02.11.2021 Автор: VT-METALL
Из этого материала вы узнаете:
- Принцип работы контактной точечной сварки
- Плюсы и минусы контактной точечной сварки
- Области применения точечной контактной сварки
- Устройство аппарата контактной точечной сварки
- Параметры контактной точечной сварки по ГОСТу
- Виды контактной точечной сварки
- 6 этапов работы контактно-точечной сваркой
- 7 часто встречающихся дефектов при контактной точечной сварке
Полтора века человек применяет технологию точечной сварки. Благодаря ей стало возможно производство автомашин и другой всевозможной техники, которой люди пользуются сегодня в привычном режиме. Со временем данный способ перекочевал в гаражи и мастерские любителей. Контактная точечная сварка приходит на помощь непрофессионалам, потому что не требует никаких особых предварительных работ, при этом обеспечивая высокую прочность шва.
Далее расскажем о принципах и сферах применения этого способа сварки. Перечислим его виды, часто встречающие ошибки мастеров и дадим пошаговую инструкцию по применению. Масса полезной информации и практические советы ждут вас.
Что такое точечная сварка
Точечная сварка – распространенный способ сваривания, основанный на соединении двух изделий нагревом с помощью электрического тока.
Свойства сварного шва зависит от нескольких факторов:
- Свойства электродной проволоки;
- Ток при сварке;
- Чистота поверхности свариваемых конструкций;
- Сила сжатия изделий между собой.
Качественная сварка высоко ценится и не менее высоко оплачивается. Она отличается высокой производительностью и широкой областью применения.
Успешно применяется в следующих отраслях производства:
- Автомобилестроение;
- Судостроение;
- Самолетостроение;
- Машиностроение.
Обозначение контактной сварки на чертеже
Обозначение на чертеже видимого сварного шва, вне зависимости от способа сварки, выполняется сплошной основной линией, невидимого – штриховой линией. Видимая сварная точка о, выполненным сплошными основными линиями, невидимая – не отмечается никак. От изображения шва или точки, если они видимы, проводят выносную линию, которая заканчивается односторонней стрелкой.
Обозначение на чертеже сварного шва контактной сварки
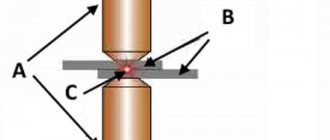
Как работает точечная сварка
Этот вид сварки имеет характерные особенности, которые требуется учитывать при эксплуатации оборудования. При пропускании тока по электродам через свариваемые внахлест металлические конструкции выделяется тепло, которое стремительно нагревает и расплавляет детали.
Металлические детали плотно прижимаются электродной проволокой, за счёт чего они плотно соединяются между собой.
Плюсы и минусы точечной сварки
Сварка по точкам, как и любой другой вид сварочного «искусства», имеет ряд достоинств и недостатков.
О плюсах:
- Ровный и точный шов;
- В месте сваривания деформации незначительны;
- Имеется возможность автоматической работы;
- Сваривание этим способом не оказывает пагубного влияния на здоровье человека;
- Скорость работы;
- Возможно соединение толстого материала;
- Простота использования.
При таких существенных достоинствах имеются и недостатки. Коротко о них:
- Область применения – соединение листовых деталей внахлест и стержневых материалов (например, проволока)
- Низкая герметичность по сравнению со сварными швами с использованием электродной проволоки;
- Металл должен быть зачищен перед свариванием;
- Требуется опыт настраивания аппаратуры.
Преимущества и недостатки метода
Как у любого другого способа горячего соединения металла, у контактно-точечного метода есть ряд преимуществ:
- высокая производительность, особенно при использовании автоматов;
- низкий выход брака, образуются качественные однородные соединения;
- шов получается прочный, выносит нагрузку на изгиб, кручение;
- не нужны расходные материалы для наплавки, диффузионный слой образуется при расплаве прутка;
- работы проводят в любом пространственном положении;
- оборудование бывает двух типов: стационарное и переносное;
- регулируя параметры рабочего тока, подбирают режим для любого вида прутков:
- не создаются остаточные напряжения в металле.
Наряду с достоинствами, у метода имеются недостатки:
- подготовительный этап занимает много времени – предъявляются особые требования к зоне контакта с электродами;
- необходимо прикладывать физические усилия;
- большой расход электроэнергии;
- нужен мощный источник тока;
- при работе ручным оборудованием задействованы обе руки, сила сжатия ограничена физическим возможностями сварщика.
Сварочное оборудование
Поговорим об оборудовании, о том, на что стоит смотреть при выборе и о ряде других тонкостей.
Техника безопасности
Точечная контактная сварка является сравнительно безопасным видом работ и не требует принятия особых мер безопасности. Вместе с тем не стоит забывать о том, что аппараты, предназначенные для этого вида сварки, подключаются к высоковольтной сети и требуют соблюдения всех правил работы в таких сетях.
