Purpose of the clamp
The installation of most pipelines requires threading, which allows you to connect different parts of the pipe. The thread provides a reliable and high-quality connection, so this type of connection does not lose its relevance over the years.
However, this rule does not apply to all situations. For example, polyethylene pipes are connected with special compression fittings, while polypropylene pipes are completely welded. Such connection methods have long proven themselves to be the best.
But, despite the simplicity and convenience, even such good methods of connecting pipes have their drawbacks, and quite serious ones:
- Fear of high temperatures . The maximum temperature at which polypropylene and metal-plastic pipes can operate is 95 degrees Celsius. Of course, on paper this standard exists and can even be observed, but there are often cases when hotter liquid is run through the pipes - for example, when heating houses in very cold winters. As a result of such an impact, the pipe is destroyed, with all the ensuing consequences. What can we say about polyethylene pipes, which begin to deform as soon as the temperature reaches 40 degrees.
- Low mechanical strength . When laying plastic pipes, you need to take into account their ability to withstand physical stress. For example, for installing a pipeline under a road or in rooms with high traffic, plastic products are not suitable at all - they are very easy to damage even by accidental impact.
As a result, we can come to the conclusion that in certain situations only metal pipes can be used, and they must be protected from corrosion.
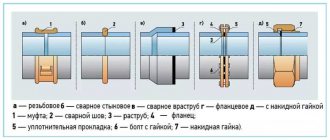
Sealed connection of metal pipes is possible only using two methods:
- Welding;
- Threaded connection.
Welding is a good option, but not always suitable. One reason is that welding damages the zinc layer of the pipe, causing it to immediately become susceptible to corrosion. As a result, only the thread remains, which is devoid of this drawback.
Grooving machine
The configuration is possible in different modifications, it all depends on the manufacturer.
However, the essence of all machines is the same - they are used to cut threads on an industrial scale. The advantages include: There is a function for programming diameter and pitch parameters with automatic reverse activation.
There is a chip removal mode. The kit includes a set of cartridges. Setting the speed of the rotating mechanism. Great time savings for the process. Full use of the machine's capabilities. Increased wear resistance. Compressing the material with a knurling roller ensures a clean surface. Increased strength by 10-30 percent compared to mechanical processing.
Threading methods
There are several ways to cut pipe threads, including:
- Cutting on a lathe;
- Die cutting;
- Cutting with a pipe clamp.
Everything is clear with the machine - the pipe is inserted into the spindle, fixed, and with the help of a cutting tool, everything unnecessary is removed. Next, the cutter is changed, the pitch and depth of the pipe thread is selected - and this is where the work is successfully completed, after which the pipe can be used in any pipeline.
However, in theory, all this looks good, but in practice, a lathe is a tool that is not available everywhere, and you also need to be able to work with it. As a result, all that remains is a hand-held tool for cutting threads on pipes - a die or pipe clamp.
It is also worth mentioning that to cut the pipe you will also need a regular tool. Any device will do - a hand turbine, a pipe cutter or a hacksaw.
Internal thread cutting
There are times when to assemble a structure it is necessary to cut an internal thread in a pipe. For such purposes, a completely different tool is used - a tap. It is a small metal pin, at one end of which there are external incisors. To ensure everything goes right, you need to follow these steps:
- Using a caliper, the internal diameter of the pipe is measured.
- The corresponding tap is selected exactly based on this value.
- All burrs are removed using a file.
- The surface is treated using a metal brush.
- Tap number 1 is clamped in the holder and inserted into the pipe. It will remove 70% of the material during the pass. The remaining 30% is removed with a number 2 finishing tap.
- In order to remove chips along the way, the same rule applies as in the case of a lecher.
- If a thread needs to be cut in one of the pipe walls, then a hole is drilled with a drill. The drill must be clearly perpendicular. This is important, because otherwise you won’t get high-quality cutting.
Note!
If the pipe is in the wall, then the thread can be cut so that a few millimeters of the protruding pipe are without it. It is necessary to leave such a gap so as not to tear the product when screwing in the connector.
Differences between a die and a die
Expensive tool steel is used to produce the die, and it is used to manufacture all elements of the device. This looks slightly illogical, because high mechanical strength is necessary only for the cutters, due to which the thread is cut.
Klupp is a simplified version of the die, because it does not contain expensive and unnecessary structural elements. Effective pipe threading requires only the strongest possible cutters and holder.
It would seem that everything looks as if a pipe clamp is just a cheaper analogue of a die. But at the same time, the cost of some clamps can exceed all imaginable limits, and this looks strange.
All this can be explained very simply - cutters in this case are consumables, and you can save on them. The tool itself is quite convenient and simple, and it is for these qualities that it is chosen for cutting threads on metal pipes.
How to cut threads
Internal
Suppose we have at our disposal a drilled metal blank for a metal coupling DN 32 mm (1 1/4 inches). We need to transform it into a finished coupling.
