02.11.2021 Author: VT-METALL
From this material you will learn:
- Working principle of resistance spot welding
- Pros and cons of resistance spot welding
- Areas of application of resistance spot welding
- Construction of a resistance spot welding machine
- Parameters of resistance spot welding according to GOST
- Types of resistance spot welding
- 6 stages of resistance spot welding
- 7 common defects in resistance spot welding
For a century and a half, people have been using spot welding technology. Thanks to it, it became possible to produce cars and other all kinds of equipment that people use today as usual. Over time, this method migrated to amateur garages and workshops. Resistance spot welding comes to the aid of non-professionals because it does not require any special preliminary work, while providing high strength to the seam.
Next, we will talk about the principles and areas of application of this welding method. We list its types, which are often encountered by experts, and give step-by-step instructions for use. A lot of useful information and practical advice are waiting for you.
What is spot welding
Spot welding is a common welding method based on connecting two products by heating using electric current.
The properties of the weld depend on several factors:
- Properties of electrode wire;
- Welding current;
- Surface cleanliness of welded structures;
- The force of compression between products.
High-quality welding is highly valued and equally highly paid. It features high performance and a wide range of applications.
Successfully used in the following industries:
- Automotive industry;
- Shipbuilding;
- Aircraft manufacturing;
- Mechanical engineering.
Resistance welding designation in the drawing
The designation in the drawing of a visible weld, regardless of the welding method, is made with a solid main line, and an invisible one - with a dashed line. The visible weld point is made with solid main lines, the invisible one is not marked in any way. From the image of a seam or point, if they are visible, draw an extension line that ends with a one-way arrow.
Designation on the drawing of a resistance welding seam
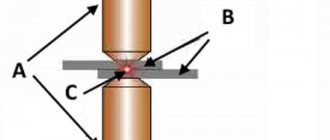
How spot welding works
This type of welding has characteristic features that must be taken into account when operating the equipment. When current is passed through electrodes through overlap welded metal structures, heat is generated, which rapidly heats and melts the parts.
The metal parts are pressed tightly with the electrode wire, due to which they are tightly connected to each other.
Pros and cons of spot welding
Spot welding, like any other type of welding “art,” has a number of advantages and disadvantages.
About the pros:
- Smooth and precise seam;
- At the welding site, deformations are insignificant;
- There is a possibility of automatic operation;
- Welding using this method does not have a detrimental effect on human health;
- Speed of work;
- Thick material can be joined;
- Ease of use.
With such significant advantages, there are also disadvantages. Briefly about them:
- Area of application – joining of overlapping sheet parts and core materials (e.g. wire)
- Low tightness compared to welds using electrode wire;
- The metal must be cleaned before welding;
- Experience setting up equipment is required.
Advantages and disadvantages of the method
Like any other method of hot metal joining, the contact-point method has a number of advantages:
- high productivity, especially when using automatic machines;
- low scrap yield, high-quality homogeneous compounds are formed;
- the seam is strong, bears bending and torsion loads;
- no consumables are needed for surfacing; a diffusion layer is formed when the rod melts;
- work is carried out in any spatial position;
- equipment comes in two types: stationary and portable;
- By adjusting the parameters of the operating current, they select the mode for any type of rods:
- no residual stresses are created in the metal.
Along with the advantages, the method has disadvantages:
- the preparatory stage takes a lot of time - there are special requirements for the contact area with the electrodes;
- physical effort is required;
- high energy consumption;
- you need a powerful current source;
- When working with manual equipment, both hands are used, the compression force is limited by the physical capabilities of the welder.
welding equipment
Let's talk about equipment, what you should look for when choosing, and a number of other subtleties.
Safety precautions
Spot resistance welding is a relatively safe type of work and does not require special safety measures. At the same time, we should not forget that devices designed for this type of welding are connected to a high-voltage network and require compliance with all rules for operating in such networks.
A specific danger characteristic of this type of work is the splash of molten metal, which can be a consequence of welding in the wrong mode or poor cleaning of the surface of the parts being joined. To protect against this phenomenon, it is necessary to have a welder's mask. When welding galvanized metals that emit harmful gases, it is necessary to provide the work area with effective exhaust ventilation.
How to choose
When choosing welding equipment for spot welding, 7 important parameters are taken into account that affect the goals and acceptable limits of the welding machine:
- Welding method
- Operating mode
- Voltage
- Maximum Incoming Current
- Allowable material thickness
- Control method
- Additional options
Mesh welding technology
In most cases, welding of structures made of reinforcing bars is carried out manually, without the use of automatic lines.
First of all, according to the working drawings, blanks are made from reinforcement. All parts in the required mesh form are laid out on a flat area for further welding. Next, they are fastened with tacks, allowing them to maintain the required shape. Finally, all joints of the structure are welded with reliable seams.
Welding of mesh and mesh products on automatic lines
Serial production of meshes at specialized enterprises is carried out using high-performance automatic machines. The most effective are multi-electrode devices used on production lines for the production of welded mesh. There are also highly specialized machines that allow you to connect multidirectional rods, create frames, and reinforce the mesh with a strip.