Специфическую, характерную для этого вида работ, опасность представляет выплеск расплавленного металла, что может стать следствием сваривания на неправильном режиме или плохой очистке поверхности соединяемых деталей. Для защиты от этого явления необходимо иметь маску сварщика. При сваривании оцинкованных металлов, выделяющих вредные газы, необходимо обеспечить место проведения работ эффективной вытяжной вентиляцией.
Как выбрать
При выборе сварочного оборудования для сварки точками учитываются 7 важных параметров, влияющих на цели и допустимые пределы возможности сварочного аппарата:
- Способ сваривания
- Режим работы
- Напряжение
- Максимальная сила поступаемого тока
- Допустимая толщина материала
- Способ управления
- Дополнительные опции
Технология сварки сетки
В большинстве случаев сварка конструкций из арматурных прутьев проводится вручную, без использования автоматических линий.
В первую очередь, согласно рабочим чертежам, изготавливаются заготовки из арматуры. Все детали в необходимой сетчатой форме выкладываются на ровную площадку для дальнейшего сваривания. Далее они скрепляются прихватками, позволяющими сохранить необходимую форму. В заключение все стыки конструкции обвариваются надежными швами.
Сварка сетки и сетчатых изделий на автоматических линиях
Серийное производство сеток на специализированных предприятиях осуществляется посредством высокопроизводительных станков-автоматов. Наиболее эффективными являются многоэлектродные устройства, использующиеся на поточных линиях по производству сварных сеток. Существуют и узкоспециализированные машины, позволяющие соединять разнонаправленные прутья, создавать рамки, укреплять сетку полосой.
Недостатком многоэлектродных автоматических линий сварки сетки является сложность и длительность процесса регулировок и настроек, необходимых для изменения размеров сетки и коррекции интервалов между продольными и поперечными прутьями.
Другим фактором, препятствующим автоматизации производства сетчатых изделий, является высокая стоимость оборудования для сварки сетки. При этом цена аналогичного оборудования, в зависимости от производителя, может отличаться в разы. Как правило, европейские станки значительно дороже китайских, что вполне окупается их долговечностью и надежностью.
Типы
Переносное оборудование отличается малыми габаритами, не больше 18000 см3. Маленькому оборудованию соответствуют маленькие мощности.
- Максимальная толщина металлического листового свариваемого материала – не более 5 мм. Подобные аппараты пригодны для сваривания кузовных элементов или крупных металлических конструкций. Такое оборудование должно весить не больше 16 килограммов.
- Стационарное оборудование применяется в рамках производствах. В сравнении с переносными сварочными аппаратами обладают большими габаритами (до 300000 см3) и массой до 1 центнера. Большие мощности позволяют сваривать листовой металл сечением не более 10 мм.
Типы и характеристики арматурных сеток
Основными параметрами, определяющими тип арматурных сеток, являются расположение металлических прутьев и их диаметр.
По расположению прутьев сетки бывают однонаправленными, с одинаковым направлением стержней, и разнонаправленными, с их перпендикулярным расположением. Другим вариантом являются конструкции, рабочие прутья с которых распределены в многочисленных направлениях.
По диаметру стержней сетки разделяются на легкие и тяжелые. Легкие конструкции свариваются из прутьев диаметром до 12 мм, а тяжелые – из стержней диаметром выше 12 мм.
Для получения надежного соединения, как при ручной сварке, так и с использованием автомата сварки сетки необходимо учитывать размеры заготовок и их характеристики.
Методы сварки арматурных сеток и каркасов
Сварка арматурных сеток осуществляется двумя способами:
- Контактная сварка арматурной сетки
обеспечивает надежное качество соединения металлических стержней любых типов и диаметров. При этом контактная сварка требует значительного количества расходных материалов. - Точечная сварка сетки
может применяться только для соединения арматурных прутьев диаметром до 5 мм. По надежности она уступает контактной сварке, однако позволяет использовать минимальное количество расходного материала.
Способы точечной сварки
Сварочное оборудование разделяется на два метода сваривания.
Сварка с одной стороны. Для этой операции используются споттеры, они имеют несколько принципиальных отличий от других аппаратов. Имеется ручное приспособление, которым производится сваривание. Односторонний вариант сваривания металлических конструкций оправдан в случае труднодоступности к обратной стороне свариваемых изделий.
Удобнее пользоваться видом сварки, когда есть возможность проварить шов с обеих сторон. Этим способом пользуются для соединения листовых материалов.
Режим работы
Делится на мягкий и жесткий. При щадящем режиме работы применяется небольшая электрическая энергия, но процесс сварки выполняется дольше – 2-5 секунд. Благодаря этому применяются электродные стержни меньшего сечения и не требуется очень сильно надавливать ими.
