Types of drills depending on the shape of the working body
The types of drills and their purpose are closely related. Based on the type of working body, the following types are distinguished:
- Screw or spiral. This is one of the most widely used drill shapes. It is used to work with a variety of substances. Universal drills also have a spiral design. Their sizes range from tenths of a millimeter to tens of centimeters.
- Flat or feather. Used for holes in soft substances, wood, foam concrete. The working body is a sharpened blade, in the middle of which there is a sharp protrusion for centering.
- Deep drilling. Used if the hole depth is at least five times greater than the diameter. There are two screw cavities in the body of the drill, through which cutting fluid is supplied to the drilling zone
- Single sided cut. Used for high precision machining. They have a supporting plane and a pair of working edges located on one side of the longitudinal axis.
- Crown. The shape is a hollow cylinder; the cut is made with the lower edge. As a result, a ring is cut through the material, and a core is located inside it - a solid cylindrical piece of material. At the end of the operation, it must be shaken out of the crown.
- Centering. For preliminary drilling, mark the center.
- Stepped. It is a stepped cylindrical pyramid. A progressive type of equipment, used for sheet metal for large diameters. With a gradual increase in diameter, the sheet does not deform.
Feather drill
Core drill
Types of drills are also divided according to the shape of the resulting hole:
- conical types - the diameter gradually decreases with depth;
- stepped types - the diameter decreases in leaps and bounds;
- cylindrical types - the diameter is constant throughout the entire depth.
There are other types. They are used for highly specialized cases.
Types of drills
Products are divided into several groups according to design and purpose.
This allows you to quickly select a tool for specific tasks.
BY FORM
Based on the shape of the drill, it is quite easy to determine what material it can be used for:
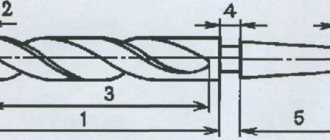
Spiral
Classic instrument.
The working part has two teeth, which are twisted in a spiral.
The tool, biting into the material, pushes the chips to the surface with its grooves.
The shape of the tip depends entirely on the material for which the tool is intended.
As a rule, the diameter of products does not exceed 80 mm.
Screw
A modernized previous version, which has a more advanced form of grooves that remove chips.
Another difference is that such products are longer.
Feather
The product is flat in shape, the cutting part is made in the shape of a sharp peak, the outlines of which turn into a wider blade.
Other names are flat cutting drill, which is dictated by its shape, feather drill.
Builders call it perka.
Used where you need to get a deep and at the same time wide hole.
Ring
For those cases when you need to drill a hole with a large diameter without preliminary preparation.
More commonly known as a crown.
The shape of the tool resembles a hollow cylinder, and on the axis of rotation there is a centering twist drill.
The part that cuts the material is made either in the form of teeth, carbide tipped, or has a coating of diamond chips.
Conical (tapered)
Its shape resembles a cone with a sharp tip.
Suitable for working with metal whose thickness does not exceed 0.5 cm.
Just one tool can make holes of different sizes.
It all depends on the initial and final diameter of the cone, as well as on the immersion depth.
On the opposite sides of the drill there are special grooves with sharpened edges.
Stepped
A type of cone version.
The cone is divided into steps with increasing diameter, which have their own size.
The tool is convenient in that it allows you to monitor the diameter of the hole being formed during operation.
Spear-shaped
The shape resembles the tip of a spear, hence the name.
Used when working with hard, but at the same time fragile materials, such as glass and tiles.
Ballerina (ballerina)
Circular drill, which is used when working with wood and tiles.
It all depends on the installed cutting part.
Designed in such a way that the output is a perfectly smooth hole of large diameter.
The tool has a cross-shaped shape with cutters, the distance to which from the center can be adjusted.
This sets the diameter of the required hole.
The central part is a spiral drill, around which the cutters rotate.
Single cut drills
The cutting edges are located on one side relative to the axis of the tool itself.
In turn, they are divided into cannon type (the front end of the rod-shaped form is half cut off, which forms an outlet channel for chips)
and rifle-type (a compressed tube with a cavity through which coolant is supplied, and a groove angle of up to 120 degrees).
Tubular
Similar to crowns, but with a longer working part.
Forstner designs
An improved version of the spiral tool, but with additional cutters.
Zhirov's designs
A subtype of screw tool that has three cones on the cutting part, which is why its length is increased.