The disadvantage of multi-electrode automatic mesh welding lines is the complexity and duration of the process of adjustments and settings necessary to change the mesh size and correct the intervals between the longitudinal and transverse rods.
Another factor hindering the automation of the production of mesh products is the high cost of equipment for welding mesh. At the same time, the price of similar equipment, depending on the manufacturer, may differ significantly. As a rule, European machines are much more expensive than Chinese ones, which is fully compensated by their durability and reliability.
Types
Portable equipment is small in size, no more than 18,000 cm3. Small equipment equals small power.
- The maximum thickness of the metal sheet material being welded is no more than 5 mm. Such devices are suitable for welding body parts or large metal structures. Such equipment should weigh no more than 16 kilograms.
- Stationary equipment is used in production. Compared to portable welding machines, they are large in size (up to 300,000 cm3) and weigh up to 1 quintal. High power allows you to weld sheet metal with a cross-section of no more than 10 mm.
Types and characteristics of reinforcing mesh
The main parameters that determine the type of reinforcing mesh are the location of the metal rods and their diameter.
According to the arrangement of the rods, the meshes are unidirectional, with the rods in the same direction, and multidirectional, with their perpendicular arrangement. Another option is designs, the working rods of which are distributed in numerous directions.
Based on the diameter of the rods, the meshes are divided into light and heavy. Light structures are welded from rods with a diameter of up to 12 mm, and heavy structures are welded from rods with a diameter above 12 mm.
To obtain a reliable connection, both when manually welding and using an automatic mesh welder, it is necessary to take into account the dimensions of the workpieces and their characteristics.
Methods for welding reinforcing mesh and frames
Welding of reinforcing mesh is carried out in two ways:
- Resistance welding of reinforcing mesh
ensures reliable quality of connection of metal rods of any types and diameters. At the same time, resistance welding requires a significant amount of consumables. - Spot welding of mesh
can only be used to connect reinforcing bars with a diameter of up to 5 mm. In terms of reliability, it is inferior to resistance welding, but allows the use of a minimum amount of consumables.
Spot welding methods
Welding equipment is divided into two welding methods.
Welding on one side. Spotters are used for this operation; they have several fundamental differences from other devices. There is a manual device used for welding. The one-sided option of welding metal structures is justified if the reverse side of the welded products is difficult to access.
It is more convenient to use the type of welding when it is possible to weld the seam on both sides. This method is used to join sheet materials.
Operating mode
Divided into soft and hard. In gentle operating mode, little electrical energy is used, but the welding process takes longer - 2-5 seconds. Thanks to this, electrode rods of a smaller cross-section are used and it is not necessary to press very hard with them.
The hard operating mode uses increased energy, and the process is faster - 0.2-1.5 seconds. High productivity is ensured, but strong compression of the workpieces with electrode rods is necessary. A rod of large cross-section is also required, which exceeds the cross-section of the products being connected.
Resistance welding machines
Welding machines are divided into groups according to the following criteria:
- Purpose: highly specialized machines designed to work with large batches of the same type of parts, or universal ones that process a small number of workpieces, but can be easily reconfigured;
- A type of mechanical unit that compresses and shrinks parts. On this basis, devices are divided into hydraulic, pneumatic, pneumohydraulic, mechanical and others;
- By mobility – mobile, portable, stationary;
- According to the welding method;
- By type of power supply: machines with a rectifier or machines running on alternating current (single-phase, three-phase).
Voltage
Welding installations are powered by 220V and 380V. This is indicated in the documents included with the welding machine.
Important! It is not recommended to connect devices with a power of more than 5 kW to a household network.
Allowable material thickness
A parameter indicating the maximum thickness of a part that welding equipment can weld. Ignoring this parameter, the welding quality deteriorates significantly. It is indicated either by a common section, for example “2 mm”, or by two numbers, “1+1 mm”.
Industrial machines have the ability to weld three metal sheets together, then the cross-section is designated “1+1+1 mm”.
Control method
The cheaper the device, the less functionality and the more difficult it is to control the device. The cheapest versions do not have the ability to adjust the current strength - it is the same and always maximum.
Needless to say, you have to work manually. Before working on such a welding machine, it is advisable to “break in” it on rough sheets, and then start working.
Numerical control makes the job much easier. The operator indicates the type of connection to be processed, and the “brains” of the equipment independently select the necessary operating modes. The welder only needs to bring the electrodes to the welding site. Of course, you have to pay extra for such convenient functionality.
Operating principle of contact welding machines
The essence of the contact welding method is that the surfaces being bonded are simultaneously heated to a plastic state and subjected to mechanical deformation. Therefore, there are two main blocks in the welding machine:
1. Mechanical, including:
- the electrodes themselves (in spot welding machines they are made in the form of clamping pliers, in seam welding machines - in the form of rollers);
- compression drive;
- rotation drive (for roller electrodes);
- clamping and upset drive (for butt welding).
