Traditional welding methods are based on melting the edges of the parts being joined, as a result of which strong interatomic bonds are established between them. In contrast, pressure welding involves the presence of an external force that is applied to the joint and causes plastic deformation. In this way, you can weld various metals, alloys, plastics, glass and other materials.
Pressure welding is a technology using diffusion.
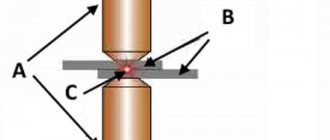
Pressure welding principle
When there is prolonged contact between two physical bodies, at the point of their contact, the introduction of atoms of one element into another begins. Such processes occur slowly, but with an increase in temperature or pressure in the contact zone, as well as with their combined action, the intensity of diffusion increases and a strong bond is obtained.
This principle is used when performing pressure welding. With this connection, high uniformity of the components is obtained in the diffuse zone, so there is almost no such thing as a weld seam.
The two parts to be joined are compressed at room temperature using special equipment so that the diffuse introduction of one material into the other begins. This welding method is especially effective for parts made of copper, aluminum, and stainless steel. Plastic deformation occurs along the joint, resulting in a strong connection.
To speed up the welding process and obtain even more reliable connections, local heating is carried out, but it is only an accompanying factor, and the connection occurs due to plastic deformation.
Introduction
Welding is a technological process for producing permanent joints as a result of the appearance of atomic-molecular bonds between the parts being connected when they are heated and plastically deformed.
An important role in the development of welding in domestic shipbuilding belongs to Professor V.P. Vologdin (1883-1950), who was the first after the revolution to resume welding according to the method of the inventor N.G. Slavyanov at Dalzavod in Vladivostok. Under the leadership of V.P. Vologdin built the first welded boilers, the first domestic electric-welded sea tug. V.P. Vologdin organized training for welding engineers at the Far Eastern Polytechnic Institute, the first graduates of which took place in 1930-1931.
In 1935, the first semi-welded large sea steamer “Sedov” was built in Leningrad. The construction of riveted ships for the river fleet was prohibited in 1939 by a special order. By the beginning of the Great Patriotic War, welding almost everywhere replaced riveting. In terms of its significance, the transition from the design of riveted ship hulls to welded hulls can be compared with the transition of the mid-19th century. from wooden ships to metal ones.
The simplicity of the design of welded joints compared to riveted ones, the wide possibilities for automation of processing, assembly and welding of parts ensured a reduction in the labor intensity of manufacturing ship hulls.
The main advantages of welded joints: saving metal; reducing the complexity of manufacturing body parts; the ability to manufacture structures of complex shapes from individual parts obtained by forging, rolling, stamping.
Specific features
The heat source when carrying out this type of welding is special furnaces, electric or induction current, and chemical reactions. With such a connection with partial heating, the contact points are first melted a little and only then compressed. When compressed, part of the metal and the slag slightly extend beyond the contact point and form a “burr”.
When pressure welding, the contact points are compressed.
Mandatory conditions for high-quality connection of parts in this way:
- cleaning the contact area from scale, oil deposits and other contaminants;
- gradually increasing the load so that the contact layer is deformed first, and then the diffusion process begins;
- ensuring a uniform external temperature, this is especially important for low-melting materials, but it is not necessary to increase it;
- the tendency of joined metals to form strong chemical bonds with one another.
Machine settings for pressure welding
Selecting the welding mode, i.e. its method, the settings of the equipment used, etc., depend on the physical characteristics of the parts being connected, and sometimes on their design.
When performing electric resistance welding, the main parameters are:
- current strength and density;
- the time of its occurrence;
- compression force.
If the welding is butt welding, then the installation length (the distance from the electrode to the end of the part) is important.
In the process of contact welding, there is a phenomenon called shunting - part of the current bypasses the work area and flows through the part. When using the butt method, shunting occurs only in parts that have a closed loop.
The choice of welding mode depends on the physical characteristics of the parts being joined.
When precision welding is performed, current shunting is observed at previously completed points or at random contact points between parts. This results in insufficient current in the connection area, so the dot core is smaller.
We recommend reading Classification of the main types of fusion welding
It is conventionally accepted to divide technological processes into “hard” and “soft”. In the first case, they are characterized by a short current flow time (0.1-1.5 seconds), so the workpiece does not heat up much. In this case, high electrode pressure is required. This method is suitable for working with aluminum, copper alloys, and alloy steels in order to maintain their anti-corrosion characteristics.
The “soft mode” is characterized by smooth heating of the workpieces, and this requires a longer flow of current (from 0.5 to 3 seconds). It is used when working with steels prone to hardening. It must be taken into account that due to the formation of chromium carbide in the joined elements, depletion of this element occurs.
Resistance welding allows you to join parts made of most metals.
To ensure a strong connection, it should not contain:
- inhomogeneities, in the cast and transition zone of the connection the structure of the material must be dense and continuous;
- weakening of the part at the junction and the formation of fragile structures;
- reducing corrosion resistance;
- deformation of parts, it is allowed within specified limits.