The design is also supplemented with a jumper with a groove, which is sharpened by a third of the cutting edge.
Designs by Yudovin and Masarnovsky
A tool with a large groove angle and a special shape, which distinguishes it from other types.
Countersinking
A monolithic cylinder having several cutting edges forming a cone.
Used for countersinking holes for screw heads.
BY PURPOSE
The instrument is divided according to its purpose, which is the reason for its special shape in each specific case.
The following drills are used in construction, at home and in production:
Universal
As the name implies, they cope with most materials.
They have a special sharpening, which received the corresponding name - universal.
On wood
These include spiral and feather, ring and screw.
Forstner drills and ballerina drills work well on wood, among others.
For metal
Conical, crown, stepped, as well as classic spiral.
On concrete
Crowned with carbide tipped, impact spiral and screw.
They have different shanks for hammer drill chucks.
For ceramics
Crowns, spear-shaped and ballerina.
The first ones are produced without teeth.
The cutting function is performed by a special diamond coating.
When working on glass, these are the types that are used.
For plastic
Special spiral options and crowns that can pass through material without breaking it.
There is a specialized tool that is used strictly to perform a specific task:
For deep drilling
Spiral tool with through channels.
Their purpose is to supply coolant directly to the cutting part.
This includes rifle and cannon subspecies.
Single-sided cutting
A tool whose main purpose is to create precise holes.
Subtype - ejector drills designed for drilling machines.
As the name implies, the cutting edges are offset to one side of the axis around which the tool rotates.
Centering
A specific tool capable of making only center holes in parts, but nothing more.
Shank types
By design, the drill is divided into a working part and a shank. The shank is clamped in the chuck of a machine tool or drill. They are:
- Cylindrical.
- Conical. Designed for fixation in special clamping devices.
- Faceted. They have 3, 4 or 6 edges. The latter are widely used in household screwdrivers and allow you to quickly change tools.
- Quick-release (type SDS and others) The shank has special depressions that are securely fixed by the protrusions of the chuck. Used in hammer drills.
Faceted shank
Wood drills
Small diameter holes (up to 15 mm) in wood, plywood, OSB can be easily made with a metal drill. If increased precision and surface smoothness are required, special carbon steel drills are used, which have special structural elements and are not suitable for processing metal parts. The following types are distinguished:
- Spiral. They have a specific sharpening that allows you to obtain the best surface quality.
- Screw. They have a sharp cutting edge and are made in the form of a screw. This makes it easier to remove chips from deep holes.
- Feathers. Allows you to work on large diameters - up to 50 mm. Cheap and simple in design. The surface quality and dimensional accuracy are lower than those of screw ones.
- Crowned. They look like a crown. The diameter reaches 150 mm.
Wood drills
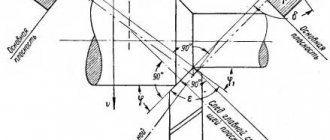
Drilling modes
It is very important to correctly secure and guide the drill, as well as select the cutting mode.
When making holes in metal by drilling, important factors are the number of revolutions of the drill and the feed force applied to the drill, directed along its axis, ensuring the depth of the drill with one revolution (mm/rev). When working with different metals and drills, different cutting modes are recommended, and the harder the metal being processed and the larger the diameter of the drill, the lower the recommended cutting speed. An indicator of the correct mode is beautiful, long chips.
Use the tables to choose the right mode and avoid dulling the drill prematurely.