2. Electric. This block consists of:
- welding power transformer;
- output voltage regulator, which switches the number of turns in the primary winding of the transformer;
- a secondary circuit through which current is supplied to the parts;
- primary circuit breaker to turn the current on and off;
- cycle regulator - a device that sets the sequence of welding operations, their duration, and regulates other necessary parameters.
Auxiliary blocks:
- Pneumohydraulic - contains filters, devices for lubricating moving parts, a system supplying air to the compression drive (fittings, air valves, valves) and a pressure regulation system;
- Water cooling unit of the device.
The principle of operation is that the resistance welding area is compressed or rolled between two copper electrodes, to which a low voltage and high current current is supplied. In some devices, the current can reach tens of thousands of amperes. The voltage in the secondary winding is low, less than 15 V. The compression force between the electrodes varies from a hundredth of a newton to 100 kilonewtons.
The main advantages of this method are:
- speed - processing one point or butt connection takes a fraction of a second;
- economical - no oxygen, shielding gas or additive is required, almost no water and air are consumed, electrodes wear out slowly;
- simplicity - the ability to obtain a strong and reliable seam with a small number of controlled parameters, which even inexperienced welders can do;
- safety – the air is not polluted with harmful smoke, the risk of fire is minimized;
- the ability to easily automate the process and put it on stream.
The disadvantages of this method include:
- expensive equipment;
- the need to use high current (over 1000 A);
- complex technology of multi-point welding or welding several seams at the same time.
In addition, this method is not always suitable for joining surfaces of different metals or alloys, or for metals with low contact resistance (such as copper).
Additional options
If the device performs regular, long-term work, the presence of a cooling system should be taken into account. Devices with water cooling and a radiator last much longer than their counterparts without cooling.
For full operation, the spotter requires a gun and a reverse hammer. Also, all welding machines require copper electrodes as consumables. If the equipment weighs more than 13 kg, then it should purchase a trolley for easy transportation on wheels.
Best models
According to many people who work closely with welding equipment, the following models should be noted.
| Name | Description | Price | Advantages | Flaws |
| Caliber SVA-1.5 AK | The best price/power option, but not for “garage use” | 13890 rub. | The welding process goes smoothly No machining required Powerful return spring | The overhead console is overheating Heavy Heavily loads the 220V network |
| FoxWeld KTP-8 3098 | Popular when working with large metal structures | 15560 rub. | Large carrying handle Small-sized Increased current power when welding | Backlash Loads the network Heavy Unregulated power |
| Spotter FUBAG TS 2600 38 666 | Suitable for car body repair | 32620 rub. | Overheat warning Four different operating modes | Heavy Expensive Unregulated current |
| Spotter RedHotDot HAMMER IT 275116 | Notable for the presence of numerical control. Suitable for use in garage conditions. | RUR 30,168 | Does not load the home network Small-sized Large melting and welding depth | High price Heavy - weighs more than 16 kg |
| FoxWeld MTP-25 3373 | An excellent option for production conditions. | 67900 rub. | Easy to operate Durable The pliers are compressed using a pedal | Very expensive Special installation required Constant sharpening of electrodes is required |
| WIEDER KRAFT WDK-6000 | An acceptable option for auto repair shops. | 65273 rub. | Availability of trolley Powered by 220V Increased reliability Can weld in eight different modes Microprocessor control | Very expensive No fan or cooling mechanism Overall (60x50x95 cm) |
Application of technology in practice
Electric spot welding allows you to create a permanent connection between the edges of metal parts using high temperature from the passing electric current from the inverter and plastic deformation of their contact zone during compression.
It provides the welder with a unique opportunity to work with a wide range of welded thicknesses: from 1-2 micrometers to 30 millimeters.
An extremely important role in this method of performing welding operations is assigned to the electrical resistance of the joint zone, which is why it is also called electric resistance welding. The rules for carrying out welding operations using the contact method are described by state standards 15878-79.
Contact welding technology.
The advantages of using spot welding technology are very wide.
Let us describe the most significant of them:
- making connections between metal parts requires an extremely short period of time;
- technology allows operations with high power consumption;
- the welding process can be automated, which makes it possible to integrate welding units for resistance welding into production lines at large enterprises;
- welds created by this method are distinguished by high performance parameters, regardless of the skill level of the craftsman;
- during operation, no special materials or special components are required: filler welding wire, flux, shielding gas, etc.;
- electrodes for point technology are affordable and can be found in many specialized stores.
In addition to spot welding, other types of resistance welding are characterized by a large list of advantages: butt welding, seam welding, etc. But it is spot welding that is most common today.
It is relevant in the manufacture of large-sized building structures, space units, miniature semiconductor devices, and microcircuits. This state of affairs is explained by the universality of the contact method of welding metal parts.
Almost all structural materials known to mankind can be combined using this technology into a single product: various types of low-carbon, alloy steel, heat-resistant, corrosion-resistant alloys, alloys of aluminum with other metals, magnesium and titanium, etc.
Do-it-yourself spot welding is also relevant for performing repair operations in small workshops, service stations, etc. With its help, cars, railway cars, airplanes are assembled, reinforced concrete structures are erected, and radio-electronic units are created.