What is a chill mold
A chill mold is a reusable metal mold for producing castings in foundries with increased accuracy and surface cleanliness.
The metal surface of the chill mold is made by mechanical cutting with great precision and high surface frequency, so the castings obtained by casting into the chill mold are obtained with high dimensional accuracy and cleanliness of the casting surface.
The die material promotes faster solidification and cooling of the casting in the die, which contributes to the production of castings with better mechanical properties.
Casting into special molds: production stages
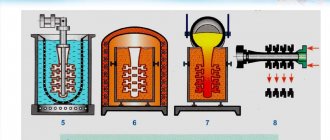
Metal die casting is considered one of the high-quality casting methods. The essence of this casting method is as follows: a collapsible mold is produced (usually made of metal), into which casting is carried out. After the material has hardened and cooled, the mold is opened and the resulting product is removed from it. The die can then be used again to cast the same part.
Unlike other methods of casting into metal molds (centrifugal casting, direct injection casting, etc.), during chill casting, the molds are filled with a liquid alloy and harden without any external influence on the liquid steel, but solely under the influence gravity.
The main production stages of the presented method can be distinguished: the chill mold is cleaned of obsolete lining; warms up to two hundred to three hundred degrees; the working cavity is covered with the latest facing layer; the rod components are installed; parts of the mold are closed; metal is poured; the casting that is obtained is cooled and removed.
Application area
The use of chill casting is currently quite widespread, since it does not require the use of a mixture preparation department for preparing the molding sand; the use of a flask industry and model kits is not required; it is used in all areas of mechanical engineering: automobile manufacturing, aircraft manufacturing, rocket engineering, for the manufacture of spacecraft castings, etc., wherever the use of cast blanks with dimensional accuracy and high surface quality is required.
Receiving castings
The entire process, when the alloy crystallizes during die casting, is accelerated. The result is castings with a fairly dense and fine grain structure, as well as with excellent sealing properties and improved physical and mechanical properties. Although cast iron carbides appearing on the coating require further annealing. During repeated use, the mold becomes warped, and the size of the castings in directions that are perpendicular to the split plane increases.
Cast iron and steel castings, products made of aluminum and magnesium, as well as other alloys are produced in chill molds. The use of die casting is especially effective in the production of aluminum and magnesium castings. Such alloys do not have a very high temperature at which they melt, so one chill mold can be used up to 10 thousand times (with the installation of metal rods). It can be noted that during chill casting, the range of speeds at which alloys are cooled and various structures are formed increases.
Materials for making molds
During operation, the working surface of the chill mold is exposed to high temperatures in contact with molten metal. When pouring metal, the forming surface quickly heats up, and after removing the casting from the mold, it quickly cools. Therefore, the material from which the mold is made must have good thermal conductivity, be resistant to the formation of hot cracks and have good resistance to warping. Gray cast iron best meets these requirements; sometimes steel is used. Cast iron molds are manufactured with minimal allowances for machining.
For the manufacture of chill molds, cast irons with a pearlite-ferritic structure without traces of structurally free cementite are used. The amount of ferrite in the structure should not exceed 5-10%. Approximate composition of such cast iron in%; C 3.4-3.6; Si 0.9-1.0; Mn 0.9-1.0;P 0.15; S 0.06-0.08.
Critical parts are made of steels 30KhGSA, 35KhGS, EI69, EI107; metal rods made of U7, U10, 30KhGSA steels.
Elements of mold design
The design of the main elements of chill molds - half-molds, plates, metal rods, inserts - depends on the configuration of the casting and on the features of installing the chill mold on the chill mold machine.
The main elements of the design of chill molds include: formative elements - halves of chill molds, bottom plates (pallets), inserts, rods; structural elements - pushers, pusher plates, heating and cooling systems of the mold and its individual parts, ventilation system, centering pins and bushings.
The body of the chill mold or its halves is made box-shaped with stiffening ribs. The stiffening ribs on the rear (non-working) side of the mold are made low, 0.7 - 0.8 thick of the die wall, matching them with fillets to the body. The thickness of the die wall depends on the composition of the alloy being poured and its temperature, the size and thickness of the casting wall, the material from which the die is made, and its design. The thickness of the die wall must be sufficient to ensure the specified cooling mode of the casting, the required rigidity of the die and its minimum warping when heated by the heat removed from the poured melt, as well as resistance to cracking.
The dimensions and design of the chill mold parts must allow it to be placed and secured on the plates of the chill mold machine.
