Design features
The thread cutting process when using lathes, drilling and milling machines, when processing is carried out by a person and not by a program, is very complex. Only highly qualified craftsmen can create threads with the specified parameters in accordance with GOST. When it became possible to use thread-cutting chucks with heads, the process of creating threads with taps became somewhat simpler. This is due to the following design features:
- Axial compensation system – compensates for the difference between the set feed and the pitch of the installed tap. This feature makes it possible to use drilling machines to create a threaded surface in a cylindrical body in accordance with GOST.
- A safety clutch installed inside regulates the transmitted torque. Ball coupling. Such a safety element allows you to configure the most optimal processing mode for various alloys. If the requirements specified by GOST require great accuracy, the torque is reduced, the processing speed drops, but higher accuracy is achieved. In addition, it is important to consider what material the taps are made of. Reducing torque is a measure to protect the tap from breakage.
The safety mechanism is activated when the tap stops. If it is not there, then the cutting tool may break due to the resulting load.
Threading safety heads with taps
Safety chuck for thread cutting Soviet patent 1955 according to IPC B23B51/12 B23G1/46
SAFETY CHUCK FOR THREADING
Declared on March 13, 1954 under No. 6902/450679 to the Ministry of River Fleet
The invention is a safety cartridge intended to prevent breakage of the tap when cutting threads in the event of jamming or sticking into the bottom of the hole being cut.
Cartridges for protecting against G()L (lights of taps, spsr.ch, etc. of tools are known. OiHi have the disadvantage that when turning the shank connected to the steel relative to the tool holder, their torque value remains unchanged, operating it while working.
We describe the Y1 p safety guard. The Y1 cartridge, having a simple design, ensures a reduction in the torque transmitted to the tool in the event of its jamming in the hole being cut, as a result of which the tool is protected not only from breakage, but also from further jamming in the workpiece.
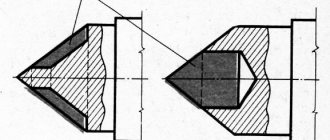
The drawing shows a safety cartridge according to the invention.
The body / is threaded to the shank (.T015IKOM 2 m is kept from rotating relative to the shank at a given torque
ball 3 sitting in guide sleeve 4.
The pressing force of the ball is regulated by a screw spring 5, which is acted upon by a shaped nut 6.
The tap holder 7 is fixedly attached to the body /.
When the tap jams or stops at the bottom of a blind hole, the ball L is caught in the holes and the shank 2, rotating relative to the body /, will also move in the axial direction, being screwed into it along the thread, which protects the hole of the shank from being broken by the screw and reduces the torque acting on tool.
When the shank rotates in the opposite direction, the ball jumps into the hole again, the body begins to rotate along with the shank, and the tap is unscrewed from the product.
Subject of the invention
Safety chuck for thread cutting, specifically HI and PS in that, in order to protect the tap from breakage and further jamming in the product under the influence of a continuously acting torque, the chuck shank is connected to the chuck body at
No. 101507- 2 threads, pslestnme. whereby when the tap stops or jams, the ball lock is turned off, and the cartridge shank, continuing to rotate, moves relative to the cartridge body in the axial direction, preventing the lock from falling into the hole again, as a result of which the torque acting on the tap is reduced.
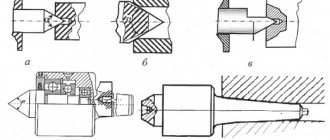
Principle of operation
Safety heads, which are used when operating a drilling machine, consist of the following elements: a metal body, a driver, a bushing, several balls, a disc spring and a regular spring, a nut, a sleeve, a washer, and a locking ring.
All components make it possible to create a safety structure to protect the cutting tool from the strong impact of rotating force.
The operating principle is as follows:
- There is a special socket for the tap, which has a square shape. The socket is represented by a hole in the body and a special bushing.
- Clamping of the cutting tool occurs due to the balls and the movement of the sleeve under the action of a spring.
- The main movement, axial, transmits torque to the body through balls and a driver, which are pressed by disc springs and a ring.
