When can you solder silver?
Silver is a fairly soft metal, so products made from it often break. For example, a broken chain, earrings or a cracked silver ring are simply taken to a jewelry workshop. But with certain soldering skills, it is quite possible to repair the product at home.
Jewelry made of silver with tin must be soldered very carefully so as not to spoil it. Silver has its own characteristics and working with it occurs somewhat differently than, for example, with tin, which is familiar to repairmen.
Silver Soldering Tools
Types of solder for silver
It is extremely important to select the correct silver solder. Scrap silver cannot be used as solder, since the solder must have a lower melting point than the material that is supposed to be soldered.
The melting point of silver is +960 degrees Celsius.
Such a refractory metal requires special solder. As a rule, these are alloys of silver with other metals. Such alloys are close to silver in terms of reliability, strength and resistance of the solder joint to corrosion.
The higher the percentage of silver, the stronger the solder is considered. Depending on the change in the proportion of silver, the melting point, density, and resistivity also change.
In this regard, PSR-3, PSR-10, PSR-15, PSR-25 are most often used (the number means the silver content as a percentage). If special connection strength and high corrosion protection are required, then you can take PSR-72.
There are powdered solders on sale, as well as those consisting of individual pieces 2-3 mm in size. Sometimes solders are found in the form of wire or sheets. In this case, you will need to prepare pieces of the required size yourself using nippers.
For high-quality soldering, it is necessary to ensure that oxides are removed at the joint using flux. The easiest way is to make your own flux from powdered borax (sodium tetraborate decahydrate) and potash (sodium carbonate). The components should be mixed in equal parts, after grinding the borax crystals into a fine powder.
You can also use the more effective store-bought flux PV-209, which has increased activity. It consists of boric anhydride (up to 35%), potassium fluoride (up to 42%) and potassium tetraborate (up to 23%). To obtain the required consistency, this flux should be diluted with water or glycerin.
One of the most common ready-made fluxes is rosin. This substance is a special resin that forms a film at the soldering site, which prevents contact with surrounding oxygen.
Soldering iron
When soldering, it is necessary to create a reliable connection between the parts. If the power of the soldering iron is insufficient, a cold solder will form and the connection will be no stronger than glue. Typically, a soldering iron can only join small parts using a small amount of silver solder. An example in the next video.
Gas-burner
To fully melt silver solder, it is better to use a compact gas burner with a flame temperature of up to 1300 degrees Celsius.
Most often, such burners are fueled with propane, but a butane-propane mixture is also allowed. To obtain higher temperatures, acetylene-based gas mixtures are used, which produce a flame with a temperature of about 2000 degrees Celsius. To solder silver items, ordinary propane is sufficient.
Propane is often sold in a can. The burner has a special adjustment system and a burner tip to ensure that the flame is supplied directionally and evenly. You can also adjust the flame using nozzles. For soldering, you can install a nozzle with a flat nose.
A few words about fluxes
The purpose of fluxes is to protect the soldering metal from the effects of oxides by isolating the soldering area from air. The most common composition of fluxes for repairs is a mixture of potash and borax in equal proportions; sometimes soda is used instead of potash.
To obtain powdered borax, you must first dry the aqueous solution of borax. It is better to do this on a regular gas stove in a porcelain evaporation container.
Once the solution turns into crystals, they need to be ground to a powder. Flux must be removed after soldering with a weak heated acid solution.
Methods for soldering silver
The process of soldering silver is not much different from soldering other metals, however, there are some nuances when working with a soldering iron as opposed to a gas torch.
Soldering silver with a soldering iron
You must first install a thin tip on the soldering iron. If the soldering iron power is 40 - 60 W, then it is recommended to use PSR-3 solder, the melting point of which is 315 degrees Celsius. This solder is also convenient because it contains a resin that acts as a flux and protects the alloy from oxidation.
Basic properties
Solder wettability
This term means the adhesion of molecules of a liquid melt to a solid surface, the degree of which determines the fluidity of soldering. For good soldering, liquid solder qualitatively wets the surface where soldering occurs, and its boundary forms an acute angle.
