A gun drill is a tool that is used to drill through and blind holes of considerable depth. Holes of this type are made in shafts for various purposes, in spindles, as well as in other parts characterized by a significant length. For this purpose, not only gun drills are used, but also, in particular, single-edged and double-edged drills with internal chip removal. Drilling with the help of the latter is characterized by low productivity, but the deep holes made are characterized by high cleanliness, accuracy of geometric parameters and straightness.
Deep drilling process on a turning-milling center
Features of use
Each type of diamond drill has certain features that must be taken into account when choosing and using such a tool.
Diamond coated crowns
Diamond tools, the cutting part of which is equipped with crowns coated with galvanic coating, are very similar in appearance to conventional core drills. The great advantage of such a tool, in addition to its affordable cost, is also the fact that when using it, little end pressure is exerted on it. Thanks to this, it can be used for drilling at high speeds, which increases the productivity of the process.
Types of diamond bits
Meanwhile, a core or tubular drill, the cutting part of which is coated with diamond, also has a serious drawback: it has a short service life and allows only a few holes to be made efficiently. That is why tools based on a diamond-coated tube are used primarily for drilling tiles.
Drills with cutting elements made of sintered diamond chips
As mentioned above, drills, the cutting part of which is made from diamond chips by sintering, are highly reliable and can be successfully used for a long time. Each of these tools, if all technological recommendations are followed when using them, can drill more than a hundred holes. However, drills in this category also have disadvantages, the most significant of which is that during the processing process the tool is subjected to significant end pressure, which does not make it possible to use high processing speeds. This drawback causes a significant reduction in drilling performance.
Tubular drill bit "Zubr-Professional" with diamonds on vacuum soldering
Cone type diamond drill bits
A diamond tool with a cone-shaped cutting surface simultaneously combines the advantages of diamond drills, which belong to the category of tubular-type tools, and annular drills. As mentioned above, such a tool is very similar in appearance to conventional metal drills, but differs from them in the material of manufacture. Advanced technologies are used to apply a diamond coating to the working surface of such drills, which makes it possible to create a tool that is highly resistant to wear.
The technology used to process the working part of cutting tools of this type makes it possible to create a coating on it in which the number of diamond grains is increased by 2–2.5 times. This technology does not involve conventional galvanic treatment, but the application of a diamond coating using the vacuum diffusion method. When using this method, the gaps between the diamond grains are filled with metal, which ensures the highest durability of the coating being formed.
Pereosnastka.ru
Classification of deep drills
Category:
Deep drilling
Classification of deep drills
Of the entire AIDS system - machine, fixture, tool and part - during deep drilling, the tool that works under the most difficult conditions is the drill. The closed volume and numerous functions, the implementation of which must be ensured by the design of the tool and forced modes, force the drill body, its cutting and guiding elements to work under high stress. This can explain the abundance of all kinds of drill designs, which often have original elements. The authors of these drills, each in their own way and not always with sufficient reasoning, are trying to solve problems that have not yet been solved by researchers and designers.
Existing deep hole drills can be divided into two groups: 1) solid drills and 2) annular drills.
Solid and circular drilling have been known for a long time. Although the ring drilling method should be considered more progressive, solid drilling is more common in industry. In our country, circular drilling is used starting with drilling diameters dc >80 mm. However, it should be expected that this method will gradually replace solid drilling even at smaller drilling diameters. This is evidenced by numerous attempts to use annular drills even for drilling diameters smaller than 30 mm. The reason for the insufficient introduction of ring drilling into industrial practice is its lower reliability and greater complexity of implementation.
Deep hole drills can also be divided into two large groups based on the way they are positioned during drilling.
The basing of the tool when deep drilling is very important, since the drill in this case can only be supported by the surface of the hole that it itself forms. Moreover, in relation to the drill, the basing can be constant (definite) or can change periodically. With constant basing, the resistance forces that arise during drilling in the transverse plane of the drill act all the time in one direction with respect to the drill (Fig. 1, a). With an indefinite basing, these forces are either absent altogether or change their direction relative to the tool during operation (Fig. 1, b and c).