Жесткий режим работы использует повышенную энергию, а процесс производится быстрее – 0,2-1,5 секунды. Обеспечивается высокая производительность, однако необходимо сильное сдавливание заготовок электродными стержнями. Также требуется стержень большого сечения, который превышает сечение соединяемых изделий.
Машины для контактной сварки
Сварочные аппараты разделяют на группы по следующим критериям:
- Назначение: узкоспециальные машины, рассчитанные на работу с большими партиями однотипных деталей, или универсальные, которые обрабатывают малое количество заготовок, но легко поддаются перенастройке;
- Тип механического блока, осуществляющего сжатие и усадку деталей. По этому признаку аппараты делятся на гидравлические, пневматические, пневмогидравлические, механические и другие;
- По мобильности – передвижные, переносные, стационарные;
- По способу сварки;
- По типу блока питания: машины с выпрямителем или машины, работающие от переменного тока (однофазного, трехфазного).
Напряжение
Сварочные установки питаются от 220В и от 380В. Об этом в указывается в документах, идущих в комплекте со сварочным аппаратом
Важно! Не рекомендуется подключать аппараты мощностью более 5 кВт к бытовой сети.
Допустимая толщина материала
Параметр, говорящий о максимальной толщине детали, которое может проварить сварочное оборудование. Игнорируя этот параметр, качество сварки значительно ухудшается. Обозначается либо общим сечением, например «2 мм», либо двумя числами, «1+1 мм».
Промышленные аппараты имеют возможность сваривать вместе три металлических листа, тогда сечение обозначается «1+1+1 мм».
Способ управления
Чем дешевле аппарат, тем меньше функционал и сложнее управлять прибором. В самых дешевых версиях отсутствует возможность настройки сила тока – она одна и всегда максимальная.
Стоит ли говорить, что работать приходится вручную. Перед работой на таком сварочном аппарате желательно «обкатать» его на черновых листах, а после приступать к работе.
Числовое управление значительно облегчает работу. Оператор указывает тип соединения, которое подлежит обработке, а «мозги» оборудования самостоятельно подбирают необходимые режимы работы. Сварщику требуется только поднести электроды к месту сварки. Конечно, за такой удобный функционал приходится доплачивать.
Принцип работы аппаратов контактной сварки
Сущность метода контактной сварки состоит в том, что скрепляемые поверхности одновременно нагреваются до пластичного состояния и подвергаются механической деформации. Поэтому основных блоков в сварочном аппарате два:
1. Механический, включающий в себя:
- сами электроды (в машинах точечной сварки они выполняются в виде зажимных клещей, в машинах шовной сварки – в виде роликов);
- привод сжатия;
- привод вращения (для роликовых электродов);
- привод зажатия и осадки (для стыковой сварки).
2. Электрический. Данный блок состоит из:
- сварочного силового трансформатора;
- регулятора выходного напряжения, который переключает число витков в первичной обмотке трансформатора;
- вторичного контура, через который ток подводится к деталям;
- прерывателя первичной цепи для включения и выключения тока;
- регулятора цикла – устройства, задающего последовательность сварочных операций, их длительность, и регулирующего другие необходимые параметры.
Вспомогательные блоки:
- Пневмогидравлический – содержит фильтры, устройства для смазки движущихся частей, систему, подводящую воздух к приводу сжатия (штуцера, воздушные клапаны, вентили) и систему регулировки давления;
- Блок водяного охлаждения аппарата.
Принцип работы заключается в том, что область контактной сварки сжимается или прокатывается между двумя медными электродами, к которым подведен ток малого напряжения и большой силы. В некоторых аппаратах сила тока может достигать десятков тысяч ампер. Напряжение во вторичной обмотке низкое, и составляет менее 15 В. Сила сжатия между электродами варьируется от сотой доли ньютона до 100 килоньютонов.
Основными преимуществами этого метода являются:
- быстрота – обработка одного точечного или стыкового соединения занимает доли секунды;
- экономичность – не требуется кислород, защитный газ, присадка, почти не расходуются вода и воздух, медленно изнашиваются электроды;
- простота – возможность получить прочный и надежный шов при малом числе контролируемых параметров, что под силу даже неопытным сварщикам;
- безопасность – воздух не загрязняется вредным дымом, риск возгорания сведен к минимуму;
- возможность легко автоматизировать процесс и поставить его на поток.
К недостаткам способа относят:
- дорогостоящее оборудование;
- необходимость применения тока большой силы (свыше 1000 А);
- сложную технологию многоточечной сварки или сварки нескольких швов одновременно.
Кроме того, этот метод не всегда подходит для соединения поверхностей из разных металлов или сплавов, а также для металлов с малым переходным сопротивлением (таких, как медь).