- A special nut changes the deformation rate of the disc springs, which causes a change in the transmitted torque.
The safety head is supplied with specific settings for steels in accordance with GOST 1050-88. To adjust their operation, provided that the workpiece is made of other metals, the adjusting nut is tightened.
Drill chuck design
If we consider the design of a cam-type chuck, it includes the following main elements:
- frame;
- nut with cage;
- screw shank with left-hand thread;
- ball bearing between the nut and the shank;
- fists.
Three grooves with cams (clamps) are milled in the cage; there are also 3 L-shaped grooves in the upper part of the screw. The latter provide a movable radial connection between the clamps and the screw. Rotation is carried out using a key, which engages in gear engagement with the holder. The end part of the key is fixed in the cartridge body.
When the tail part rotates, the screw makes axial movements, giving the chuck clamps radial-axial movement. The cams slide inside the body and along the side of the holder, securing the tool or freeing it from compressive forces.
Read also: How to replace a field-effect transistor with a bipolar one
During the drilling process, the chuck shank rotates in its body in a clockwise direction. Thus, a tightening force is applied to the screw, which increases the fixing force of the tool. When changing a tool, the holder rotates counterclockwise using a key, thereby opening the jaws.
Advantages and disadvantages of using threading chucks
The advantages of thread-cutting chucks include:
- High quality processing when using taps.
- Possibility of reducing costs through the use of equipment that performs not only thread cutting work.
- Preset indicator of transmitted torque according to GOST.
- Possibility of adjusting operation using a special nut.
- Quick change of cutting tool together with safety head.
- Possibility of use with a safety device that will protect the cutting tool from the harmful effects of high torque.
- The processing can be carried out by a master who is not highly qualified.
Among the disadvantages, one can note only the increase in the cost of parts, as well as the specialization of a large number of models of the equipment in question for cutting right-hand threads.
Threading chucks with automatic reverse
Sort by price (descending) | name (desc.)
| Photo | Name | Price | Quantity | |
| Threading chuck KM 2 for taps M3-M12 “SOVIS” | In stock | RUB 5,650 (VAT included) | Add to cart Compare | |
| Threading chuck KM 2 for taps M12-M24 “SOVIS” | In stock | RUB 5,870 (VAT included) | Add to cart Compare | |
| Threading chuck KM 2 for taps M3-M12 (according to DIN 371/374/376) with a set of safety heads “SOVIS” | In stock | RUB 14,680 (VAT included) | Add to cart Compare | |
| Threading chuck with automatic reverse KM 2 for taps M3-M12 “SOVIS” | In stock | RUB 18,960 (VAT included) | Add to cart Compare | |
| Threading chuck KM 3 for taps M3-M12 “SOVIS” | In stock | RUB 5,650 (VAT included) | Add to cart Compare | |
| Threading chuck KM 3 for taps M12-M24 “SOVIS” | In stock | RUB 5,870 (VAT included) | Add to cart Compare | |
| Threading chuck KM 3 for taps M3-M12 (according to DIN 371/374/376) with a set of safety heads “SOVIS” | In stock | RUB 14,680 (VAT included) | Add to cart Compare | |
| Threading chuck with automatic reverse KM 3 for taps M3-M12 “SOVIS” | In stock | RUB 18,960 (VAT included) | Add to cart Compare | |
| Threading chuck with automatic reverse KM 3 for taps M10-M20 “SOVIS” | In stock | 27,000 rub. (VAT included) | Add to cart Compare | |
| Threading chuck KM 3 for taps M12-M24 (according to DIN 374/376) with a set of safety heads “SOVIS” | In stock | RUB 21,680 (VAT included) | Add to cart Compare | |
| Threading chuck KM 4 for taps M3-M12 “SOVIS” | In stock | RUB 5,650 (VAT included) | Add to cart Compare | |
| Threading chuck KM 4 for taps M12-M24 “SOVIS” | In stock | 6,320 rub. (VAT included) | Add to cart Compare | |
| Threading chuck KM 4 for taps M3-M12 (according to DIN 371/374/376) with a set of safety heads “SOVIS” | In stock | RUB 14,680 (VAT included) | Add to cart Compare | |