This important point will be discussed in more detail later. For now, we only note that with a certain basing, a transverse force R acts on the tool, which constantly presses the tool to the surface of the drilled hole. If the tool does not have a definite location, then the transverse force R, variable in direction, will swing it during the drilling process. In this case, especially with forced operation, the tool does not provide the required drilling quality. However, despite this, it will be shown in the future that these instruments can be successfully used by introducing additional devices that increase the reliability of their operation.
In a small area of the cutting edge, there is significant loss of carbide. When dividing the width of the cut with several cutters, the damaged section of the replaceable cutting edge can be easily restored by replacing the failed cutter. The advantages of the method of dividing the width of the cut also include the ease of obtaining tool designs that have a constant (definite) location.
Rice. 1. Action of forces in a plane perpendicular to the axis of the drill: a - force is constant in magnitude and direction (R = const; = 0); b - the force is not constant both in magnitude and in direction R; c - force R = 0
According to the loading of the cutting edges, drills, like many other cutting tools, can also be divided into two groups. In this case, a distinction is made between the method of dividing the cutting width and the method of dividing the feed.
When drilling using the method of dividing the cutting width, they mean the number of autonomous cutting edges (the number of tool teeth) required to cover the entire cutting width B. This method should be considered a progressive direction in the design of drills, since covering the entire cutting width with one cutting edge, especially when continuous drilling of holes with a diameter above 40 mm is difficult. The cutting edges are usually composed of carbide inserts, the width of which is limited. Despite the fact that the standard provides for thin plates of large width, in production conditions they are not always available.
The use of wide plates turns out to be in most cases not economically feasible, since any slight chipping of the hard alloy or increased wear of the plate.
Below are formulas for determining the feed per tooth and the excess value for tools used in practice.
Due to the difficulty of sharpening, drills with excess cutting edges are very rare. Sometimes toolmakers, wanting to get a tool that works by dividing the feed method and has a certain location, still try to use such drills.
The next sign of drill classification may be the method of chip removal: internal or external. Both of these methods have their positive and negative sides. The most common is internal chip removal, although its implementation is quite difficult - an oil receiver is required. This method ensures high quality drilled holes, since the waste chips do not scratch the surface of the hole and do not become wedged between the tool guides and the workpiece. In addition, these drills have slightly less wear on the guides. Therefore, the process of drilling deep holes of medium diameters with internal chip removal proceeds more reliably.
Drills for holes with diameters dc
Rice. 2. Graphs of feed distribution to the cutting edges of tools per one revolution of workpieces
Rice. 3. Classification of deep drills. The following symbols are used in the figure: 1 - drills operating by dividing the width of the cut; 2 — drills operating using the feed division method; 3 - drills working using a combined method (drills of groups 2 and 3 must have a number of cutting edges > 2)
Drills can also be classified according to various structural elements. The most significant of them are the designs of cutters and guide drills and the designs of elements for attaching drills to stems.
Small drills have brazed cutting edges and carbide guides. Less commonly used are pressed and sintered metal-ceramic drills attached to the stem by soldering. Drills made of high-speed and tool steel for conventional drilling are also manufactured in one piece - in the form of attachments to the stems.
Drills for drilling holes dc>40 mm most often have replaceable cutters and guides. In most cases, carbide inserts are soldered to cutter holders and guide pads. Less commonly used are drills with mechanical fastening of carbide plates of blades and guides.
In our country, when processing deep holes, drills and other tools with external shanks were often used to attach to stems. In this case, multi-pass threads were cut on the shanks. However, the experience of operating these tools served as the basis for proposing an internal flat single-thread thread for attaching the tools to the stems.
Threads are not suitable for attaching large tools to stems, as they tend to jam on the stem. Therefore, in such cases, end connection with screws and end keys or pins is usually used.
The classification scheme for drills for deep drilling is shown in Fig. 3.
Read more:
Medium-diameter drills with precise alignment
Related articles:
pereosnastka.ru
Marking of HSS drills, their types and domestic analogues
All drills made from HSS steel are marked accordingly. There are three varieties of this steel.
- Tungsten (T1–T15).
- Molybdenum (M1–M36).
- Highly alloyed (M41–M62).
Tungsten HSS drills
From this group, drills made from four types of steels are most widely used.
- T1 (domestic equivalent - P18). This HSS steel (18% tungsten) with high characteristics (grindability, strength and wear resistance) is used to make drills and other general purpose tools. They are best suited for machining carbon and alloy structural steels.