The rods in the molds can be sand or metal. Sand cores for chill castings must have reduced gas content and increased surface strength. The first requirement is due to the difficulties of removing gases from the die, the second is due to the interaction of the symbolic parts of the rods with the die, as a result of which individual grains of sand can get into the cavity of the die and form blockages in the casting. Core mixtures and technological processes for producing sand cores can be different - solid and shell cores from cold-hardening mixtures, etc. In any case, the use of sand cores in chill molds necessitates the organization of an additional technological line for the production of cores in the chill mold shop. However, in the long run, the use of molds in combination with sand cores is economically justified in most cases.
The use of metal rods depends on the design of the casting and the technological properties of the alloy. Their use makes it possible to increase the rate of solidification of the casting, reduce the duration of its production cycle, and in some cases increase the mechanical properties and density (tightness) of the casting. However, when using metal rods, the stresses in the castings increase, and the risk of cracks in them increases due to the difficulty of shrinkage.
To reliably remove the rods from the casting, they must have slopes of 1 - 5°, good guides to avoid distortions, and also be securely fixed in the mold.
In many cases, metal rods are made to be water-cooled from the inside. Water cooling of the core is usually turned on after the formation of a strong crust in the casting. When cooled, the dimensions of the rod are reduced and a gap is formed between it and the casting, due to which the effort when removing the rod from the casting is reduced.
The ventilation system must ensure directed displacement of air from the chill mold by the melt. To allow air to escape, open vents, gaps along the parting plane and between the moving parts of the mold, and special ventilation ducts are used. Gas outlet channels are made along the connector plane, directed upward if possible. Air pockets may form in local recesses of the mold when they are filled with melt. In these places, ventilation plugs are installed in the wall of the chill mold. When choosing a location for installing ventilation plugs, it is necessary to take into account the sequence of filling the mold with the melt.
Centering elements - control pins and bushings - are designed for precise fixation of the mold halves during its assembly. Usually their number does not exceed two and they are located in diagonally opposite corners of the mold.
Closing and locking of the chill molds installed on the machines is carried out by a pneumatic or hydraulic drive of the movable plate of the machine. Chill heating and cooling systems are designed to maintain a given process temperature. Electric and gas heating are used. The first is used for general heating of the chill mold, the second is more convenient for general and local heating.
Chill manufacturing process
Exif_JPEG_420
The production of molds is divided into several stages. In order to obtain cast blanks of chill mold bodies, wooden models are made, on which allowances are provided for machining. Next, the cast blanks are molded into sand molds and filled with liquid metal. Chill blanks of complex configurations are made by casting into rods, and mold blanks are also produced by injection molding and centrifugal casting, which ensures the production of molds of high dimensional accuracy. Next, heat treatment is performed to relieve casting stresses, then mechanical processing of the cast mold blanks is carried out in accordance with the design documentation, they are assembled in accordance with the assembly drawing of the mold and checked by markings to ensure that the geometry of the forming surfaces corresponds to the drawings.
Types of molding
They are determined by the type of model and the chosen casting method.
According to a simple model
The model is placed face up on the board. Center it relative to the flask. Cover with a facing mixture, then add filler in layers, carefully compacting each layer. Add soil to the flask until it is filled. Having removed the upper flask, take out the model and create a gating system. The flasks are collected together, secured and dried.
According to split model
The method significantly simplifies the technology and increases the accuracy of manufacturing the casting mold. A part of the model without spikes is placed on the board, the lower flask is installed and the ground is shaped. Upon completion, the structure is turned over, the second part is attached to the model, the upper flask is attached and it is stuffed.
With false cover
For particularly complex product geometry, I use false pins. It does not come into contact with the melt, but plays the role of a figured fake board.
Forming methods
Lumpy
It is used for artistic casting, especially sculptural compositions. The model is furnished with several independent flasks, their edges touching. Sometimes a casting is divided into segments that are relatively simple in configuration, they are modeled and cast independently, and then the finished castings are connected.
Template
It is produced by casting products of a certain shape into the ground. Distinguish
- Bodies of rotation (cylindrical, conical and elliptical)
- Rectangular or prismatic.
The formation of the earth is carried out by a template of the appropriate configuration, driven by a powerful spindle for bodies of rotation or moving along special guides for prismatic shapes.
Chill casting process
The chill casting process consists of several stages:
- Melting and finishing to the desired chemical composition and pouring temperature of the required alloy.
- After heating the die by pouring metal, 5-10 pours are required to achieve the required temperature of the forming surfaces of the die; after removing the castings from the die, they are discarded.
- Filling the chill mold with metal to obtain suitable castings.
- Holding the poured metal in a mold to harden the alloy.
- Opening the die and removing the casting from the die.
- Inspection of the received casting; suitable castings are stored in containers for suitable casting; castings with defects are discarded.