Dried flux can only be removed by mechanical cleaning, because additional alloy has appeared. If a drop of molten substance forms an obtuse angle with the surface, then this indicates unsatisfactory wetting quality, which is counteracted by dirt, grease stains or a metal oxide film.
Options for wettability of soldering surfaces with molten flux.
Melting temperature
The main criterion for choosing high-quality alloys is that they must come into a liquid state earlier than the structures being joined, and the melting point of the solder differs significantly from that of another type, for example, those containing lead impurities.
The presence of different impurities affects the ability to melt at the same temperature, for example, POS-40 melts when it reaches 238 0C, but there are refractory solders and special devices are used for their melting.
Solder joint strength
It is worth noting that solders made from alloys of silver with copper and zinc are quite universal and can solder any metals. Silver solder has the advantages of high strength, flow rate, wettability and corrosion resistance. A soldered joint with tin containing silver is stronger than lead. The disadvantage of silver solder is its high melting point and significant cost, since silver is a precious metal.
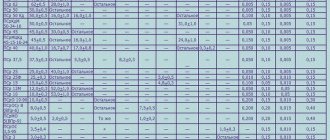
The strength characteristics of PSR-1.4 solder in comparison with other solders are shown in the table below. Even a 1.4% silver content in the solder significantly increases tensile strength while maintaining a low melting point.
The number in the name of the solder indicates the percentage of silver in it. Thus, alloys PSR-2.5, PSR-15 and PSR-25 can be used for soldering products that do not experience significant loads on the seam. To obtain a high-strength connection, PSR-45 solder is used, consisting of 45% silver, 30% copper and 25% zinc. It has high viscosity, malleability and fluidity. The solder joint will be resistant to corrosion, stretching, vibration and shock. Solders PSR-65 or PSR-80 have even higher strength properties, but have a high cost.
It must be said that silver solder is very difficult to find on sale, but you can make it yourself. How to make silver solder yourself and how to solder with a gas torch can be seen in the video.
Silver is a precious and noble metal used for various purposes, including making jewelry. For example, a chain made from it is an attractive and classic piece that can be worn as a bracelet or necklace. True, despite the strength of silver, jewelry made from this metal can be quite fragile and even break. But many of them are easy to restore; the main thing is to know how to solder silver at home.
Application area
POS 40 is used for low-temperature soldering with direct use of solder. It is more economical compared to high-temperature or composite. Provides a fairly reliable and durable connection.
This additive is used to solve the following problems:
- thermal connection of metal parts, mainly brass, tin;
- connections of elements of electrical and radio-electronic equipment that do not have high thermal indicators;
- elimination of cracking and breakdowns in copper and galvanized containers that will not be subject to heating.
Solder welding POS 40
It is widely used at enterprises in the electrical and radio-electronic industries for securing parts on printed circuit boards and hardware housings. It allows for a reliable connection and excellent electrical conductivity. It is used to solder and tinning the leads of parts (resistors, capacitors, legs of microcircuits and transistors), and connecting wires. Soldering of copper cores of multicore wires and cables is carried out. The copper lugs are tinned and soldered to the cable sheath (steel or lead). Despite the difference in metals, the connection is quite strong.
It allows you to seal seams in various vessels and eliminate leaks in pipelines through which non-reactive liquids pass. Due to its low melting point, it is widely used for tinning areas of metal that need to be prepared for subsequent soldering. The presence of only tin and lead in the additive makes it possible to obtain a reliable connection after cooling. For soldering products made of brass, iron or copper, rods with a diameter of 8 millimeters are used.
Technologically, the process of tinning and subsequent soldering does not cause difficulties and does not differ from technologies for working with other solders. To obtain a high-quality connection, it is advisable to carry out preparatory work. They consist of degreasing the soldering surface and pre-tinning. The soldering iron or soldering station is selected in such a way that the melting temperature of the solder can be ensured. That is, the melting temperature of the solder must be lower than the melting temperature of the parts being soldered, otherwise not soldering will occur, but complete diffusion. In this case, you will not be able to obtain a reliable connection. For POS 40 solder, it is also necessary to take into account the solidus temperature (melting point of the lowest melting component of the additive) and the so-called liquidus temperature (the lowest temperature at which the solder becomes liquid - for POS 40 this is 238 ° C).