Table 1. Recommended cutting speeds for holes L/D ≤ 3, given for medium-hard high-speed steel
| Feed S, mm/rev | Drill diameter D, mm | |||||||||
| 2,5 | 4 | 6 | 8 | 10 | 12 | 146 | 20 | 25 | 32 | |
| Cutting speed v, m/min | ||||||||||
| When drilling steel | ||||||||||
| 0,06 | 17 | 22 | 26 | 30 | 33 | 42 | — | — | — | — |
| 0,10 | — | 17 | 20 | 23 | 26 | 28 | 32 | 38 | 40 | 44 |
| 0,15 | — | — | 18 | 20 | 22 | 24 | 27 | 30 | 33 | 35 |
| 0,20 | — | — | 15 | 17 | 18 | 20 | 23 | 25 | 27 | 30 |
| 0,30 | — | — | — | 14 | 16 | 17 | 19 | 21 | 23 | 25 |
| 0,40 | — | — | — | — | — | 14 | 16 | 18 | 19 | 21 |
| 0,60 | — | — | — | — | — | — | — | 14 | 15 | 11 |
| When drilling cast iron | ||||||||||
| 0,06 | 18 | 22 | 25 | 27 | 29 | 30 | 32 | 33 | 34 | 35 |
| 0,10 | — | 18 | 20 | 22 | 23 | 24 | 26 | 27 | 28 | 30 |
| 0,15 | — | 15 | 17 | 18 | 19 | 20 | 22 | 23 | 25 | 26 |
| 0,20 | — | — | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 |
| 0,30 | — | — | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 19 |
| 0,40 | — | — | — | — | 14 | 14 | 15 | 16 | 16 | 17 |
| 0,60 | — | — | — | — | — | — | 13 | 14 | 15 | 15 |
| 0,80 | — | — | — | — | — | — | — | — | — | 13 |
| When drilling aluminum alloys | ||||||||||
| 0,06 | 75 | — | — | — | — | — | — | — | — | — |
| 0,10 | 53 | 70 | 81 | 92 | 100 | — | — | — | — | — |
| 0,15 | 39 | 53 | 62 | 69 | 75 | 81 | 90 | — | — | — |
| 0,20 | — | 43 | 50 | 56 | 62 | 67 | 74 | 82 | – | – |
| 0,30 | — | — | 42 | 48 | 52 | 56 | 62 | 68 | 75 | — |
| 0,40 | — | — | — | 40 | 45 | 48 | 53 | 59 | 64 | 69 |
| 0,60 | — | — | — | — | 37 | 39 | 44 | 48 | 52 | 56 |
| 0,80 | — | — | — | — | — | — | 38 | 42 | 46 | 54 |
| 1,00 | — | — | — | — | — | — | — | — | — | 42 |
Drills for stone materials
Regular drill bits are not suitable for drilling into concrete, brick or stone. They quickly become dull on grains of sand and stone particles that have abrasive properties. In addition, a compacted layer of tiny particles of material is created in front of the drill. This layer is sintered by frictional heating. Therefore, both the drill itself and the drilling technology have their own characteristics. A reciprocating motion is added to the rotation of the tool, crushing the material. This is how a hammer drill, a more powerful hammer drill, and a boring drill work. A slightly larger diameter plate made of a particularly hard alloy (for example, Pobedit) is fused into the head of the tool. For larger diameters and depths, a crown with carbide teeth or with embedded industrial diamonds is used.
Concrete drill
Drill
Drills are used when processing holes in solid material. The design differs between spiral, centering, feather, gun drills with external or internal chip removal and annular (trepanning heads) drills. Drills are made from high-speed steel grades R18, R12, R9, R6AM5, R6AM5FZ, R6P5K5 and R9M4K8. It is possible to equip the cutting part of the drill with carbide inserts of grades VK6, VK6M, VK8, VK10M, VK15M, which allows them to be used when processing materials at high cutting speeds, as well as when processing high-hard materials, such as alloyed structural steels.
Recommendations for selection
To select the right tool for the best performance and surface quality, you need to consider:
- characteristics of the part material;
- diameter;
- depth.
The most important drill parameters are:
- diameter;
- length;
- design features;
- type and sharpness of sharpening;
- working part material;
- working surface color;
- balance;
- appointment;
- compatible equipment.
Thus, an SDS shank will require an appropriate chuck, and large-diameter drilling in metal workpieces requires a powerful, low-speed machine or high-torque drill.
Wood drills
At home, the spiral type is usually used. It can be used to drill holes of both small and large diameters. For more professional processing, you can buy the following types: • Feather type. This is a flat drill bit with a pointed tip protruding forward. This drill can be installed in a drill. Used for large diameter holes with a clean edge. • Screw. The drill has a large working part that effectively removes chips. It is long enough, suitable for drilling logs. The tip of the tool has a fine thread, so the drill can easily enter any type of wood. • Ring. The tool is cylindrical with teeth along the edge. A regular twist drill is inserted into the middle. They are used to drill wide holes in wood, foam concrete, and PVC. • Forstner drill. It has two cutting edges located on the cylindrical shape of the tool. After drilling, a hole with a flat bottom is left.
Drill surface color
The color of the surface can tell a lot about the material from which the instrument is made.