- Closing the mold and then filling it with liquid metal again
Basic operations of the technological process
The general diagram of technological operations performed during chill casting is shown in Fig. 4. The need to perform some of them depends on specific conditions - design features of the casting, casting properties of materials, features of the production process and other factors. For example, operations associated with the production of sand cores and heat treatment of castings may be completely absent. The need to carry out other operations may arise only after several casting cycles (in particular, applying a protective coating).
Rice. 4 — Sequence of technological operations of the process
Before pouring the melt, the chill mold is prepared for work: the surface of the working cavity and the connector are thoroughly cleaned of traces of dirt, rust, soot, and oil; check the ease of movement of moving parts, the accuracy of their centering and the reliability of fastening. Then a layer of fire-resistant cladding coating and chill paint is applied to the surface of the working cavity and metal rods. The composition of linings and paints depends mainly on the alloy being poured, and the thickness of their application depends on the required cooling rate of the casting: the thicker the layer of refractory coating, the slower the casting cools. At the same time, a layer of refractory coating protects the working surface of the mold from a sharp increase in its temperature during pouring, melting and setting with the casting metal. Thus, facings and paints perform two functions: they protect the surface from sudden heating and setting with the casting and allow you to regulate the cooling rate of the casting, and therefore the processes of its solidification, which affect the properties of the casting metal. Before applying the refractory coating, the mold is heated with gas burners or electric heaters to a temperature of about 150°C-180°C. Paints are applied to the molding parts, usually in the form of an aqueous suspension using a spray gun; paint is applied to the runner and gating system with a brush. Drops of the aqueous suspension, falling on the surface of the heated chill mold, evaporate, and the refractory component covers the surface in an even layer.
After applying the refractory coating, the mold is heated to operating temperature, depending mainly on the composition of the alloy being poured, the wall thickness of the casting, its dimensions and the required properties. Typically, the heating temperature before pouring for aluminum alloys is 250-300°C. Then sand or ceramic rods are installed, if necessary to obtain the casting; The chill mold halves are connected and secured with special clamps, and when installed on a chill mold using its locking mechanism, after which the melt is poured. Often during the process of solidification and cooling of the casting, after the casting has acquired sufficient strength, the metal rods are “undermined”, i.e. partially removed from the casting before it is removed from the die. This is done in order to reduce the compression of the metal rod by the shrinking casting and ensure its removal from the casting. After the casting has cooled to a given temperature, the mold is opened, the metal rod is finally removed and the casting is removed. The sand core is knocked out of the casting, the sprues and profits are cut, and preliminary quality control of the casting is carried out. Before the next pouring, inspect the working surface of the die and the parting plane. Typically, fireproof paint is applied to the working surface 1 - 2 times per shift, occasionally restoring it in places where it peels off from the working surface of the chill mold. After this, if necessary, which is more often the case when casting thin-walled castings or alloys with low fluidity, the chill mold is heated to operating temperature, since it cools during the removal of the casting and painting of the working surface. If the casting is quite massive, then, on the contrary, the mold can be heated by its heat to a temperature higher than the required working temperature, and it is cooled before the next casting.
The chill casting process is a low-operation process. Manipulative operations are quite simple and short-term, and the longest operation in terms of duration is cooling the casting in the mold to a given temperature. Almost all operations can be performed by machine mechanisms or automatic installations, which is a significant advantage of the method, and, of course, the most important advantage is that the labor-intensive and material-intensive process of making the mold is eliminated: the mold is used repeatedly.
Composition of chill coatings
To increase the durability of chill molds, fire-resistant linings and paints are used. The forming surfaces of the mold are coated two to three times per shift or, if necessary, can be coated more often, with a fire-resistant lining with a layer of 0.1 - 1 mm or more, and are coated with paint before each metal pouring. See the table below for coating compositions.