This temperature is sufficient to completely melt the additive, warm up the metal part well, and ensure a reliable connection due to its inherent fluidity and excellent wettability.
In addition to heating devices, to ensure high-quality soldering, it is necessary to select a flux for POS 40. When choosing a flux, the following compatibility parameters should be taken into account: type of flux, soldering temperature range, aggressiveness and state of aggregation. In practice, two types of flux are used with POS 40: active or passive. The first type allows you to remove any oxides from the metal surface. This occurs due to their dissolution. However, the surface layer of the metal itself also dissolves. Such fluxes are hydrochloric acid, zinc chloride and ammonium chloride. Passive fluxes do not have this disadvantage. With their help they only protect the place of future soldering from possible corrosion. Prominent representatives of this class are the well-known wax and rosin.
Features of technology for joining metal products
To connect them together, a more fusible metal is used. The soldering process may vary depending on the conditions in which the product will be used and the type of metals to be fused. For example, repairing jewelry and bonding printed circuit boards in electronics are done in different ways. However, many people are more interested in how to solder silver at home.
Selection of material for joining metal products
Solder for soldering silver can be purchased at any hardware store. It is better to give preference to refractory substances whose melting point is at least 240 °C. In this case, it is advisable to use specialized soldering paste or alloys marked PSR-2.
You can make your own solder for joining silver products. It must include the following metals:
These components can be melted in a submerged muffle furnace. The resulting mixture must be poured onto a substrate, and then passed through a rolling machine to create plates about 0.5 mm thick.
To create permanent connections between parts, strips with a width of about 1-3 mm are used. Pieces of the required length are cut from them. During soldering, air is exposed to the area being joined. To prevent oxidation and other negative reactions, it is necessary to use flux (colophonium). When the solder is heated, it is moderately distributed throughout the metal, isolating the welding area.
How to solder silver with a soldering iron?
Before soldering silver at home, you need to prepare flux and solder in advance. Often when joining components containing silver, 60% tin and 40% lead are used. This solder begins to melt at a temperature of 180 °C.
But before you start soldering silver, you should clean the surfaces of the products and remove from them the film of oxides that has appeared over time. In such a situation, the solder ensures internal fusion with the silver.
The soldering area of the silver product must be heated well to exceed the melting point of the metals for the connection, using a powerful soldering iron. On top of that, it is recommended to isolate it from oxygen air. Flux will help to achieve the best result, creating a protective film over the junction of the components. When the solder melts, colophonium will be distributed evenly over the metal plane.
When using a soldering iron to join silver jewelry, it is necessary to use high-temperature solder that matches the test of the metal.
Varieties
Silver-containing solders are divided into groups based on the proportion of silver they contain .
Compositions containing up to 40% base metal are used when joining parts made of steel and non-ferrous alloys. The strength characteristics of this material make it possible to solder workpieces no thicker than 3 mm.
Solders containing 40-60% Ag are suitable for soldering copper, nickel and steel in structures subject to heavy constant and variable loads.
The high content of the base metal allows the use of silver solder for critical high-load connections, contacts in electrical engineering and electronics, band saw blades and the like.
Joining silver items with a gas torch
Before you learn how to solder silver with a cassette torch, you need to make sure there is a fan to ventilate the room before starting work. To reduce the amount of smoke generated during the soldering process with a torch, you will have to not only turn on this device, but also open the windows. When joining metal jewelry, it is important to keep strong jets away from the work area, otherwise the cooling procedure may lead to problems during soldering.
Before soldering silver at home with a gas torch, you will need containers of water to rinse the products after bonding. Moreover, the metal parts must fit entirely into them.