- T2 (domestic analogue - R18F2). The alloy contains 2% vanadium. It is used for the manufacture of finishing and semi-finish drills intended for processing medium-alloy structural steels.
- T3 (domestic analogue - Р18K5Ф2). The alloy contains 18% tungsten, 5% cobalt and 2% vanadium. Such tools are characterized by increased secondary hardness and wear resistance, but have low grindability. Drills of this type are best suited for processing workpieces made of high-strength, corrosion-resistant and heat-resistant steels and alloys.
- T15 (domestic equivalent - R12F5K5). This marking on HSS drills means that in addition to 12% tungsten, vanadium (5%) and cobalt (5%) are added to the alloy. These tools are characterized by high strength, toughness and wear resistance. They are used when drilling difficult-to-cut materials.
Image No. 1: composition of tungsten HSS steels
Molybdenum HSS drills
The main alloying component of steels in this group is molybdenum. Also in different quantities may contain:
- tungsten,
- cobalt;
- vanadium;
- carbon;
- and other components.
Image No. 2: composition of molybdenum HSS steels
The most widely used are HSS drills made from the following types of molybdenum high-speed steels.
- M1. General purpose tools are produced from this grade of steel (8% molybdenum). These HSS drills are highly flexible and resistant to impact loads. Red fastness is lower than that of analogues.
- M2 (domestic equivalent - P6M5). This is the most common material for the production of HSS drills. The alloy contains 6% tungsten and 5% molybdenum. It has balanced strength, hardness and heat resistance.
- M3 (domestic equivalent - R6M5F3). This alloy also contains 3% vanadium. HSS drills made from this steel have lower abrasive wear.
- M7. The main alloying components are molybdenum (8.75%), vanadium (2%) and tungsten (1.75%). Drills made from this HSS steel are used for drilling hard and thick sheet metals.
- M35 (domestic equivalent - R6M5K5). In addition to tungsten, molybdenum and vanadium, this alloy contains cobalt (5%), as well as small amounts of manganese, silicon and nickel. The advantages of this material are good toughness, excellent grindability, heat and wear resistance. HSS drills made from this alloy are used when processing workpieces made of improved alloy and stainless steels under conditions of increased heating of the cutting edge.
High alloy HSS drills
To produce high-alloy HSS drills (having high impact strength and operating in cold conditions), molybdenum group alloys are used, which are subjected to special heat treatment.
Image No. 3: composition of high-alloy HSS steels
- M47 (domestic analogue - R2AM9K5). Contains large quantities of molybdenum (9%) and cobalt (4.7–5.2%). The alloy has an increased tendency to decarburization and overheating during quenching. Sandability is low. HSS drills made from this alloy are used for machining workpieces made of improved alloy and stainless steels.
- M42. Contains a large amount of cobalt and molybdenum (8 and 9.5%, respectively). HSS drills made from this alloy are characterized by increased red hardness and abrasion resistance. Such tools are used when processing viscous and complex metals.
Classification of drills by purpose
It is recommended to use a specific type of drill for each material. Illiterate use of cutting tools often leads to damage to equipment, fittings and, of course, the source material. To avoid such mistakes, you need to know which type of drill will do the best job for a particular job.
Drills for working with metal
Drilling in metal is usually carried out with a milling, twist or step drill. The material used to make such drills is usually high-speed steel. This should be indicated by appropriate markings. If it is missing, the product should be treated with caution - there are many low-quality fakes on the construction market. The table below contains information about which grade of drill bit is suitable for a specific type of metal.
| Markings on Russian products | Marking on foreign products | Characteristics, scope |
| M1 | HSS-R, HSS | Basic metal drills with average wear resistance, not very resistant to overheating and impact, but are inexpensive. You can drill shallow holes. |
| R6M5, M2 | HSS-G | They have a wide range of applications. High levels of wear resistance, strength, and impact resistance. Suitable for forming holes of any depth in sheets of carbon and alloy steel, in alloys of cast iron and non-ferrous metals. |
| R6M5K5, M35 | HSS Co, HSS-E | Recommended for processing stainless steels. |
| — | HSS-G TiAlN, HSS-G TiN | Metal drills of maximum hardness and heat resistance. The cost of the tool is high, but you can drill particularly strong metals and titanium alloys. Sharpening of drills of this type is not allowed. |
In addition to the marking, the sharpening angle may indicate the purpose of the tool. The sharper it is, the softer the alloy should be. For such cases, the optimal angle is 80-90º, for drilling cast iron and steel alloys - 100-120º, for harder metals - 130-140º.