Paints for determining chill temperature
Composition of fire-resistant linings
| № facings | Components | Quantity, % | Application area |
| When casting aluminum alloys | |||
| 1 | Zinc oxide | 5 | For small and medium castings |
| Liquid glass | 2 | ||
| water | 93 | ||
| 2 | Ground chalk | 10 | Same |
| Talc, calcined at 1000°C | 10 | ||
| water | 80 | ||
| 3 | Zinc oxide | 5 | For large castings |
| Colloidal graphite (silver) | 1,5 | ||
| Liquid glass | 1,5 | ||
| water | 92 | ||
| 4 | Ground chalk | 15 | Same |
| Silver graphite | 8 | ||
| Liquid glass | 4 | ||
| water | 73 | ||
| 5 | asbestos powder | 7 | For profits, sprues, channels and large surfaces |
| Calcined talc | 3 | ||
| Zinc oxide | 2 | ||
| Liquid glass | 1,5 | ||
| water | 86,5 | ||
| When casting magnesium alloys | |||
| 1 | Exhausted chalk | 6 | For small castings |
| Boric acid | 3 | ||
| water | 91 | ||
| 2 | Exhausted chalk | 3 | For large castings |
| Boric acid | 6 | ||
| Magnesium oxide | 7 | ||
| water | 84 | ||
| 3 | Calcined talc | 10 | For different castings |
| Boric acid | 3,5 | ||
| Liquid glass | 3 | ||
| water | 83,5 | ||
| 4 | Calcined talc | 10 | For large and complex castings |
| Boric acid | 6 | ||
| water | 84 | ||
| 5 | graphite | 7 | Same |
| chalk | 25,53 | ||
| Boric acid | 3,54 | ||
| water | 63,93 | ||
| When casting copper alloys | |||
| 1 | Boiled butter | 96 | For different castings |
| Powdered graphite | 4 | ||
| 2 | Boiled butter | 50 | Same |
| Green soap | 50 | ||
| graphite | A small amount of | ||
| 3 | Lubricating oil | 50 | Same |
| paraffin | 50 | ||
| When casting cast iron parts, before each casting, the mold must be covered with facing layers and a layer of acetylene soot | |||
| 1 | marshals | 100 g | For different castings |
| Liquid glass | 50 g | ||
| Water | 1 l | ||
| 2 | Caustic magnesite | 50 g | Same |
| Liquid glass | 30-50 g | ||
| water | 1 l | ||
| 3 | Chrome Ore | 100 g | For different castings |
| Liquid glass | 50 g | ||
| Potassium permanganate | 0.3 g | ||
| water | 1 l | ||
| 4 | marshals | 100 g | For large and complex castings |
| Women's Borax | 100 g | ||
| Liquid glass | 20 g | ||
| water | 1 l | ||
| 5 | soot | 20 g | Same |
| Fire-clay | 50 g | ||
| graphite | 10 g | ||
| Liquid glass | 10 g | ||
| water | 1 l | ||
| 6 | marshals | 25 | For gating system |
| Ground fireclay | 35 | ||
| Fire-clay | 25 | ||
| Liquid glass | 15 | ||
| water | Until the paste becomes thick | ||
| 7 | Quartz flour | 100-150 g | For small and medium castings |
| Liquid glass | 30-50 g | ||
| water | 1 l | ||
| 8 | Fire-clay | 100-150 g | Same |
| Liquid glass | 30-50 g | ||
| Potassium permanganate | 0.5 g | ||
| water | 1 l | ||
| 9 | Fireclay hammers | 45-35 | For large castings |
| Liquid glass | 6 | ||
| Potassium permanganate | 0,5 | ||
| water | 30-40 | ||
| 10 | Ferrosilicon hammers | 35-40 | Modified paste to reduce bleach |
| graphite | 30-35 | ||
| Fire-clay | 4-5 | ||
| water | Up to shock weight 1.75-1.8 | ||
| 11 | Quartz flour | 65 | For sealing small cracks in the die |
| Fire-clay | 35 | ||
| Liquid glass | Until the thickness of the putty | ||
| 12 | Iron minium | 10 g | For castings with bleached surface |
| Machine oil | 6 g | ||
| kerosene | 2 g | ||
| petrol | 0.5 g | ||
| 13 | Iron minium | 7 g | Same |
| Ground graphite | 3 g | ||
| Machine oil | 2 g | ||
| petrol | 0.5 g | ||
| When casting steel parts | |||
| 1 | Ground quartz | 63 | — |
| Fire-clay | 5,5 | ||
| Liquid soap | 1,5 | ||
| Water 1 | 30 | ||
| 2 | marshals | 5 | — |
| Construction cement | 1,5 | ||
| Sulfite liquor in volumetric parts | 1,5 | ||
| water | 4 | ||
| 3 | alcohol varnish | 50 | — |
| kerosene | 25-30 | ||
| Dehydrated fuel oil | 25-30 | ||
| 4 | Machine oil M or T | 45- 50 | — |
| Iron minium (55-64%) | 37-34 | ||
| Marshalit | 10-15 | ||
| kerosene | 8-10 | ||
Composition of paints for coating molds
| № paints | Components | Quantity, % | Application area |
| When casting aluminum alloys | |||
| 1 | Ground chalk | 15-17 | For covering work surfaces |
| Liquid glass | 0,6 | ||
| water | rest | ||
| 2 | Zinc oxide | 4-6 | The same when an increased frequency of the casting surface is required |
| Liquid glass | 1,5-2 | ||
| water | rest | ||