Дополнительные опции
В случае, если аппарат выполняет регулярные продолжительные работы, то следует учитывать наличие системы охлаждения. Устройства с водоохлаждением и радиатором работают гораздо дольше, чем аналоги без охлаждения.
Для полноценной работы споттеру необходим пистолет и обратный молоток. Также всем сварочным аппаратам требуются медные электроды как расходные материалы. Если оборудование весит больше 13 кг, то ему следует докупить тележку для удобной транспортировки на колесиках.
Лучшие модели
По мнению многих людей, тесно работающих со сварочным оборудованием, следует отметить следующие модели.
| Название | Описание | Стоимость | Достоинства | Недостатки |
| Калибр СВА-1,5 АК | Лучший вариант цена/мощность, но не для «гаражного использования» | 13890 руб. | Процесс сварки проходит аккуратно Не требуется механообработка Мощная возвратная пружина | Верхняя консоль перегревается Тяжелый Сильно нагружает сеть напряжением 220В |
| FoxWeld KTP-8 3098 | Пользуется спросом при работе с крупными металлическими конструкциями | 15560 руб. | Большая рукоятка для транспортировки Малогабаритный Повышенная мощность тока при сварке | Люфтит Нагружает сеть Тяжелый Нерегулируемая мощность |
| Споттер FUBAG TS 2600 38 666 | Подходит для ремонта кузова автомобиля | 32620 руб. | Предупреждает о перегреве Четыре различных режима работы | Тяжелый Дорогой Нерегулируемая сила тока |
| Споттер RedHotDot HAMMER IT 275116 | Примечателен наличием числового управления. Подходит для эксплуатации в гаражных условиях. | 30168 руб. | Не нагружает бытовую сеть Малогабаритный Большая глубина расплавления и сварки | Высокая цена Тяжелый – весит больше 16 кг |
| FoxWeld MTP-25 3373 | Отличный вариант для производственных условий. | 67900 руб. | Прост в управлении Долговечный Клещи сжимаются с помощью педали | Очень дорогой Требуется специальная установка Необходима постоянная заточка электродов |
| WIEDER KRAFT WDK-6000 | Приемлемый вариант для автомастерских. | 65273 руб. | Наличие тележки Питается от 220В Повышенная надежность Может сваривать в восьми разных режимах Микропроцессорное управление | Очень дорогой Отсутствует вентилятор, охлаждающий механизм Габаритный (60х50х95 см) |
Применение технологии на практике
Электрическая точечная сварка позволяет создать образование неразъемного соединения кромок металлических деталей при помощи высокой температуры от проходящего электрического тока из инвертора и пластической деформации зоны их контакта при сжатии.
Она предоставляет сварщику уникальную возможность работать с широким диапазоном свариваемых толщин: от 1-2 микрометров до 30 миллиметров.
Архиважная роль при данном методе выполнения сварных операций отведена электрическому сопротивлению зоны соединения, поэтому его также называют электрической сваркой сопротивлением. Правила проведения сварочной операции контактным методом описаны государственными стандартами 15878-79.
Технология контактной сварки.
Достоинства применения точечной технологии сваривания очень широки.
Опишем наиболее значимые из них:
- на выполнение соединений металлических деталей требуется крайне малый промежуток времени;
- технология позволяет проводить операции с потреблением большой мощности;
- сварной процесс может быть автоматизирован, что позволяет интегрировать сварочные агрегаты для контактной сварки в производственные линии на крупных предприятиях;
- сварные швы, созданные таким методом, отличаются высокими эксплуатационными параметрами, вне зависимости от уровня квалификации мастера;
- при работе не требуются специальные материалы, особенные комплектующие: присадочная сварочная проволока, флюс, защитный газ и т.п.;
- электроды для точечной технологии доступны по стоимости и встречаются во многих специализированных магазинах.
Помимо точечной, большим перечнем достоинств характеризуются иные виды разновидности контактной сварки: стыковая, шовная и пр. Но именно точечная сварка наиболее распространена сегодня.
Она актуальна при изготовлении крупногабаритных строительных конструкций, космических агрегатов, миниатюрных полупроводниковых устройств, микросхем. Такое положение дел объясняется универсальностью контактного метода сваривания деталей из металла.
Практически все известные человечеству конструкционные материалы могут соединяться с помощью данной технологии в единое изделие: разнообразные виды низкоуглеродистой, легированной стали, жаропрочные, коррозионно-устойчивые сплавы, сплавы алюминия с иными металлами, магния и титана, т.п.
Также точечная сварка своими руками актуальная для выполнения ремонтных операций в небольших мастерских, СТО и т.п. С ее помощью собирают автомобили, железнодорожные вагоны, самолеты, возводят железобетонные конструкции, создают радиоэлектронные агрегаты.