Uoni 13 55 electrodes are ideal for the arc welding process and important parts made of carbon-containing and low-alloy metals, in particular those used in low-temperature areas. This type of product has proven itself to be excellent when connecting serious metal structures, where it is necessary for the weld to have a high level of ductility and impact toughness.
Decoding the abbreviation Uoni
First, let's look at the name and find out where the name comes from. The decryption looks like this:
- U – Universal;
- O - Coating;
- N – Scientific;
- And - Institute.
- 13- №13
Those. this is a domestic development of a welding research institute, the name and number of which are fixed in the designation. The designation UONII is also found - the presence of an additional letter “I” indicates the Research Institute.
By the way! In the technical documentation, the correct designation is UONII; the requirements for this rule are specified in GOST 9466-75, but the name on the pack of electrodes may be UONI 13/55.
Specifications
Important parameters characterizing Uoni 13/55 welding rods can be reflected in the form of a table:
| Coverage type | Basics |
| Deposition factor | 9.5 g/Ah |
| Productivity (for electrode ∅4 mm) | 1.4 kg/h |
| Consumption (per 1 kg of deposited metal) | 1.7 kg |
An important point in familiarization is information on the mechanical strength of the weld and the chemical composition of the deposited metal, by which one can judge the possibility of use in a particular structure.
Well, the picture would not be complete without indicating the welding modes recommended by the manufacturer depending on the diameter of the electrodes and their spatial position.
Why SSSI electrodes are most in demand
A distinctive feature of electrodes of this brand is that they can be used at low temperatures. The main problems arise when the seam cools, and when it cools quickly, cracks, shrinkage cavities and other defects may appear. Subsequently, they will lead to the fact that the welded parts will simply separate from each other.
High quality, as well as the absence of defects during hardening, is due to the fact that the chemical composition of the resulting seam assumes sufficiently high ductility and impact strength. This will extend the life of this connection in the future, especially if the welded parts are intended to be used in harsh and frosty climates.
It is precisely on the basis of these useful properties and qualities that SSNI electrodes have gained such high popularity among users.
It is worth noting that this connecting material is considered more professional than, for example, ANO. Therefore, it will be quite difficult for an ordinary person to work using this brand.
Features of application
The main technical characteristics of welding electrodes Uoni 1355 consist of the following items:
- for welding with these products you need to use reverse polarity current;
- a special coating of carbonates and fluoride formations, through which the weld practically does not contain gases and other unnecessary impurities;
- Low-carbon steel is used for the rod, which contributes to the long durability of the seam;
- the coating does not contain various organic compounds, due to which such electrodes have a low level of exposure to moisture;
- During the manufacturing process of electrodes, the formation of various irregularities, cracks or swellings is completely eliminated.
We recommend! Difference between UON and MR electrodes
The above factors contribute to the creation of a seam that is not subject to aging and loss of its properties under different temperature conditions.
When welding with electrodes, it is necessary to control the cleanliness of the parts being joined, because the presence of traces of rust or various oils will cause the appearance of pores, and the connection itself will not be reliable. In addition, “stretching” the arc also negatively affects the quality of the weld.
The key competitive advantage of such products over analogues is that the weld is produced with a low hydrogen concentration and is more resistant to the appearance of microcracks during the crystallization process. The most effective result when carrying out actions with Uoni 1355 electrodes can be obtained when welding with a small arc using the supported method.
According to GOST 9466-75, the weight of products in a pack should not exceed:
- 3 kg – for product diameters up to 2.5 mm;
- 5 kg – for a diameter of 3.0 – 4.0 mm;
- 8 kg – for diameters over 4.0 mm.
Features of working with electrodes of the UONI 13 55 brand
The versatility of the spatial position of the weld for this type of electrode is achieved by using a special type of coating and a special composition of the metal core. Thus, when forming a layer of metal deposited on the joint surface, grade UONI 13 55 must have the maximum content of the following components in the weld metal:
- carbon – no more than 0.1%;
- manganese – permissible amount not more than 0.9%;
- silicon components up to 0.37%;
- maximum permissible amount of sulfur 0.3%;
- phosphorus, not more than 0.027%.
During the welding process, the weld pool is formed in a small cloud of shielding gas, this leads to the fact that the seam is formed with very high plasticity. It is relatively easy to form, but when cooled it has the property of high impact strength. A deep, homogeneous connection that does not contain holes and cracks has a longer aging process and the formation of mechanical and corrosion damage.