How to do this job?
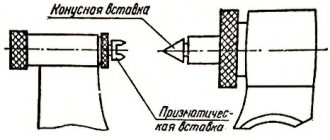
- We clamp the workpiece into a special clamp with a diamond-shaped gap between the jaws.
- Insert a 1 1:4 inch rough pipe tap into the driver.
- Lubricate the inner surface of the workpiece. Lubrication will reduce cutting resistance and reduce the possibility of scoring. It doesn’t matter what lubricant to use: for our purposes, oil for sewing machines, Autol, grease and solarium are equally suitable.
- We position the tap strictly along the axis of the future coupling, press it against it as hard as possible and turn it without disturbing the positioning or weakening the pressure. Cutting without pressing the tap to the part is possible only after 2-3 full turns; If the reinforcement is weakened earlier, the first thread will be torn off.
- Having passed the coupling with a rough tap, remove the knob and take it out differently. We repeat the operation with the finishing taps and the middle one.
What to do if you only have a simple vice at your disposal:
- The tap shank is clamped into them.
- The workpiece is clamped with a gas (pipe) wrench and pressed onto its entry.
- The upcoming operations are similar to those outlined above.
Outdoor
Here the thread cutting instructions include preparing the entry for the die. To ensure that cutting does not require excessive hardening of the clamp, the outside of the pipe should be chamfered at an angle of about 30 degrees to its axis.
Let's consider how it is possible to prepare an approach, so to speak, in the field:
Grinding the edge of the pipe with a grinder and a metal circle.
- Doing the same job with a hand file.
- Finally, in the absence of a tool, you can use a gas wrench to edge the pipe with little skill. The main subtlety of this operation is not to overdo it and not to make the pipe oval.
What to do next:
- The outer surface of the pipe edge is again lubricated.
- The die is pressed against the end strictly perpendicular to the longitudinal axis of the pipe. The tightening of the clamp is maintained until 2-3 full turns are made.
- Next is simple mechanical work: the die is driven along the pipe until a thread of the required length is obtained. A rapidly increasing resistance indicates chip scuffing; in this case, the die is driven back one revolution, the chips are removed, and the surface is re-lubricated.
When cutting external threads specifically on a riser or liner, there is one subtlety. The pipe on which the thread is being cut must be held with a gas wrench so that the hardening on it compensates for the torque that appears during cutting.
The fact is that tearing off the line from the riser or the riser from a neighbor's battery is much easier than it might seem: the lever allows you to develop very strong hardening. In addition, the condition of the pipes themselves in dilapidated housing stock is often not encouraging.
Types of pipe clamps
Pipe threading dies are classified as follows:
- Manual clamp . The design of this device is simple to the point of impossibility - a round guide with clamps for the cutters and two handles, to which the forces are applied.
- Manual clamp with ratchet . Another simple design, which is a little more complicated than the previous one. The whole difference lies in the ratchet, which makes it possible to cut threads using reciprocating movements carried out by one handle.
- Electric plug . This device provides maximum comfort when working. All that is required to create a thread is to clamp the pipe and turn on the die. Even a device with low power does its job perfectly.
External type
External threads are created on bolts, rods and screws using a die. This is a special device in the form of a washer that has a hole in the middle. Dies are divided depending on their design into:
- solid;
- sliding;
- prismatic;
- round.
Solid devices are washers with a constant diameter, and they cannot be disassembled. Those. For each rod size you need to use different devices.
Sliding types, unlike solid ones, can be used with small changes in the diameter of the rod. At the same time, they are fastened in a clamp so that all the numbers on the parts fully correspond to the numbers on the frame itself. Also, a special plate is placed between the stop and the die, which prevents the housing from cracking from pressure.
Prismatic types are used when cutting on 32 pipes and other common diameters. They consist of two detachable parts, on which there are grooves on the outer sides.
The round die is installed in an easy-to-hold wrench and may have one or more special places for stop screws.
It is advisable to say that cutting on a stainless pipe is quite difficult, since this type of steel has high hardness. Other metals can be easily processed by hand, which saves time and money.
Advantages and disadvantages
Knowing the advantages and disadvantages before buying is half the success in work. Let's discuss these criteria and start with the positives:
- Low cost. This applies to comparisons with a lecher and a die. The reduction in cost is due only to the fact that only the threaded element is made of high-quality steel. Everything else is made of inferior steel, which does not affect the quality, but reduces the cost.
- Durability. This is due to the subtleties of the design. Firstly, the cutting element can be removed, cleaned, or, in extreme cases, replaced. Secondly, wear is lower, since the turns of the cutting element go in a spiral, i.e. the first goes a little into the metal, the second a little more, the third deeper, etc. This ensures uniform depth and also reduces wear on parts.