Wood drills
The following types of drills are used for working with wood:
- spiral;
- feathers;
- Lewis spiral;
- Forstner;
- milling, etc.
A twist drill for wood is visually not much different from a drill for metal, but it requires special sharpening with a centering spike. Therefore, to make holes with increased accuracy and a smooth, clean surface, you need to use a wood drill with an appropriate working surface, made of carbon or tool steel.
Drill bits for concrete/brick
To work with brick, concrete, stone and similar materials, you need a special concrete drill tipped with a high-hardness alloy, for example, Pobedit, on the tip of the working surface. The operation of drilling concrete itself is somewhat different: the drill or drill, together with rotational movements, must perform shock-translational movements. In this case, the stone will not be cut, but crushed. It will be difficult to make a hole in concrete more than 6 mm deep with a drill, even an impact drill. Therefore, to work on concrete, brick or stone, you need a hammer drill and high-strength drills.
To make large-diameter holes in concrete, brick or stone, a core drill with diamond coating or carbide teeth will help.
Drill bit for tiles/glass
Working with tiles/glass requires special care and, accordingly, special tools. For these purposes, tubular diamond drills (crown), as well as feather (spear-shaped) drills soldered with tungsten carbide or Pobedit, are used. The effectiveness of tools of these configurations is the same, however, for drilling large holes in tiles, it is better to use a crown, and for glass - a feather. To make large holes in the tiles, use a “ballerina” device. At minimum speed, drilling is performed from the back of the tile.
Universal drills
In addition to drills for narrow purposes, there are universal ones. They can be sold individually or as a set. Thanks to the special sharpening, such drills can process almost any material from wood to steel and ceramics. Most often this is a pobedite soldered tool. The packaging with a set of drills usually indicates what materials they are suitable for.
Types of deep drill bits
The following can be used as drills for deep drilling:
- spiral drills with a cylindrical shank, the parameters of which are regulated by GOST 886-77 (by design, spiral drills with a cylindrical shank belong to a long series of tools, with the help of which they create holes with a depth exceeding a value equal to 15 diameters);
- rifle, the cutting part of which is completely made of hard alloy;
- rifle, on the cutting part of which carbide plates are fixed by soldering;
- rifle, equipped not only with main, but also with intermediate carbide plates;
- ejector, which are used to perform deep drilling on machines with a horizontal cutting tool;
- cannon type, on the surface of which there is a V-shaped groove designed to remove chips (processing with drills of this type is an outdated method of producing deep holes).
Deep drill bits
GOST 886-77 Twist drills with a cylindrical shank. Long series. Main dimensionsDownload
Twist drills with a cylindrical shank, produced in accordance with the requirements specified by GOST 886-77, are distinguished by an elongated working part. In accordance with the provisions of the above-mentioned standard from the year 77, such an extended tool can be made entirely of high-speed steel or equipped with cutting inserts made of carbide.
GOST 886 from 1977 also stipulates that cooling of drills of this type can be ensured through not only external, but also internal coolant supply. Twist drills, as indicated by GOST 886-77, can be produced not only with a cylindrical shank, but also with conical shanks. The process of deep drilling itself, carried out using such drills, can be performed either with their periodic removal from the hole being made, which is necessary to remove the formed chips from it, or without performing such a procedure. If we compare spiral drills with gun and cannon drills, then when using the former, drilling productivity increases almost 8 times.
Examples of working heads for gun drills
Gun and gun drills are single-cut tools that can be used to create deep holes with diameters ranging from 0.5–100 mm. Cooling of drills of this type is carried out through a hole made in their internal part, and the chips formed during the processing process are removed using a special groove made on their outer surface. Gun and gun drills equipped with cutting carbide inserts are distinguished by a conical configuration of the working part, which ensures better direction of the tool into the processing area.
Operating principle of an ejector drill
Features of drilling deep holes
Drilling is called deep if the depth of the hole exceeds five of its diameters. This technological operation is highly complex and labor-intensive, and the main condition for its high-quality implementation is the effective cooling of the tool used, which, as a rule, is carried out under pressure.
