Restoration by surfacing of the working surfaces of worn-out equipment parts made of alloy steel and cast iron, operating under wear conditions with minimal shock loads, is carried out using piece coated electrodes of the T-590 brand, which are called surfacing electrodes. Cutting teeth and fangs of excavators, parts of briquetting presses, blades of shot blasting devices, exhauster blades, plowshares and other products will always be in working order. Surfacing with this type of electrode allows you to save money on the purchase of components and significantly extends the service life of products that are equipped with expensive devices.
T-590 electrodes can be used in the agricultural, mining, machine tool, transport industries and at home. They are also used for surfacing protective coatings.
Let us consider in more detail the design, characteristics and nuances of surfacing work.
Special properties
If special alloying elements are introduced into the coating composition, they are thereby given high hardness.
However, a less plastic seam is obtained if it is not subjected to additional heat treatment. Calcination before welding need not be done if the storage conditions and periods have been met. In case of humidity, bake for 60 minutes at a temperature of 240-260℃.
Surfacing should be done in the lower and inclined positions with slight vibrations of the electrode or narrow beads. The current must be constant with straight polarity.
T-590 electrodes stand out from others in terms of characteristics and special properties. They provide a durable deposited layer that is highly resistant to abrasion by various solid particles.
Electrodes T-590
Electrodes in SaratovElectrodes T-590
For surfacing fast-wearing steel and cast iron parts of machines operating without shock load under conditions of abrasive wear
| GOST 10051 E-320Х25С2ГР | T-590 |
| For surfacing fast-wearing steel and cast iron parts of machines operating without shock load under conditions of abrasive wear. Surfacing is carried out in the lower position using alternating or direct current of direct polarity. |
| Electrode characteristics |
| Coating - special Deposition rate - 8-9 g/Ah Electrode consumption per 1 kg of deposited metal - 1.4 kg |
| Chemical composition of deposited metal, % |
| Carbon | Silicon | Manganese | Chromium | Bor | Sulfur | Phosphorus |
| no more | ||||||
| 2,90-3,50 | 2,00-2,50 | 1,0-1,5 | 22,0-27,0 | 0,5-1,5 | 0,035 | 0,040 |
| Hardness after surfacing without heat treatment - HRCе - 58-64. |
| Geometric dimensions of electrodes and current strength during welding |
| Diameter, mm | Length, mm | Current, A |
| 3,0 | 350 | 120-170 |
| 4,0 | 450 | 200-220 |
| 5,0 | 450 | 250-270 |
| They ensure the production of deposited metal with high wear resistance under conditions of abrasion by abrasive materials. The deposited metal has a tendency to form small cracks, which, as a rule, do not reduce the operational resistance of the deposited parts. |
| Technological features of welding |
| To avoid chipping, it is not recommended to surfacing steel parts in more than 2 layers, and cast iron parts in one layer. For surfacing of large thicknesses, the lower layers are deposited with electrodes of other brands, depending on the grade of the base metal. Calcination before surfacing: 220-270°C - 1 hour. |
| 3-320X25SGP-T-590-d-NG E-750/61-1-P42 | GOST 9466, GOST 10051 TU 1273-019-46204995-99 |
| The electrodes are certified by the certification center of Ukraine. |
xn--80aaag5b7acdc.xn--p1ai
Advantages and disadvantages
Characteristics of lb 52u electrodes
Regardless of the main purpose of any product or material, it has advantages and disadvantages. Model T-590 electrodes are no exception. The advantages of filler material, of course, include the fact that with their help you can easily restore working parts of construction equipment, whose working activity is directly related to constant loads.
The repaired part is practically no different from the factory version; this can be achieved thanks to the excellent characteristics of the T-590 surfacing electrodes.
If during the repair process of a product or part the work area is not subjected to high heat treatment, then the final result of the connection acquires a high level of strength. In addition to the basic chemical composition, various additional elements can be added to the structure of the material, making it very easy to select the composition for a specific part. It is worth noting that the surfacing material must be selected based on the chemical composition of the part to be worked with.