- Different prices. This is convenient because there is a subcategory of tools for professional and household. The first category includes varieties with an electric drive, with a ratchet, with a section of the body that is put on the pipe for uniformity. Household tools weigh less; more often than not, there is nothing in the structure except the cutting element and the housing around it, and you have to use a pipe wrench to rotate it.
- Wide range of applications. This could be the gas industry, water supply systems, heating of apartments and private houses.
- Modular repair. Due to the fact that the cutters can be removed, this makes it possible to change one of the four elements or two, but not change the entire product. Professional clamps have a detachable design.
- Less effort at work. This is especially true for electrically driven dies. Here, all the thread cutting work will be done for you by an electric drive with a gearbox. The main condition is that there is enough space for its installation, since an automatically driven tool has large dimensions. In extreme cases, you can get by with a variety with a ratchet.
There are practically no disadvantages. But, among the features we can highlight the need for a large free space around the pipe. As we previously discussed, the width varies from 80 mm, which already implies a radius of rotation of about 4 cm.
The process of cutting threads with a clamp
Cheap tools do not have clamps to secure them to the body of the pipe being cut, so they will have to be held manually. Firstly, it may be difficult to install accurately, and secondly, the weight is heavy and you can get tired, especially if you have to work with a large number of objects.
From theory to practice - external thread cutting
In “field” conditions, the best option for such a case is to cut the thread with a die. The process of forming a threaded connection is as follows.
Scheme of working with dies
- First you need to ensure free access to the workplace. In our case, we cut the pipe at a right angle. For reliability and to obtain an even cut, use a grinder or a special pipe cutter.
- Then you need to screw a “rough die” onto the pipe, which will form a cutting profile. Before screwing, be sure to clean the cutting area and lubricate it with machine oil.
- After the rough pass, clean the cutting area, and again, lubricate it with oil. Then you screw the finishing die two turns, after which you need to turn it half a turn back so that the die cuts off the chips. The entire cutting process is carried out in this way: twisting the die two or three turns and turning it halfway back to remove chips
Thread cutting with a die
In principle, there is nothing complicated in this work. After cutting, check the result of the work by screwing on the threaded coupling.
Main types
The main varieties relate to the method of use. This is a manual and electric clamp , respectively. For home work, there is no point in overpaying for a power tool, since it costs an order of magnitude more. We invite you to learn more about each type:
1. Manual. This type of die belongs to a low price category, has 4 cutters, is light in weight and may vary in cutting diameter. The most popular thread options are 1 inch, ½, ¼, 3/4 and other sizes. The cutters are fixed with 4 screws, which are screwed into the body.
In the future, the cutters wear out, the screws can be unscrewed to replace the cutting part with a new one. Even the manual variety has options from different price segments. For example, a clamp without a handle is considered the cheapest, since it is bought for a couple of times.
You can use a crocodile wrench or another pipe option as a handle. A more expensive option has a body for precise thread cutting. Price and quality are correspondingly higher. A hand tool can also be universal, which is ensured by the ability to adjust the distance between the cutters, which affects the diameter of the thread being cut.
2. Electric. This option is the most expensive because it has a mechanical drive, which facilitates rotational movement. Outwardly, it is very similar to a grinder, where the cutting disc is replaced with a pipe clamp . The number of revolutions here is reduced, but the traction force is increased, which allows you to freely perform rotational movements around the pipe at low speeds.
Electric plug
You won’t have to hold such a clamp in your hands, since its design includes special clamps. They fix the tool to the pipe, which eliminates the bevel of the thread in the cutting perspective. The main disadvantage of the tool is its dimensions, which prevents it from cutting threads in hard-to-reach places. As for the advantages, with such a clamp the speed of work increases.
Features and Specifications
Technical specifications help us make the right choice and use the tool with ease. Let's look at the main ones:
- Dimensions. It is the dimensions of the product that will allow you to understand how convenient it will be to use the clamp in a particular place. The smallest sizes are for a clamp without a handle, as well as without a guide clamp. Its accuracy is lower, the tool requires skill, and the work is carried out using a pipe wrench for rotation.
- Thread sizes. The most common sizes are 1 inch, ½, ¼, 3/4 inch. There is a universal die on sale, the distance between the cutting elements of which can be adjusted to fit the desired diameter.
- Product weight. Weight may vary for different sizes. For example, “Bison EXPERT 1/2″ weighs about 650 grams and has an external size of 7x7.5x7. On the contrary, Sturm 1065-04-1-1/2 with dimensions 11.4x12x10.8 weighs about 2 kilograms. With equal diameters, Sturm 1065-04-1-1/2 weighs more, which indicates the use of heavier steel and higher quality. But do not forget about the dimensions, where sometimes you will have to neglect quality in order for the clamp to fit between the pipe and the nearest wall.
- Type of drive. There are manual and mechanical. The cost and dimensions of the product depend on this.