In order to perform deep drilling efficiently and accurately, it is very important to ensure the correct direction of the tool at the very beginning of processing. To do this, use a special conductor sleeve or carry out this procedure through a pre-made hole of a smaller diameter.
Due to technical difficulties, deep drilling should be performed using special equipment
A drill used for deep drilling must not be rotated at full speed outside the workpiece itself: this may lead to the cutting part being displaced from the required trajectory. In addition, when drilling deep holes with a long drill, unfavorable conditions are created for removing chips from the processing zone, which can also lead to the tool moving away from the specified direction.
Types of drills for deep drilling
In today's metalworking technology, several types of drills are used for deep drilling of parts.
Let's look at their main types:
- Gun drills. The characteristics of this type of drill were discussed above. Recently, an instrument has been produced with a slightly modified form in relation to the traditional one. This allows you to increase the productivity of the process and the quality of the processed parts. It makes sense to use gun drills when machining small-diameter holes. The length of the holes is usually no more than 40 diameters. Accuracy according to IT9, and surface finish is 0.09 - 3.5 microns.
- Gun drill made as one piece. They are also called monolithic drills because they are made entirely of carbide material. There is a special passage inside the drill to supply coolant. Chips and coolant are removed from the part through an external helical groove. They are used for drilling holes up to 100 millimeters. Depth – up to 100xD. The tool received this name because it was previously used to process firearm barrels.
- Gun drill, made using the technology of fixing cutting plates made of hard alloy by soldering. Like other drills of this type, they provide high dimensional accuracy with minimal deviation of the drilling axis.
- A gun drill with additional cutting inserts. Such drills make the cutting process more productive.
- Twist drills with cylindrical shank. Manufactured in accordance with the requirements of GOST 886-77. They have an elongated cutting part, which can be made entirely of high-speed steel or have carbide inserts. The coolant supply can be either from the inside or from the outside. The shank may also have a cylindrical shape.
- Feather drills. They are used for drilling shallow stepped holes.
- Ejector drills. Used for drilling deep holes in metalworking machines with the cutting tool placed in a horizontal plane.
What is a gun drill and what is it used for?
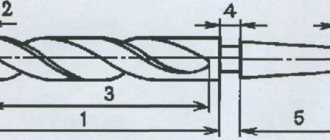
A gun drill is a cutting tool of a predominantly cylindrical shape with a cross-section that varies along its length. It is a single-cut tool.
To remove waste chips from the workpiece, there is a recess on the surface of such a drill with a cross-section in the shape of the letter V. This groove is made along the outer surface of the drill.
In general, using a gun drill it is possible to produce holes with a diameter ranging from 0.5 millimeters to 10 centimeters. There is usually no special hole for supplying coolant. Drilling is carried out at a low speed of rotation of the metalworking unit.
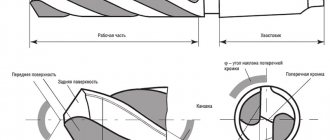
In the working part, the gun drill has the shape of a semicircle. The flat surface of the semicircular rod is the front surface of the drill. At a right angle to the axis of the drill, a cutting edge is formed at the end of the rod. The rear end of the tool has a flat, inclined shape at an angle of 10-20 degrees.
To ensure more precise guidance, the supporting surface of the gun drill is cylindrical. On the supporting surface, flats are made at 35-40 degrees, as well as a reverse cone of 0.04-0.05 millimeters per 10 centimeters of length. These measures help reduce friction between the tool and the internal walls of the workpiece.
To remove chips formed during the cutting process, you have to regularly remove the drill from the part. The geometry of the drill contributes to the harsh operating conditions of the tool, which reduces its durability and reduces the accuracy of the cutting process.
Note that in modern metalworking there are more accurate and productive ways to produce deep holes. Processing a part with a gun drill is considered an outdated and ineffective method of deep drilling.
Wood drills
Relatively small holes up to 12 mm in wood or wood composites (chipboard, MDF) can be drilled with a conventional metal twist drill. But holes that are subject to increased requirements for dimensional accuracy and surface cleanliness are made with drills specially designed for wood. They are made from tool or carbon steel and are not suitable for metal.
Twist drills.