- Grey. It's just steel, and inexpensive. This type of drill is not subjected to additional processing to improve cutting or strength properties. It makes sense to use them only when you need to drill a couple of holes every two weeks.
- Black. This is the result of hardening by superheated steam. Decent, durable enough mass-produced tools for household use. Maintain affordability
- Light golden. Such tools have undergone tempering heat treatment, which significantly increases strength and relieves internal stress. They are noticeably more expensive, but they justify their price due to their long service life.
- Bright golden. Titanium is added to the alloy. This is the best type of drill available for home use. Titanium reduces friction and therefore heat. This allows for excellent service life. But the price rises accordingly. The purchase is economically justified for large volumes of work.
Types of drills by surface color
The general pattern is that more expensive drills have to be changed less often. If the volume of upcoming work is significant, then it is better not to save money and then not buy dozens of cheap drills. In addition to saving money, invaluable time will be saved and the risk of material damage if the drill breaks is significantly reduced.
Classification by size
There are a wide variety of sizes available on the market, both in diameter and drilling depth. In accordance with GOSTs 4010-77, 10902-77, 886-77 there are:
- short total length from 20 to 130 mm, diameter from 0.2 to 20;
- extended - from 19 to 205 mm;
- long - 56 to 255 mm, diameter - 1-20 mm
Foreign manufacturers use their own systems for classifying tools by size; correspondence tables can be obtained by contacting regional representatives.
Drilling holes in metal: methods, tools, useful tips
The work of drilling holes in metal, depending on the type of holes and the properties of the metal, can be performed with different tools and using different techniques. We want to tell you about drilling methods, tools, as well as safety precautions when performing this work.
Drilling holes in metal may be necessary when repairing engineering systems, household appliances, cars, creating structures from sheet and profile steel, constructing crafts from aluminum and copper, when making circuit boards for radio equipment and in many other cases. It is important to understand what tool is needed for each type of work so that the holes are of the required diameter and in the strictly intended location, and what safety measures will help avoid injuries.
How to understand the markings
Markings can tell everything about the size, type and material from which the drill is made. For small diameters (up to 2 millimeters), markings are not applied to the instrument itself; the boxes in which it is stored are marked.
Drills from 2 to 3 mm have a diameter designation on the shank accurate to tenths and the grade of the alloy from which they are made
Drills thicker than 3 mm are marked with diameter, material designation and manufacturer’s logo.
Explanation of NHD drill markings
Additional characters may be added to the inscription:
- P are high-speed tool alloys;
- M - molybdenum additives;
- K - cobalt additives;
- etc.
Many foreign manufacturers put more detailed information on the shank:
- country of origin;
- manufacturer's label;
- grade of tool alloy;
- diameter;
- the maximum accuracy class achievable by this tool;
- list of materials recommended for drilling.
Popular brands of instruments from foreign manufacturers
To choose the right imported drill for your materials, you should understand their designation system. The most common types of designation are:
HSS-R and HSS-G
They can drill:
- steel castings, carbon and low-alloy alloys;
- non-ferrous alloys;
- cast iron parts.
HSS-G Co 5
For medium strength steels:
- high carbon;
- stainless steel;
- thermally strengthened;
- resistant to aggressive environments;
- highly alloyed.
HSS-G TiAN/TiN
Drills with titanium coating and additives of aluminum and nitrogen compounds. They are characterized by high wear resistance and corrosion protection.
Drills brand HSS-G TiAN
Recommended for working with high-strength materials
- cast irons with carbon in spherical form;
- high-strength bronze and brass;
- injection moldings
There are other types of tool steel. They serve for industrial and highly specialized applications
The best manufacturers
The reputation of the manufacturer is a very important criterion when selecting a drill. Many companies are proud of a hundred and two hundred year history of impeccable quality.
Bosch drills
Many technologists agree that the best price/performance ratio on the market today is:
- Enterprises of the CIS countries. Their products have traditionally, since the times of the USSR, been distinguished by their strength and durability at a low price. Unfortunately, they are gradually leaving the market
- At an affordable price, Ruko provides decent quality and a wide range of designs, coatings, diameters, lengths and sharpenings.
- Bosh. It costs more, but has a significantly greater resource. Beneficial for large volumes of work.
- Bison A worthy attempt to revive the glory of Soviet instrumentalists. Combines high quality and reliability with reasonable prices.