| 3 | Ground chalk | 8-15 | For coating the working surfaces of molds and metal rods when there are deep cavities and small slopes |
| Colloidal graphite | 5-80 | ||
| Liquid glass | 3-4 | ||
| water | rest | ||
| 4 | Zinc oxide | 4-5 | The same when increased cleanliness of the casting surface is required |
| Colloidal graphite | 0,8-1,5 | ||
| Liquid glass | 1,2-1,5 | ||
| water | rest | ||
| 5 | Zinc oxide | 2-3 | For local insulation |
| Burnt asbestos | 6-7 | ||
| Calcined talc | 1-1,5 | ||
| Liquid glass | 3-4 | ||
| water | rest | ||
| 6 | Ground chalk | 8-10 | To cover the surface of the gating system |
| Burnt asbestos | 3-5 | ||
| Liquid glass | 3-5 | ||
| water | rest | ||
| 7 | Ground chalk | 8-10 | To insulate the gating system |
| Burnt asbestos | 27-29 | ||
| Liquid glass | 5-7 | ||
| water | rest | ||
| 8 | Colloidal graphite | 5-10 | For covering rubbing surfaces |
| water | rest | ||
| When casting magnesium alloys | |||
| 1 | asbestos | 13 | For insulation, when covering profits and other elements of the gating system, applied with a brush |
| Boric acid | 3,5 | ||
| Liquid glass | 1,5 | ||
| water | rest | ||
| 2 | Burnt asbestos | 8 | For insulation; when covering the working surfaces of small chill molds during thin-walled casting |
| Zinc oxide | 5 | ||
| Boric acid | 2,5 | ||
| Liquid glass | 2,5 | ||
| water | rest | ||
| 3 | asbestos | 2 | For insulation; when covering the working surfaces of large chill molds during thin-walled casting |
| Finely ground chalk | 5 | ||
| Boric acid | 5 | ||
| Liquid glass | 2,5 | ||
| water | rest | ||
| 4 | Boric acid | 5,5 | For insulation; when covering the working surfaces of thin-walled casting molds |
| Colloidal graphite | 1,8 | ||
| Liquid glass | 2,7 | ||
| water | rest | ||
| 5 | White talc | 8,5 | For insulation; when covering the working surfaces of small die castings of thick-walled castings |
| Boric acid | 2,5 | ||
| Liquid glass | 1,5 | ||
| water | rest | ||
| 6 | Finely ground chalk | 8,5 | For insulation; when covering the working surfaces of large die castings of thick-walled castings |
| Boric acid | 2,5 | ||
| Liquid glass | 2,5 | ||
| water | rest | ||
| 7 | Colloidal graphite | 5-10 | For anti-friction, when covering rubbing surfaces |
| water | rest | ||
| For iron casting | |||
| 1 | Acetylene flame soot | 100 | Apply over cladding |
| 2 | Lampblack | 50 g | Used instead of acetylene soot |
| Liquid glass | 100 g | ||
| Fire-clay | 50 g | ||
| Potassium permanganate | 0.5 g | ||
| water | 1000 e | ||
| 3 | Ground coke | 20 | — |
| Coal pancreas | 20 | ||
| Black graphite | 50 | ||
| Fire-clay | 5 | ||
| Liquid glass | 5 | ||
| water | Up to specific weight 1.25-1.35 | ||
| 4 | Naphthalene gas soot | 100 | — |
| 5 | Vegetable oil | 50 | For thin-walled castings |
| Coal dust | 50 | ||
| 6 | Gas soot | 75 | For small and medium castings |
| Vegetable oil | 25 | ||
| 7 | Fastener 4 GU | 100 | For small and medium castings |
Original salad “Cows in oranges”
Another salad with decoration. It turns out delicate, but with a bright orange accent.
KBJU per 100 g: 122.4/13/6.4/2.5
What you need:
- 300 g boiled chicken fillet
- 100 g cheese
- 1 processed cheese
- 4 boiled eggs
- 1 orange
- pp-mayonnaise
For decoration:
- 2 boiled eggs
- slightly boiled carrots
- greenery
Let's prepare it step by step:
- This is a layered salad, grease each layer with pp mayonnaise.
- Place the first layer of finely chopped chicken.
- Then - orange slices; no need to grease them.
- Place grated egg whites on top of the orange.
- The next layer is cheese and processed cheese.
- Lastly, add the finely grated egg yolks.
- Decorate the salad with finely chopped herbs, make cows from egg whites as in the photo.
- Salad ready!
Pros and cons of the die casting process
I'll repeat it again. When producing castings by chill casting, the result is castings of higher accuracy compared to sand casting, a smoother surface, and accordingly it is possible to reduce allowances for machining, and in some cases it is possible to produce castings without allowance for machining and with threads. Also, with chill casting, there is no need to produce molding sands, there is no need to use flasks, the yield of suitable casting increases, productivity increases in the same areas, which reduces production costs and improves working conditions.