Designed for drilling small and medium-sized holes. As already noted, you can use twist drills for metal instead, but the holes after them are of poorer quality.
Screw drills.
They have a sharp cutting edge and a screw-like shape. Thanks to the latter, chips are easily removed from the hole. These are high-quality drills that are used if you need to get a deep hole with a smooth wall.
Feather drills.
They are used to produce holes of relatively large diameters - from 10 to 25 mm or more. These are the simplest and most inexpensive drills, you can even make them yourself from a suitable plate and a round rod. But the quality of the holes after them is low - rough walls, not very accurate dimensions.
Crown.
The term “crown” means that this tool is made in the form of a hollow cylinder, on the edges of which there are teeth. The drilling is obtained in the form of a ring, from which the inner part is then removed. A crown is an indispensable tool if you need to get a large hole - up to 100 mm or more. In stores it is offered in the form of a set, which contains a mandrel, a centering drill with a shank and several crowns of different diameters.
Forsner drill.
This is a tool for making precise holes in wood (especially soft wood), chipboard, laminate, etc. It has a centering point and a sharp-edged scorer. Thanks to the latter, the hole is precise and smooth. If you need to get a blind hole with smooth walls and precise dimensions, a Forsner drill will do the job best.
What it is?
This product group includes a number of different types of attachments. Each of the models is used to perform its tasks. For example, a drill made in accordance with GOST 10903-77 works to increase the area of the hole being drilled. Each of the spiral nozzles has characteristic features inherent to it: geometric design, type of cutting edge, material of manufacture and type of processing, for example, sprayed or steam-treated steel.
The shape of the bit is very important, since it determines whether a drill will be chosen for a certain type of work or not. Different types of cutters are used for different surfaces and drilling holes of different depths and diameters.
For the manufacture of such gimlets, alloy or carbon steel grades 9ХС, Р9 and Р18 are used. The last two are labeled as HSS, they are high-speed. Such alloys do not lose strength when heated, even strong, which makes products made from them indispensable for drilling. In order to determine in which area the drill will be used, you need to know the angle of its sharpening, that is, the size of the angles of the two main cutting edges and the transverse one. To drill plexiglass and plastic, you will need a nozzle having an angle of 60 to 90 degrees. The thinner the sheet that you plan to drill, the smaller the sharpening angle should be.
A small value gives a good heat dissipation rate, and this is important for those materials that deform when overheated. But you need to take into account that sharpening at a small angle makes the drill itself more vulnerable and fragile, so it can only be used for drilling non-hard materials
The sharpening of the back angle should not be less than 15 degrees. Otherwise, the drill will scrape the surface rather than cut it, which leads to deformation.
The angle at which the cutting edges meet on the tip ranges from 118 to 135 degrees. There are also attachments on which an additional chamfer is removed - double sharpening. This method reduces the friction that occurs during the drilling process. There are also devices with two stages, which make the shank more perfect. With the help of a two-stage tip, drill alignment becomes much more precise.
Gimlets equipped with conical shanks have the same purpose as their cylindrical counterparts and consist of the same elements. The structure of the working part of the drill includes a cutting part (these are two main and one transverse edges) and a guide (it includes auxiliary cutting edges). The shank is the element by which the attachment is secured in the chuck of the power tool. The cone shape of the shank is convenient for easily securing and releasing the product from the chuck.
Which metal drills are best?
Large enterprises - industry leaders - have expensive control and measuring equipment at their disposal, which allows them to maintain consistently high quality of their products.
Let us briefly list the main types of metal drills
made of high-speed steel:
1. Drill steel HSS-E
contains cobalt and has superior cutting properties to other steels, therefore it is used for working on tough and complex materials. Diager HSS-E Co 5% drills meet the highest quality standards. They are mainly used for drilling stainless steel, as well as alloy and non-alloy steel with a tensile strength of up to 1200 N/mm2.
2. Three-layer coating of HSS-TiAlN
(titanium-aluminum-nitrite) has a lower coefficient of friction, and also forms a thermal barrier (the drill does not lose its properties when the outer shell is heated to 700°C), the strength increases and the life of the drill increases by approximately 5 times. A drill coated with TiAlN should not be re-sharpened; damage to the coating will negate all the advantages of this drill. Diager HSS-TiAlN drills are used for productive drilling of alloyed and non-alloyed steel with a tensile strength of up to 1100 N/mm2, stainless steel, and cast iron.