Benefits of technology
What are the advantages of acetylene and oxygen pressure welding of metals over traditional technology for welding metal structures?
- There is no need to use additional consumables, such as fluxes, which facilitate welding work.
- The technique is suitable for making permanent connections of almost all types of metals and alloys.
- Some plastic materials, aluminum, can be joined without additional heating of the contact area of the elements being connected.
Features of weldability of metal alloys
If welding metal requires simple settings, and the work is performed in a wide range of parameters, then it has good weldability and vice versa. This indicator is not constant, and as technology and equipment improve, weldability will improve.
The weldability of materials is influenced by the melting temperature and electrical conductivity.
The weldability of materials is influenced by various factors:
- melting temperature;
- thermal and electrical conductivity;
- change in strength and expansion coefficient with increasing temperature;
- hardness.
The lower the electrical and thermal conductivity, the less current is required and the electrical power spent on heating the workpieces is reduced. Strong materials require a lot of force to deform; hard materials must be heated before joining. With a high coefficient of expansion, there is greater shrinkage, which leads to the appearance of cracks and cavities.
Features of some metals and alloys:
- low-carbon steels are well connected by resistance welding, are not prone to cracking, their strength practically does not decrease, and the weld is ductile;
- carbon ones are prone to hardening, so they work with them in “soft” modes; the ductility and strength of the joint are increased by heat treatment;
- stainless – have high resistance, so low currents are used, work is performed in “hard” mode;
- heat-resistant - strong when heated, therefore welding requires high pressure and a long current supply; in order to reduce the upsetting pressure, the welding zone is preheated;
- titanium alloys - when they are heated, their ductility increases, so low pressures are required, the work is performed with high intensity and at high currents, high upsetting rates and short temporary effects;
- copper - their welding requires high currents and a short duration of their flow;
- aluminum and magnesium - the work is performed by short-term pulses of high current, pressures similar to those used when welding low-carbon steels.
Resistance welding works well to join low-carbon steels.
Equipment required for work
Hot stamping machines are often used to carry out thermomechanical welding. Their peculiarity is the presence of a built-in induction heater, so the workpieces are heated directly at the work site and do not need to be moved from the furnace.
In other cases, hydraulic or mechanical presses are used; the choice is made depending on the plasticity of the materials. Upsetting is performed in modernized dies. They do not have a matrix; instead, workpieces are pressed along the connection line.
We recommend reading: How to weld metals in a gas-protective environment
Types of welding work
There are the following types of pressure welding:
- Mechanical. The connection is made by squeezing the workpieces; these are types such as cold, ultrasonic, explosion and friction welding.
- Thermomechanical. In this case, force and local heating are simultaneously applied: electric contact, gas pressed and diffusion methods.
Cold method
The connection of parts occurs only due to their compression. Forces are created that exceed the fluidity values of the material, resulting in welding. This option is effective when in its usual state the metal has high ductility.
Cold method - connecting parts using compression.
During the compression process, one material diffuses into another, heat is released, so after welding the workpieces are cooled. The seam is strong, there are no internal stresses and no negative consequences that arise when the material overheats. This method is suitable for joining alloys that contain titanium, nickel, and copper.
The efficiency of this welding method is low, and its implementation requires special, expensive equipment.
Electric contact welding
First, the parts to be joined are heated with electric current, and then they are compressed.
Contact welding can be:
- Suture. Rotating disk electrodes are used and current is supplied continuously or pulsed. The connection is continuous and is used for welding sealed containers with wall thicknesses up to 3 mm.
- Spot. The parts are overlapped. The current is transmitted through cylindrical electrodes; they are located on one or both sides. The electrodes are cooled with water so that the inner layer of metal melts and the outer one becomes plastic, after which the workpieces are compressed. Used for parts (mesh frames, sheets, etc.) up to 3 cm thick.
- Butt. The parts are connected over the entire contact area. Sponge electrodes have movable and fixed contacts. When a liquid layer appears, the pressure is not relieved and precipitation is performed. Used for welding pipes, rails and other workpieces of round, square, hexagonal cross-section.
- Embossed. The workpieces have stamped protrusions to which force and current are applied. The use of wide electrodes allows you to simultaneously weld up to 20 points. In this way, bolts and nuts are attached to the sheets, creating hermetic connections, the length of which is no more than 10 cm.
Electric contact welding is one of the most common types.
Diffusion method
Local heating of the workpieces is carried out to 0.5-0.7 their melting temperature. Then a force of 0.5 MPa is applied for from 2 minutes to several hours. As a result, at the atomic level, an exchange of particles occurs between the parts being joined, this process is called diffusion welding.
In a vacuum or shielding gas environment, metals can be joined with non-metals; if the materials are resistant to oxygen, welding is performed in the open air. The result is a monolithic high-strength seam. Under equal conditions, in this case the energy consumption is 4-6 times less than with contact welding. The method is mainly used in high-precision production.
Friction welding
One workpiece remains stationary, and the second is in a clamp that performs rotational and translational movements. Friction generates heat.