There are far fewer disadvantages than advantages. These include the following factors. The most important disadvantage is that the deposited material has a low level of ductility, therefore, due to this property, the area of use of the electrode is quite narrowed (it cannot be used in working with parts whose working activity involves constant changes in shape, etc.).
Also, filler material cannot be used in two layers, as this significantly increases the chance of cracks. However, they can also play a useful role by relieving the entire structure. Getting rid of them is quite easy after completing the basic procedure by brewing them.
Application
The main area of application of electrodes is repair. With their help it is quite easy to restore metal parts. Most often, this process occurs at the industrial level, but if you have specialized equipment, electrodes of this model can be used at home. With the help of surfacing material, it is quite easy to restore the surface of a failed product or part, if you have certain knowledge, therefore, there is no need to purchase new equipment. A product repaired using model T-590 electrodes is almost in no way inferior to the factory version.
Carbide electrodes for surfacing
Carbide electrodes used for surfacing help restore the geometry of many types of parts. UTP BMC, UTP 690 and ESAB OK 84.42 (discontinued) electrode brands are suitable for non-alloy steel. Surfacing of products made from carbide steels exposed to abrasive and impact can be done using Hilco Hardmelt 600, UTP PUR 600, ESAB OK 83.53 (discontinued). They are also suitable for restoring cutting measuring tools and mechanisms operating under high wear.
The metal layer deposited using a tubular electrode of the HRT 60/ХРТ 60 grade . It allows you to successfully work with hard alloys using electrodes HB 61 B/ХБ 61 Б, HBA/ХБА. With their help, track surfaces, cutters, and buckets are repaired. They have a high hardness of 55-63 HRC. These electrodes come in diameters of 3.2-12 millimeters.
Design and benefits
Technical characteristics of MP-3 electrodes
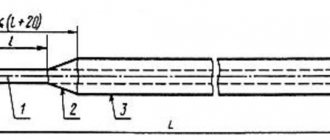
A surfacing electrode consists of a metal electrically conductive rod on which a coating is applied. A rod with a diameter of 3, 4 or 5 mm, a length of 350 or 450 mm is made of Sv-08 or Sv-08A wire. The coating composition includes gas-forming, molding, stabilizing, alloying and binding materials, which together ensure the quality of the deposited layer. Part of the surfacing rod is left open to provide metal contact between the electrode holder and the electrode. Surfacing products comply with the requirements of GOST 9466-75, 9467-75 and 10051-75, as well as European and international standards. Supplied in cardboard packaging weighing 1.3 and 5 kg.
Figure 1 — Electrodes T-590
The advantages of surfacing with such consumables include:
- high wear resistance of the deposited layer;
- the ability to apply a layer of any composition to products made of cast iron and steel;
- ensuring the hardness of the surfacing layer is at least 58 on the HRC scale;
- high productivity;
- extending the service life of products;
- possibility of operation after surfacing without additional surface treatment;
- efficiency.
Packaging and storage rules
The products are packaged in packs weighing 1 or 5 kg with a shell made of thick corrugated cardboard, covered on the outside with a protective polyethylene film.
Information labels are pasted on the outside, packs are stacked in 6 pieces. in boxes, large quantities are shipped by factories on Euro standard wooden pallets.
Products are stored in a dry place. Before use, the rods are calcined for an hour in an electric oven heated to a temperature of +240°...+260°C.
Packages with electrodes.
Conditions of use
Types and characteristics of monolith electrodes
In order to perform surfacing, it is necessary to clean the part being welded from dirt, oil and rust. Also, surfacing should not be carried out in more than two layers on steel parts, and in one layer on cast iron parts.
If the wear of the part is significant, it is better to use other electrodes for the lower layers, depending on the metal composition of the product.
You can deposit a preliminary layer with “Standard RC” and “Monolit RC” electrodes on steels such as low-alloy carbon steels. For steels alloyed with manganese, electrodes UONI 13/55 “Plasma” can be used.