The disadvantage of die casting is the high cost of manufacturing tooling. There is insufficient knowledge for the design and operation of chill molds; there is no calculation of the gating system and modes for filling chill molds with metal that meets the requirements for obtaining a suitable casting; therefore, mastering chill casting processes requires a long time. Mastering chill casting is accompanied by an increased percentage of defective castings. Sometimes it is necessary to make new chill molds several times until castings of the required quality and low percentage of defects are obtained.
The feasibility of using chill molds depends on the design and durability of the chill molds; they must be easy to manufacture, have high durability, ease of use and safety in operation.
The approximate durability of the molds is indicated in the table.
Features of formation and quality of castings.
Chill is a metal mold that, compared to sand, has significantly greater thermal conductivity, heat capacity, and strength, but practically zero gas permeability and gas content. These properties of the die material determine the features of its interaction with the casting metal discussed below:
- High efficiency of thermal interaction between the casting and the mold: the melt and the solidifying casting are cooled in the mold faster than in a sand mold, i.e. at the same hydrostatic head and temperature of the poured melt, the fillability is usually worse than that of a sand mold. This complicates the production of castings from alloys with reduced fluidity in molds and limits the minimum wall thickness and dimensions of the castings. The average wall thickness of die castings made of aluminum alloys is 3-7 mm. At the same time, the increased cooling rate contributes to the production of dense castings with a fine-grained structure, which increases the strength and ductility of the cast alloys. However, in cast iron castings produced in chill molds, due to the characteristics of crystallization, carbides are often formed, which negatively affect the properties of cast iron: impact strength and wear resistance are reduced, hardness in the bleached surface layer increases sharply, which makes it difficult to process such castings by cutting and leads to the need to subject them to thermal processing (annealing) to remove chill.
- The chill mold is practically unyielding and more intensively prevents shrinkage of the casting, which makes it difficult to remove it from the mold and can cause the appearance of internal stresses, warping and cracks in the casting. However, the dimensions of the working cavity of the chill mold can be made much more accurately than in a sand mold. During casting, there are no errors caused by pushing away the model, elastic and residual deformations of the sand mold, which reduce the accuracy of its working cavity and, accordingly, the casting. Therefore, castings in molds are more accurate.
- The physical and chemical interaction of the casting metal is minimal, which helps to improve the quality of the casting surface. Chill castings do not burn. The surface roughness of castings is determined by the compositions of linings and paints applied to the surface of the working cavity of the mold, and corresponds to the values of Rz = 80-20 microns, but may be less.
- The chill mold is practically gas-tight, but its gas content is minimal and is determined mainly by the compositions of fire-resistant coatings applied to the surface of the working cavity. However, gas holes in chill castings are not a rare phenomenon. The reasons for their appearance are different, but in any case, the location of the casting in the mold, the method of supplying the melt and the ventilation system must ensure the removal of air and gases from the mold during pouring.
Advantages of our factory
creates only high-quality products. The foundry equipment of our enterprise is automated, which allows, after creating a prototype, eliminating all its defects, to organize the production of high-quality castings in a timely manner. Molds and equipment for models are created on high-precision machines. Experienced engineers and technologists of our plant, using modern foundry equipment, perform melting of the sixth class of accuracy (maximum). Our plant has reasonable prices and payment terms. Processing of received applications is carried out promptly. Delivery of finished products is made to all cities of Russia and the CIS.
Die casting of aluminum and aluminum alloys
The mold is a reusable form (up to 10,000 pours) and is ideal for organizing serial and large-scale production. Basic operations and processes: cleaning the mold from the old lining, heating it to 200-300°C, covering the working cavity with a new layer of lining, installing rods, closing parts of the mold, pouring metal, cooling and removing the finished casting.
The general requirements for castings obtained in molds are a streamlined configuration without sharp corners, sharp transitions from one surface to another, without high ribs and protrusions, deep holes and pockets.
- The minimum permissible wall thickness of aluminum castings is 3 mm;
- The weight of produced aluminum castings is from 20 g to 50 kg;
- Surface roughness of castings according to GOST 2789-73 Ra = 4 - 20 microns;
- Accuracy class of the resulting aluminum castings according to GOST R 53464-2009: 6-10.
Lined chill mold
This is a type of technology in which shell and die casting combine their advantages, and the disadvantages of both methods are smoothed out. This technology is characterized not only by crack resistance, but also by flexibility, which makes it possible to produce high-precision castings, and when compared with shell casting, expensive molding material is minimally consumed.