Friction welding produces heat.
First, the parts are compressed, then they begin to rotate; when the temperature at the contact point reaches 980-1300 °C, the rotation is stopped and the compression continues. The method is simple, reliable and highly productive. Friction welding allows you to join products made from dissimilar materials.
Ultrasonic method
Plastic deformation of parts occurs under the influence of ultrasonic vibrations and small forces. To speed up the process, slight heating can be performed. Due to force and ultrasound, the oxide film is first destroyed, and then the connection is made.
Recommended reading: How to use ultrasonic welding
Suitable for working with refractory materials, plastic, polymer fabric, etc.
An indispensable method for welding ultra-thin workpieces, but not suitable for parts thicker than 3 mm.
Sequence of compound formation
Upon reaching a certain pressure in the surface layers of the workpieces, deformation processes begin.
In this case, the dimensions of the crystal lattice change (reduce), and atoms move from one energy level to another, as a result of which their mobility increases significantly. Strong chemical bonds are formed. The more dissimilar atoms in the microstructure of a metal, the stronger these bonds are. Therefore, the tensile strength of unalloyed steel parts connected in this way at the same operating parameters of force and time is lower than for alloyed ones. The quality of pressure welding is also affected by:
- The nature of the increase in force: under a vibration load, the strength of the connection increases, since the energy imparted to the atoms is noticeably higher.
- Degree of deformation: for highly plastic metals and alloys - aluminum, tin, lead - welding productivity increases.
- Temperature: thermomechanical pressure welding, based on the simultaneous influence of pressure and temperature, allows even high-alloy steels to be joined in this way, which are difficult to weld conventionally.
At the same time, pressure welding is not affected by the presence of metal films that form, for example, after surface alloying of parts. Therefore, the process under consideration can be performed at the final operations of the technological process.
Welding processes using pressure are performed according to the following schemes:
- Point, in which the force contact of the parts being connected is not carried out over the entire surface of their contact;
- Suture, when deformation occurs along the entire line of contact;
- End, when a deforming force is applied to the joint of the connected products.
The sequence of all execution options is approximately the same and is as follows. The parts, cleaned of contaminants, are placed on the work table end-to-end or overlapped between the upper (moving) and lower (fixed) punches of the equipment. Sometimes, in order to preserve the original geometry of the joint, technological protrusions are made on the parts, which are eliminated during subsequent deformation with punches. The parts are fixed using a clamping mechanism. The required depth of penetration of the movable punch into the metal is set (depending on the strength parameters of the material). When the displacement drive is turned on, the punches are introduced into the metal on both sides of the joint or joint and are held under pressure for some time. In order to prevent warping of the remaining parts of the connection, it is pressed against the supporting surface of the table with a force that creates only elastic deformations.
A prerequisite for high-quality pressure welding is the presence of minimal gaps between the punches and their guiding structures, since, otherwise, metal can flow into such gaps, thereby reducing the force of the deforming clamp. As a result, the annular zone around the punches may have reduced joint strength.
The geometry of the welded joint depends only on the shape of the punch. In this way, you can obtain various shaped connections: asterisk, cross, diamond, etc.
The technology of cold plastic welding is simple, characterized by high productivity and a variety of configurations of welded joints.
Features of pipeline welding
The peculiarity of this type of welding of pipes under pressure is that the seam is not linear, but circular or circular. When developing the technology, the thickness of the walls and the fact that the seam is sealed are taken into account.
Pressure welding meets all conditions. In this case, simple devices and special tools are used to evenly press the edges of the thin-walled pipelines being connected. The quality of the welded contact depends on the preparation of the surfaces being welded. If everything is done correctly, a strong and reliable connection is obtained; dissimilar metals can also be welded.
When welding pipelines, a circular seam is obtained.
The treated ends of the pipes are centered and then compressed. The joint is heated with a loop inductor to a temperature of 0.8-0.9 of the melting temperature of the material. The heated planes are compressed, resulting in a dense and reliable seam.
Features of the welding process of pipes under pressure
If you resorted to using manual welding of steel, the marking of which indicates the number 20, then in this case you will need electrodes of the E42A type, the diameter of which does not exceed 3 mm. It is important that the electrodes used are coated with rutile or calcium fluoride. Before starting the welding process, the pipe joints must be heated to 300°C. If you are welding pipes made of thinner steel, heating them to 200°C will be enough.
To weld water pipes made of galvanized steel, you should use self-shielding wire, the diameter of which varies from 0.8 to 1.2 mm. Pipes made of ordinary steel are overlap welded.
The number of welding layers to be applied depends on the thickness of the pipe walls. The minimum number of layers is 4, the maximum is 10.
If you use semi-automatic submerged arc welding, then you should use an extended mouthpiece and a special funnel. The thickness of the pipes is also taken into account, based on which the number of layers is determined.
Note! After completing any type of welding, it is necessary to relieve internal thermal stresses. To carry out these manipulations, you need to heat treat the joints on each side of the seam at a distance of 10 cm.