The electrodes deposit metal with high wear resistance. It is prone to the formation of various small cracks approximately 2 mm in size. However, this does not reduce the quality and durability of the restored part.
T-590 electrodes are widely used in the mining, agricultural and transport industries.
Key points on surfacing with electrodes
The operating principle of the surfacing method is based on melting the electrode under the influence of a welding arc, creating one or several layers. How many there will be must be determined by paying attention to the properties of the part, depending on the requirements.
IMPORTANT! The chemical properties of the deposited metal layer, the composition of the electrode, must almost completely coincide with the characteristics of the steel of the part being repaired. This is important to consider when choosing a brand or type.
Good quality characteristics of the layer created by the welder are achieved depending on the depth of metal penetration. This figure should be minimal. This is important to take into account; it is necessary to achieve as little mixing of the welded steel as possible with the base steel. The welder must try to obtain a minimum residual stress and avoid deformation of the part he is processing. This requirement can be met only by observing the previous two, choosing the right electrode and minimal welding.
It is important to reduce the allowance values that are permissible during subsequent processing of parts after welding to the norms, and not to exceed them.
It is recommended to fuse a layer of metal with an electrode as much as required, and no more.
To prevent warping, it is best to carry out fusing in separate sections, and it is recommended to start laying each subsequent roller on the opposite side to the previous one.
Only by following these simple rules can protection of the deposited metal be achieved from the destructive effects of gases. The result is a dense layer that does not have pores, any types of cracks and foreign inclusions. It is also important to take into account that the surface of the part being repaired must be thoroughly cleaned of oil, traces of corrosion, rust and any other types of contaminants before starting surfacing work.
Features of work
To obtain a high quality final result of the work, it is necessary to strictly adhere to the entire technological process. It is imperative to carry out preliminary preparation of the filler material. It consists of preheating the electrodes in the temperature range from 300 to 350 degrees Celsius. Preheating should be done for approximately sixty minutes.
When working with filler material model T-590, you can use equipment that operates on both direct and alternating electric current. In the first case, absolutely any equipment will do; in the second, the unit voltage should not exceed seventy volts.
You also need to choose the correct size of filler material. This model is produced in rods and can have two types of diameter: 4 or 5 mm. Regardless of the size and model, the chemical composition of the filler material is identical, therefore, the operating mode must be selected solely on the basis of the required electric current required to melt the working surface of the product and the filler material itself. For the four-millimeter version, an electric current of approximately 200-220 Amps is sufficient. For the five-millimeter version, it will require slightly more - from 250 to 270 Amperes. If you do not comply with the above framework, the quality of the final result of the work will not satisfy the required parameters.
Specifications
Chemical composition of the metal included in the electrode, %
| Carbon | Silicon | Manganese | Chromium | Bor | Sulfur | Phosphorus |
| no more | ||||||
| 2,9–3,5 | 2,–2,5 | 1,–1,5 | 22,–27, | 0,0–1,5 | 0,035 | 0,04 |
Hardness of deposited metal
| 58–64 HRC |
| Surfacing productivity (with a diameter of 4 mm), g/min | Consumption per 1 kg of deposited metal, kg |
| 30 | 1,4 |
Packaging details
| Thickness, mm | Length, m | Number of electrodes in one pack, pcs. | Full pack weight, kg |
| 4 | 0,45 | 10 | 1 |
| 5 | 0,45 | 6 | 0,9 |
Features of the choice of surfacing modes
In order for the surfacing process to proceed correctly, and in the end everything works out at a high level, it is necessary to follow the correct procedures. Before welding itself, it will be useful to heat treat the electrodes, which is carried out for one hour at a temperature of 300-350 degrees Celsius.
Surfacing electrodes T-590 can be used with both direct and alternating current. Direct current can be used of any polarity, and alternating current must be obtained from a transformer with an open circuit voltage of 70 V.
