- светлая ткань;
- наждачная бумага.
Рубрика вопрос — ответ
Можно ли припаять серебро обычным паяльником оловом?
Мнение эксперта
Гришанов Михаил Петрович
Ювелир, директор мастерской «Гришанов и Ко»
К сожалению, пайка серебра оловом не осуществляется из-за разной плотности металлов. Олово способно соединить кромки, но даже при малейшем механическом усилии украшение снова разрушится.
Как отремонтировать серебряную цепочку своими руками дома, это реально?
Мнение эксперта
Прибрежный Геннадий Валентинович
Ювелир 6-го разряда
Необходимо купить специальные инструменты и принадлежности, обеспечить себе рабочее место и безопасность проведения работ, воспользоваться руководством и выполнить ремонт самостоятельно.
Когда необходима помощь ювелира. Таблица: стоимость услуг в вашем городе
Если для починки ювелирного украшения из серебра срочно нужна помощь ювелира, то целесообразным будет обращение в мастерскую по ближайшему адресу. На каждый вид пайки предоставляется установленный прейскурант.
Цены на пайку варьируются от вида работ, региона.
Красноярск:
| Вид пайки | Стоимость |
| Паяльником | от 800 рублей |
| Газовой горелкой | от 1000 рублей |
Тюмень:
| Вид пайки | Стоимость |
| Паяльником | От 1000 рублей |
| Газовой горелкой | От 1100 рублей |
СПБ:
| Вид пайки | Стоимость |
| Паяльником | От 1000 рублей |
| Газовой горелкой | От 1100 рублей |
Москва:
| Вид пайки | Стоимость |
| Паяльником | От 600 рублей |
| Газовой горелкой | От 900 рублей |
Новосибирск:
| Вид пайки | Стоимость |
| Паяльником | От 700 рублей |
| Газовой горелкой | От 900 рублей |
Цена также определяется сложность украшения и объемом работ.
Как происходит сам процесс
Ювелирное изделие из серебра следует поместить на подходящую поверхность, которая обладает низкой теплопроводностью, не разрушится от воздействия высоких температур, например, на кирпич.
Затем место, где будет находиться сварной шов, нужно обмазать флюсом и поместить туда кусочек припоя.
Теперь можно взять горелку и плавно подвести к изделию. Обрабатываемая зона должна равномерно прогреться. А как только флюс полностью расплавится, огонь надо увеличить и продолжать пайку до того момента, пока не возникнет действительно надёжный шов.
Если же припой и флюс внезапно закончатся, необходимо аккуратно добавить их новые порции на то же место.
По завершению пайки изделие необходимо очистить от флюса и остатков припоя. Для решения данной задачи подойдёт наждачная бумага. Дополнительно поверхность серебра можно подвергнуть обработке раствором лимонной кислоты в целях осветления или раствором йода для зачернения.
Не стоит забывать, что пайка должна производиться в проветриваемом помещении, а человек, осуществляющий эту операцию, обязательно должен быть защищён маской или очками