Working with electrodes of the UONI 13 55 brand requires compliance with some specific features, which significantly improve the quality of the welded joint and ease of use - the initial ignition of the arc is easy, subsequent ignitions do not require additional effort and are carried out with a stable, powerful welding arc. However, such convenience of working with this type of welding electrodes is achieved primarily by preparing the electrodes by calcination. For 60 minutes, the electrodes are calcined at a temperature of about 320 degrees. Such preparation for use allows you to obtain a tool ready for work, while the temperature directly during operation does not play a special role, the weld pool is formed correctly, and the metal practically does not form spatter. As a result, calcined electrodes do not form a slag layer of heterogeneous composition; it is separated easily, in large fragments.
Scope of application
The versatility of use and excellent quality of connection results allow the use of welding electrodes UONI 13 55 in places of critical work that require reliable connection and at the same time ease of use:
- welding of reinforcing frame of reinforced concrete products;
- pipeline repair work;
- sealing tank ruptures;
- elimination of cracks without a through metal defect;
- installation work of critical load-bearing structures
- deposition of a metal layer.
Calculation of the use of welding electrodes of this brand, the characteristics of the connections of which allow one to take into account the tensile strength of more than 490 N/mm2, makes them indispensable for stressed structural elements. And the impact strength of the formed seam in calculations is determined as 127.4 J/cm2.
In many ways, the efficiency of work is determined by the correspondence of the welding current to the diameter of the electrode and the plane in which the welded seam will be located. The magnitude of the current also affects other indicators, for example, the speed of metal deposition and the consumption of electrodes for this operation. So, to surfacing 1 kg of connecting weld at normal air temperature, you will need 1.65 kg of electrodes of this brand, and the yield of deposited metal will be about 93% of the mass of the rods.
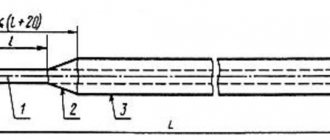
The smallest diameter produced by the electrode industry UONI 13 55 is a rod diameter of 2 mm, then the dimensions are as follows - 2.5 mm, 3 mm, 4 mm, 5 mm and 6 mm. The length varies from 300 mm to 450 mm, the dimensional increment is 50 mm.
The practical application of UONI 13 55 electrodes depends on the diameter and position of the weld. For diameters 2 - 2.5 - 3 and 4 mm, all three positions are used, but for 5 and 6 mm this is basically only the lower and vertical position of the seams.
The welding current for work in the lower position is slightly higher than for other types. Thus, for vertical and ceiling types of welding work with electrodes of this brand, a welding current of 130 to 160 amperes is applicable, but for the lower position it is determined from 160 to 190 amperes for electrodes with a diameter of 4 mm.
Calcination procedure for welding electrodes Uoni 13/55
The main task of calcining electrodes is to reduce the moisture concentration in the coating.
Absolutely every package of electrodes must be sold together with a quality certificate and instructions, which describe the calcination procedure in some detail. Failure to comply with the recommendations given may deteriorate the quality of the products themselves, and as a result, the quality characteristics of the weld.
In a situation where there are no instructions for a variety of reasons, you must follow the recommendations described below:
- To ensure a stable burning process of the welding arc, and, accordingly, a decent level of the seam, the calcination procedure must be carried out only before use.
- If the welding electrodes have not been used within 8 hours after calcination, this process must be repeated.
- It is allowed to calcinate the same electrode no more than 3 times, and the total amount of calcination time should not exceed 4 hours.
- To carry out the correct calcination process, the electrodes are first placed in special boxes, and only then placed in the oven. The temperature range in the oven should be 250 – 300C.
Attention! If at least one condition is violated, the product becomes unsuitable for use.
Features of SSSI calcination
- It is important to heat the oven to 250-280 degrees, and also to ensure uniform calcination of the electrodes. This is achieved using special containers.
- It is forbidden to keep the electrodes in the oven for more than 4 hours, or to calcinate them more than three times.
- After calcination, the electrodes should be used within 8 hours. After this time, the event should be repeated.
If everything is done correctly and clearly, without violating technology, the quality of the seams will be at the highest level. The welder will receive a stable arc without the electrode sticking to the surface of the parts being welded.
Manufacturers
Manufacturing technology and chemical composition may vary slightly, depending on the manufacturer, among which are the following large companies that guarantee high-quality materials:
- ESAB;
- LEZ;
- Monolit;
- SZSM;
- Special electrode;
- Inforce.
Attention! When purchasing, be sure to request a certificate of compliance of electrodes with regulatory requirements, in particular GOST 9466-75, or a certificate of certification of welding materials in accordance with RD 03-613-03. They are issued by the Federal Agency for Technical Regulation, or certified by the National Welding Control Agency.