HSS-TiN drills
made of steel coated with titanium nitride, they also heat up significantly less during operation, which increases the characteristics of the drill such as strength and lifespan by no less than 3 times. TiN coated drills should not be re-sharpened. Diager HSS-TiN drills are used for drilling alloyed and non-alloyed steel with a tensile strength of up to 1100 N/mm2, cast iron.
HSS-G drills
- ground drills made of high-speed tool steel have increased durability and low radial runout. HSS-G drills are the most common cutting tools for solving standard tasks. Diager HSS-G drills are used for drilling alloyed and non-alloyed steel with a tensile strength of up to 900 N/mm2, cast iron.
HSS-R drills
passed roller rolling and heat treatment. Drills have the lowest durability. Mainly used for drilling mild steels and cast iron.
Special mention should be made of carbide drills
or drills with a soldered carbide tip, they have maximum strength and can withstand heavy loads. Used for drilling heat-resistant steels, stainless steel, titanium alloys.
Metal drills are made from tool high-speed steel HSS (High Speed Steel
). These are alloy steels containing elements such as tungsten, molybdenum, as well as vanadium and cobalt. These additives have a positive effect on steel characteristics such as hot hardness (the heating temperature that steel can withstand), red-hardness (the time that steel can withstand high temperatures), and fracture resistance.
During the operation of the cutting tool, intense heat is released, which is used to warm up the tool. For tools made of ordinary carbon steel, operating mode when heated above 200°C is unacceptable, because The hardness of the steel begins to drop rapidly. Modern high-speed steels retain their properties at 500-600°C, which makes it possible to significantly increase drilling speed.
The process of manufacturing and heat treatment of drills plays a very important role. Large enterprises - industry leaders - have expensive control and measuring equipment at their disposal, which allows them to maintain consistently high quality of their products. NoName drills are often made of poor steel, the geometry is not maintained, and it is almost impossible to resharpen them - after the factory sharpening is completed, the drill becomes unsuitable for further use.
To the question “Which metal drills are better?” We will answer this way - drills that will allow you to perform a specific task as efficiently as possible.
The article will tell you how to choose and use a metal drill correctly. You will learn about their types, coating and processing features, as well as design differences. The article provides tables for deciphering international designations, as well as an analysis of prices for drill sets.
Drilling metal and plastic is one of the necessary operations, both for professional work and at home. As a rule, it is performed with one drill, since both materials have a monolithic structure of different densities. Therefore, metal drills can be used on plastic with virtually no wear.
How to choose a step drill?
In order not to make a mistake when choosing a step tool, you must first find out what key technical characteristics it has.
When considering various modifications, you should pay attention to the color of the product, and this is not related to the aesthetic component
- If the product is made in a steel-gray color, then this will be a hint that steel was used as the material for the tool, which was not treated with the necessary processing. Therefore, most likely, the quality of such a tool will be low.
- If the drill is made of black steel, then this is a sign that the material has been processed using hot steam. This operation increases the strength characteristics of the material. A drilling product in such an embodiment will be more preferable than a device with which no manipulations have been carried out.
- If the drill material is golden-colored steel, it means that during the manufacturing process of the tool, internal stress was removed from the metal. The benefit of this operation is to provide greater convenience when working with such a drill.
- If the drilling device is characterized by the presence of a bright golden hue, then this is a sign of the presence of a wear-resistant surface layer, for which titanium nitride is chosen in most cases. Although such a drill is noticeably more expensive, in terms of operation it outperforms many simple products.
Steel specifications and markings
There is no need to dwell in detail on all types of steels that can be used to create step drills due to their large number. For this reason, the best choice would be a product that has the HSS mark on the material. From this you can understand that this tool can provide high-speed drilling without allowing the metal to deform when heated.
Diameter of working thresholds, starting and final
Already at the very beginning of the choice, you need to pay attention to these parameters, given that the average price for drills reaches 2,500 rubles
Manufacturer and cost of step devices
The first criterion is so important, since it is best to choose a drill for the manufacture of which steel was used that meets the requirements of the current GOST
If it is important for you to be sure that the drilling product you purchase is of guaranteed high quality, then you can pay attention to products under the TOP CRAFT brand