A lined metal mold is made by filling the space between the metal casting model and the inner surface of the mold. The most commonly used methods are sand blowing and flooding. To fill, take a sand-resin mixture, in which the binding element is phenol-formaldehyde resin (2-2.6%) and methenamine (approximately 10% by weight), as well as self-hardening (the binding component is liquid glass) and ceramic compositions (the binding is ethyl silicate). The chill mold and casting model, which have a temperature of 200 degrees, transfer heat to the mixture, which hardens and forms a cladding layer 3-5 mm thick. Regular or shell rods are used to create cavities in castings.
Foundry equipment for die casting
A chill mold (French coquille - shell) is a thick-walled metal mold. It is used when it is necessary to produce many identical castings. Chill casting is the process of producing shaped castings in reusable metal molds.
Casting in reusable molds has been around for quite some time, and one can give an example of their use by Belarusian jewelers in Berestye (Fig. 1).
Rice. 1. Crucible and chill mold for casting jewelry (from excavations of ancient Berestye)
Molds can be made of cast iron, steel, aluminum alloys and other alloys. They are widely used for the production of castings (hundreds and thousands of pieces) weighing from 0.5 kg to 15 tons from cast iron, steel and non-ferrous metals. In this production method, internal cavities are obtained using ordinary sand and metal rods.
Among the most important features of die casting, the following should be noted:
- obtaining dense, hermetic castings without shrinkage cavities;
- minimum wall thickness of castings made of aluminum and magnesium alloys 3. . . 4 mm, cast iron - 6 mm, steel - 8. . .10 mm;
- high process productivity;
- satisfactory geometric accuracy of castings;
- the need for relatively small production areas;
- minimal need for maintenance personnel;
- minimal need for auxiliary technological materials.
Flaws:
- due to the rapid cooling of the poured metal by the walls of the chill mold, its fluidity deteriorates;
- rapid cooling of cast iron castings in chill molds causes the surface to whiten and increases its hardness;
- the high thermal conductivity of metal molds makes it difficult to produce complex thin-walled castings of large dimensions;
- high cost of metal molds
The durability of cast iron molds is 1000. . . 5000 pcs. in the production of small and medium-sized cast iron castings and 50. . .500 pcs. — in the production of large castings The durability of steel molds in the production of aluminum castings reaches 50,000 castings
Types of molds
Depending on the location of the parting surface, molds are: one-piece, with a vertical parting plane, with a horizontal parting plane, with a complex parting surface, folded, with a parallel connector, with several connectors.
Chills with a vertical parting plane consist of two or more parts. The casting can be located entirely in one of the halves of the mold, in two halves, simultaneously in two halves and in the bottom plate.
Chills with a horizontal split are used mainly for simple configurations, as well as large-sized castings.
Chills with a complex (combined) parting surface are used to produce castings of complex configurations.
One-piece, or shaking, molds are used when the design of the casting allows it to be removed from the plane of the mold without separating it. In Fig.
Figure 2 shows a shaking mold 5 for the manufacture of a support roller. The internal cavity of the mold reproduces the outer surface of the roller. The hole in the casting and the internal cavity are obtained using sand rods 4 and 2, the last of which covers the upper part of the mold. In rods 1, 2, 4 there is a gating system consisting from a sprue bowl, a riser, a sprue channel supplying metal to the casting, and two profits.
Rice. 2. Shake mold for casting the support roller
To remove the casting, the mold on the axles 3 is turned 180°, and the casting along with the rods is shaken out of the mold.
The mold with a horizontal parting plane consists of lower 1 and upper 2 parts, rod 3 and ejectors 4 (Fig. 3). The casting is removed after separating the upper and lower parts using ejectors.
Rice. 3. Die mold with horizontal split
Depending on the cooling method, chills are distinguished with air, liquid and combined cooling.
Chilling machines
Currently, it is most common to divide chill equipment into single-position and multi-position. The most complex castings from ferrous and non-ferrous alloys in serial and mass production can be produced by a machine model 82A305 with five drives of the mold parts (Fig. 1. 28).
It has two movable plates 4 and 6, a side end movable plate mechanism 8, a pallet 5 with a lower rod drive, an upper rod mechanism 1, a manipulator 7 for removing castings, a control panel 2, installed on a common frame 3.
The upper rod mechanism is designed for insertion, detonation (partial removal of the rod from the casting before its removal from the mold) and lifting of the upper metal rod, as well as for removal of the upper rod plates for inspection and maintenance and insertion of the casting removal manipulator, moving them into the box or onto the conveyor .