| Threading chuck KM 4 for taps M12-M24 (according to DIN 374/376) with a set of safety heads “SOVIS” | In stock | RUB 21,680 (VAT included) | Add to cart Compare | |
| Safety head M3 for taps according to DIN371 “SOVIS” | In stock | 1,450 rub. (VAT included) | Add to cart Compare | |
| Safety head M3.5 for taps according to DIN371 “SOVIS” | In stock | 1,450 rub. (VAT included) | Add to cart Compare | |
| Safety head M4 for taps according to DIN371 “SOVIS” | In stock | 1,450 rub. (VAT included) | Add to cart Compare | |
| Safety head M5-M6 for taps according to DIN371 “SOVIS” | In stock | 1,450 rub. (VAT included) | Add to cart Compare | |
| Safety head M8 for taps according to DIN371 “SOVIS” | In stock | 1,450 rub. (VAT included) | Add to cart Compare | |
| Safety head M10 for taps according to DIN371 “SOVIS” | In stock | 1,450 rub. (VAT included) | Add to cart Compare | |
| Safety head M10 for taps according to DIN376 “SOVIS” | In stock | 1,450 rub. (VAT included) | Add to cart Compare | |
| Safety head M12 for taps according to DIN376 “SOVIS” | In stock | 1,450 rub. (VAT included) | Add to cart Compare | |
| Safety head M14 for taps according to DIN376 “SOVIS” | In stock | RUB 1,920 (VAT included) | Add to cart Compare | |
| Safety head M16 for taps according to DIN376 “SOVIS” | In stock | RUB 1,920 (VAT included) | Add to cart Compare | |
| Safety head M18 for taps according to DIN376 “SOVIS” | In stock | RUB 1,920 (VAT included) | Add to cart Compare | |
| Safety head M20 for taps according to DIN376 “SOVIS” | In stock | RUB 1,920 (VAT included) | Add to cart Compare | |
| Safety head M22-24 for taps according to DIN376 “SOVIS” | In stock | RUB 1,920 (VAT included) | Add to cart Compare |
threading chucks with automatic reverse
It is possible to fully realize the capabilities of modern machines only with the help of high-quality equipment. A thread-cutting chuck with an automatic reverse system is an element used for precise positioning and holding the tap when forming a thread. The devices are compatible with both standard lathes and drilling machines, as well as machining centers.
Advantages of specialized equipment for thread cutting:
- high accuracy and repeatability of operations;
- the ability to quickly change cutting tools;
- reducing the cost of the production process due to the possibility of using machines not intended for thread cutting;
- low requirements for operator qualifications.
Reversible threading chucks have another important advantage. This type of equipment uses a mechanism that automatically turns on the reverse feed when the specified depth is reached. Modern reverse systems are reliable, durable and maintenance-free.
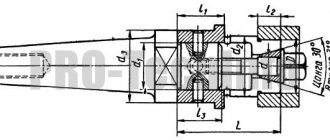
Classification
Almost all types of equipment under consideration have a similar design. However, they differ in the following main characteristics, which are the criteria for classification:
- The type of shank, which is determined by GOST.
- The cutting range in which a particular model can be used. We are talking about the diameter of the body of rotation.
- Cone type.
- Length and other sizes.
All models are designated according to GOST rules, which allows you to find the desired option quickly enough.
Set of thread-cutting safety heads with chuck
In addition, the following types of thread-cutting chucks can be distinguished:
- For “hard” cutting.
- For processing with compensation.
There are design options that are created to order for specific machines.
Reversible mechanism of thread-cutting chucks
In some cases, the machine does not have the ability to reverse the spindle movement. That is why special reversible threading chucks were created. Their design has the following features:
- Clamping type of equipment.
- Elastic sleeve.
- Overload protection and step compensation mechanism.
Reversible threading chuck
The design allows you to change the direction of rotation without changing the threading mode. According to GOST, a selection is also made according to the required thread diameter and its parameters.