It is better to solder silver jewelry with a torch that has a flat tip, since a pointed one will quickly remove heat. The metal joining process requires the following steps:
- First of all, the elements to be soldered should be placed on a fire-resistant surface. The main thing is to ensure rigid fixation of the parts relative to each other. To do this, you can use nichrome wire and clamps.
- Then the surface of metal products is cleaned of oxide films and covered with a thin layer of flux.
- After this, the soldering process begins. It is necessary to place a little solder at the welding site. The burner should be brought to the side of the part, carefully heating the joint area.
- To fill cracks, you need to use solder with a small silver content. But for a more durable connection, on the contrary, it is better to use solder with a large inclusion of silver.
- Then finishing is done. The products must be thoroughly cleaned of flux, and excess solder must be removed with a needle file or sandpaper. The surface of the silver product can only be coated with an acid solution to brighten and blacken it.
Preparation of solder at home: features and algorithm
Soldering with silver solder at home also involves the reverse process - the transformation of liquid metal into a solid state. First, it is important to completely melt the silver, then it is cast into the ingus. All work is divided into three stages: making a spoon - a melting pot, adding flux, placing the charge in the spoon, melting the starting material, placing it in the ingus.
Place a small cardboard rectangle at the bottom of the spoon, then a slightly larger plate so that it wraps around the edges of the spoon. Then the cardboard sheets are fried with high quality. The stock must be concave to achieve the desired result. The process of melting solder at home is lengthy, so you will have to be patient. Sorting of the charge is carried out on jewelry scales. The master will need the following materials:
- electronic jewelry scales;
- 20 g of 916 silver scrap;
- 875 silver scrap;
- pure silver (12 grams);
- borax;
- metal for solder;
- gas-burner
The entire mixture is divided into several piles of 18-20 grams. Mix silver and 875 grade scrap. One melt will require approximately 6 grams of scrap and 42% pure metal. Using a magnet, it is cleaned of iron impurities.
To make solder, use 875 silver and copper, the ratio should be 4 to 1 (you will need a silver fifty-kopeck piece and three copper coins). For flux, borax is used in a ratio of 1 to 10. Next, the flame is adjusted. Too much heat is not recommended as this will cause the metals to burn rather than melt. Place a spoon over the gas burner. During the melting process, the color of the silver changes and it flows to the bottom.
Next, place the ingus near the flame to warm it up. For high-quality melting, it is first lubricated with wax. The melt should not be allowed to cool and become shiny; this will negatively affect the technical characteristics of the solder. Liquid metal is slowly poured into the heated ingus. Then cold water is turned on. After the block has completely cooled, it is pulled out by turning the mold over. Asbestos or cardboard covering can be used for 3-5 swimming trunks.
A few recommendations
Do not use too much solder to avoid lumps. If they do form, they must be removed with a nail file. If an acid solution spills on clothing or skin, immediately rinse the area with plenty of cold water.
Soldering of any metal is based on knowledge of its physical and chemical properties. This also applies to silver. The transition temperature of this metal from solid to molten state is +960 degrees. This is an ideal indicator.
In practice, when soldering, you have to deal with alloys, and the melting temperature here directly depends on the components, as well as their percentage. Soldering silver requires care, and before starting it, it’s a good idea to practice on inexpensive products.
What kind of solders are used?
Silver solders are used for soldering silver objects, including in industry. They are an alloy of silver with other metals and are characterized by reliability, strength and, most importantly, resistance of welds to corrosion.
The most popular are PSR-10, PSR-15, PSR-25 (the number at the end reflects the precious metal content as a percentage). And to enhance anti-corrosion protection during soldering, for example, PSR-70 can be used.
The brands differ from each other not only in composition, but also in density, melting point, and resistance to electricity.
Solders can be sold in the form of ready-made powder or cut into pieces of 2-3 millimeters. You can also find solders in the form of wire or solid sheets - in this case, you will have to cut the pieces of the required size yourself (this is easy to do with ordinary wire cutters).