Taking into account the fact that these electrodes in all their varieties have the same composition and mechanical properties, and differ only in diameter, the choice of mode will depend mainly on the current strength for melting the electrode. Almost all operations are carried out in the lower position, therefore, the data is indicated specifically for this type of work. For products with a thickness of 4 mm, when surfacing, the current strength should be selected from 200 to 220 A. For electrodes with a thickness of 5 mm, the current strength should be in the range of 250-270 A. If the conditions are not followed, the deposited material may not adhere reliably or melt the very base on which it is applied .
Electrodes t-590
This type of electrode (T-590 electrodes) is most often used for the following purposes: surfacing parts that operate under standard wear conditions under moderate shock loads. This is also surfacing in the down position and inclined position with alternating current. In addition to alternating current, direct current of straight polarity is also used. Surfacing by the so-called “bathtub” method is not excluded and is quite often used.
Such electrodes are characterized as follows: special coating, standard deposition rate of approximately 10 g/Ah, high deposition productivity for a standard diameter of 4 mm, electrode consumption per 1 kg of deposited metal - 1.5 kg.
The electrode is distinguished by the hardness of the deposited metal without any heat treatment.
The special properties that characterize this brand of electrode and set them apart from others include the following: ensuring the production of deposited metal with high wear resistance under conditions of abrasion by various components. The metal that is ultimately welded has a tendency to form small cracks of 1-3 mm in size, which, however, do not reduce the operational durability of the welded parts obtained as a result of the process.
Recommendations regarding the handling of this type of electrode include the following: it is desirable to avoid painting and, as a result, surfacing steel parts in more than two layers. If the parts are cast iron, then only one layer is needed. If the deposits are thick, the lower layers are deposited with electrodes of completely different brands. It all depends on the grade of the base metal. The following brands can be cited as examples: ANO-6, OZS-12 and OZS-6.
The calcination temperature before surfacing is from 180 to 210 degrees Celsius. The standard calcination time is two hours.
The symbols for this type of electrode include the following: E-320X25S2GR-T-590, GOST 9566-75, GOST 10051-75 and E-750/61-1-P42
Most often, the hardness of the deposited metal without heat treatment is characterized by the state HRCе-61.
These electrodes are on sale in large quantities and are very popular among buyers due to the universal properties that T-590 electrodes have. The quality of this type of electrode has been tested by time and confirmed by numerous tests, as well as user reviews.
For welding Aluminum
Price of MP-3s electrodes
elektrod-3g.ru
Nuances of surfacing work
- prepare products for surfacing. They must be heated at the temperature indicated on the packaging. The moisture content of the coating cannot exceed 0.8%;
- monitor the condition of the electrode coating. It should not have cracks, delaminations or contamination;
- prepare surfaces for surfacing. They must be thoroughly cleaned from any kind of contamination to a metallic sheen;
- select the correct surfacing mode. The strength of the welding current, where the process of applying the layer will be carried out, is selected taking into account the diameter of the consumable material. These data are indicated on the packaging and in accompanying documents;
- Surfacing can be carried out for products made of steel in no more than 2 layers, for cast iron - only in 1 layer.
The surfacing process can be seen in this video:
Advantages and disadvantages
The advantages of the products include the fact that they perfectly restore worn parts of working machines, which must meet special hardness conditions while maintaining the necessary characteristics. Thus, even after restoration, they will have good performance, as they did before the repair. In the absence of heat treatment, the weld material receives a high hardness of HRC 58-64. The presence of alloying elements allows you to more accurately select electrodes for the materials that require surfacing. All this increases operational efficiency and reduces downtime during repairs. It also reduces the need to keep spare parts in stock.
The disadvantages include the lack of ductility of the deposited material. Also, these electrodes are highly targeted and cannot be used universally for other purposes. When surfacing more than two layers of material, there is a risk of cracks, so other types should be used for subsequent surfacing. Cracks can have a beneficial effect, as they relieve stress from certain areas of the part, and once a crack has formed, it can be welded.