The mechanisms of the upper rod and the end plate each have two stops to relieve them from blasting forces. The hydraulic drive has additional equipment for connecting up to two hydraulic cylinders. Each of the two main movable plates has two ejectors.
If some machines do not have guides between the main plates, molds that extend beyond the dimensions of the plates can be installed on them. Simpler machine designs with fewer drives for chill parts make it possible to produce only simple castings.
The idle cycle time of chill molding machines increases with increasing complexity, i.e., the number of moving parts, from 10 to 60 s.
Rice. 4. Diagram and general view of the chill mold machine model 82A305 without chill mold
The 82A305 type machine has four modifications:
- with one movable plate;
- with two movable plates and a tray 5 with a lower rod (see Fig. 4, photograph);
- with two movable plates, a tray with a lower rod and a plate of the upper rod;
- with two movable plates, a tray with a lower rod, a plate of the upper rod and a plate of the end rod (see Fig. 1 28, diagram)
During operation, the machine performs pushing the casting out of the main plates, pushing the casting out of the pallet, lifting the rods with increased force, turning the upper rod for easy removal of the casting and installing the chill mold, removing the casting with the manipulator included in the machine, and cooling all parts of the chill mold. Cleaning and applying a refractory coating to the working surface of the chill mold are carried out according to a given program at certain positions and are regulated in time.
Single-position machines can operate in semi-automatic mode and with filling and dosing devices, as well as be built into automatic lines. They have adjustable water cooling of the chill mold parts.
The Model 4953 single-station die casting machine (Fig. 5) can cast from 20 to 100 kg of aluminum alloy. The machine cycle time is 60 s. The opening force of the mold is 300 kN. The stroke of the moving plate is 250 mm. Designed to produce castings weighing from 15 to 95 kg.
For better filling of the mold, machines with a rotating or tilting mold are used. The rotation angle is 15. . .180° .
Rotary machines are produced, such as 82105P, with one movable and one fixed plate mounted on a frame, which can be rotated by two hydraulic cylinders relative to a horizontal axis perpendicular to the path of the movable plate at an angle of up to 90°.
This increases the convenience of installing sand rods with a horizontal connector, facilitates the pouring of metal due to its favorable location, and the castings can be removed with a vertical connector under the influence of gravity.
Rice. 5. Model 4953 die casting machine
Special rotary chill machines (Fig. 6) are used for the production of large-sized extended castings from aluminum alloys using the self-filling die method, just like devices with a horizontal split. This machine operates in semi-automatic mode with a capacity of up to 10 castings per hour. The chill mold installed on it has a horizontal connector.
Rice. 6. Chilling machine with rotary table
Rice.
7. Carousel chill machine produced (Pinsk)
Multi-position (carousel) machines (Fig. 7) differ from single-position machines in their high productivity (100-200 pours per hour) and are used in large-scale and mass production workshops. They are used for the production of shaped castings from aluminum alloys.
The design of these machines ensures such an organization of production in which melting and pouring equipment (dispensers) is used rationally, transportation, storage and installation of sand cores in the mold is facilitated and simplified, and the system for removing and cooling finished castings is improved.
Model 4932, developed by NIIlitavtoprom (Minsk), has four positions on the rotary table, each of them has a chill section with two movable plates measuring 500 x 400 mm and a lower rod mechanism (or pushing out the casting). The machine is designed for the production of small and medium-sized castings in chill mold with vertical connector.
The sections are supplied with oil (for the hydraulic cylinders of the plates and the rod), water (for cooling the chill mold) and gas (for heating the chill mold)
Chill complexes allow you to automate the foundry process and consist (for example, a chill complex for casting pistons of internal combustion engines) of two single-position chill machines, two casting removal mechanisms with casting cooling devices on a tray, a hydraulic station and an electrical cabinet.
The productivity of such a complex depends on the size and design of the piston and in the manufacture of piston for gasoline engines with a diameter of up to 100 mm is up to 70 castings per hour.
Chill machines with one movable and one fixed plate models are designed for casting ferrous and non-ferrous alloys into a mold with a vertical parting plane in serial and mass production. The moving plate is moved by two hydraulic cylinders along diagonally located guides. Both plates are equipped with ejectors.
The pumping unit has a hydraulic pneumatic accumulator and allows you to connect two additional hydraulic cylinders (for example, to remove rods) to the existing hydraulic valves.
The machines can operate in semi-automatic mode and with filling and dosing devices, as well as be built into automatic lines. They have adjustable water cooling of the chill mold parts.
A type of chill casting is centrifugal casting. In this case, the casting mold (chill) rotates about a horizontal or vertical axis during pouring. The poured metal is thrown to the periphery of the mold by centrifugal forces, which makes it possible to obtain hollow castings without the use of rods.