Chemical composition
The process technology is based on the use of silver solder intended for step soldering. Considering that the solder must withstand temperatures up to 600 °C, its components are: 33% cadmium, 30% silver, 16% zinc, 20% copper. The composition is quite fragile and cannot withstand vibrations. By increasing the amount of silver to 52%, a fluid mixture is obtained that can withstand multi-stage soldering.
Soldering tool
Almost anyone may need to solder a piece of silver jewelry, such as a silver ring with a crack or a broken chain.
Of course, you can turn to a professional jeweler, but such services can be quite expensive.
It is much more economical to do the soldering yourself. This is quite a delicate job, but with due care and minimal soldering skills, it is quite possible to complete it.
Usually in such cases they use an electric soldering iron or a gas torch. The quality of silver soldering will depend on the temperature that the working tool can provide.
It is interesting that not all electric soldering irons provide a melting temperature sufficient for soldering with silver solders.
For example, if an electric soldering iron is designed for solders with a melting point of up to +350 degrees, then it will not be suitable; a much higher temperature is needed here.
In addition, to solder jewelry made of silver of a particular standard, jewelers use special electric soldering irons with thin tips (although standard-sized tips are also suitable for one-time soldering).
Preparation of materials
Before soldering silver jewelry at home, you should prepare, in addition to the soldering tool, the appropriate solders and flux.
In this case, the best flux for soldering is colophonium - a special resin that forms a film over the soldering area and does not allow reaction with surrounding oxygen.
If you can’t find colophonium in stores, you can make flux for jewelry silver yourself. This flux will contain two elements:
- borax (sodium tetraborate decahydrate);
- potash (potassium carbonate).
They need to be combined in a one to one ratio. Borax for soldering should be purchased in powder form, and not in the form of an aqueous solution (otherwise it must first be dried). The process of preparing this flux is quite simple: borax crystals are ground in a mortar and mixed with potash.
The silver jewelry itself also needs preliminary preparation - it must be cleaned and treated with alcohol (degreased).
Working with titanium
For soldering refractory metals and alloys, the capabilities of most of the described solders are insufficient. Completely different high-temperature components are needed. Such a chemical element is titanium, which has a melting point of about 1700 °C.
It forms strong seams even on products with oxide residues. The process must be carried out in an atmosphere of pure argon or helium with a significant decrease in pressure in the working area.
High-temperature compositions of titanium and copper, nickel, cobalt, and other metals exhibit the properties of eutectic systems. They themselves are brittle and are used in the form of powders and pastes.
It is not possible to produce wire, tapes, or strips from these alloys. It is impossible to work with a soldering iron with refractory composites.
In some cases, contact melting technology is implemented in practice. A foil made of titanium or its alloys is placed in the gap of the product to be soldered.
When the temperature reaches 960 ℃, the formation of a eutectic alloy, which plays the role of solder, begins and when the reading reaches 1100 ℃, it ends.
Products subject to operation at very high temperatures must be soldered using alloys with silicon and iron additives. To implement such technological processes, powerful energy sources are needed.
The required temperature is achieved in vacuum furnaces and plasma torches. You can use the electric contact method or exposure to an electron beam for this purpose.
High-temperature soldering of parts is a labor-intensive process that requires special knowledge and qualifications. Having good auxiliary means, the equipment can cope with a production task of any degree of complexity.
How the process itself works
Silver jewelry should be placed on a suitable surface that has low thermal conductivity and will not be destroyed by exposure to high temperatures, such as brick.
Then the place where the weld will be located needs to be coated with flux and a piece of solder placed there.
Now you can take the burner and smoothly move it towards the product. The treated area should warm up evenly. And as soon as the flux has completely melted, the heat must be increased and soldering continued until a truly reliable seam is formed.
If the solder and flux suddenly run out, you need to carefully add new portions of them to the same place.
Upon completion of soldering, the product must be cleaned of flux and solder residues. Sandpaper is suitable for solving this problem. Additionally, the surface of silver can be treated with a solution of citric acid for brightening or with an iodine solution for blackening.
Do not forget that soldering must be carried out in a ventilated area, and the person performing this operation must be protected by a mask or goggles