A thread-cutting machine is an indispensable type of equipment for cutting external and internal threads on pipes in industrial quantities. Threads can be cut both at the ends of pipes and in holes in the housing.
The use of thread-cutting machines is advisable both for small workshops, where this type of work is performed regularly, and in large-scale production, where cutting threads on pipes is part of the technological cycles of the enterprise. The choice of machine depends on the volume of tubular products that need to be processed, the diameter of the pipes and other parameters. When choosing, the availability of additional options for the machine plays a role.
Information about the manufacturer of threading machine 5993
The manufacturer of the thread-cutting machine 5993 is the Chita Machine Tool Plant , founded in 1957.
The plant produced the following equipment:
- universal sharpening machines model 3640, 3B641
- honing machine model 3833M
- diamond sharpening machine model 3B632V
- semi-automatic thread-cutting machines 5D07 (1960-1982), 5991, 5992, 5993, 5994 (1977), 5A993, ChS 5A100S
- magnetic plates, magnetic cartridges, sine plates and other magnetic technological equipment on permanent magnets - about 46 types in total.
Machine tools produced by the Chita Machine Tool Plant
- 3B641
- universal sharpening machine Ø 250 x 650 - 5D07
thread-cutting machine for cutting external cylindrical threads Ø 39 x 320 - 5993
thread-cutting machine for cutting external cylindrical threads Ø 42 x 280
Types of equipment for thread-cutting tools
You can resolve this issue by reading a brief description of each type of tool.
The die is a nut with holes along its axes for the cutting edge and a hole for chip removal. It is usually used in everyday life and small-scale repair and construction work for cutting external threads on pipes.
The tap is used for the production of internal threads, used both in manual equipment and installed on machines.
The cutter and comb are usually made of high-alloy steel and are used in threading dies and machines for cutting internal and external threads.
The thread-cutting die with combs is gradually replacing the tool with a die (die) due to higher productivity and versatility. The clamps are manual and electric. They are suitable for cutting threads of different geometries - metric, inch, conical, with a certain, including variable, pitch.
The manual thread-cutting die is lightweight, compact, and easy to carry. It does not depend on power supply and is affordable.
Electric clamps are much more functional than manual ones. They cut threads faster and do not require much physical effort from the master. The volume of work performed per unit of time increases significantly. Note that in terms of thread cutting accuracy, high-quality manual dies are not inferior to electric ones.
Instructions for sharpening and installing threading dies
Sharpening and measuring of dies for self-opening screw-cutting heads of standard sizes 2651-0021 (1KA-25); 2651-0022 (2KA-30); 2651-0024 (ZKA-40); 2651-0026 (4KA-70) and 2651-0028 (5KA-70) in accordance with GOST 21760-76 should be produced in accordance with the operating instructions for these heads attached to the machine.
Sharpening of flat dies for thread-cutting heads 1T, 2T, 3T can be done according to GOST 2287-61 in two forms: form I and form II in a sharpening device, fig. 13 (unit 5993.98.000), available for an additional fee. In this case, sharpening form 1 is recommended.
The sharpening geometry is shown in Fig. 28. Recommended sharpening angles depending on the material being processed are shown in the table in the figure. Setting the extension of the dies, cutting modes and the used cutting fluid are given in the operating instructions for 1T, 2T and 3T threading heads.
Metric and inch threads
There are a huge number of threads in the world, but the most common are metric and imperial.
Inch is much older than metric. It was developed in Great Britain at the end of the 18th century during the Industrial Revolution.
Metric was developed in France, a historical competitor of Great Britain. It was much simpler and more convenient, since integer numbers were taken as a basis, as opposed to inch numbers.
In Russia, metric is used in mechanical engineering, and inch is cut on pipes, adapters and fittings for water and gas supply.
Metric threads benefit from greater variability. In addition to the nominal value (diameter), the pitch is also indicated. Thread pitch is the distance between two profile points of the same name.
A thread profile is a regular (equilateral) triangle; in such a triangle, all angles have a value of 60 degrees. The profile height is 0.86 thread pitch.
Pipe threading
The term threading refers to the processing of a rod or hole in a part using a threading tool to produce an external or internal screw thread consisting of alternating spiral grooves and protrusions-turns. Threads are applied to products such as bolts, nuts, pipes and other products that can be used for all kinds of detachable connections and for mating various parts of pipelines.
Thread, as a type of connection, can be divided into the following elements: profile, pitch, profile angle, depth, outer, inner and middle diameters. The thread profile is the cross-sectional shape of the thread. There is also a classification of threads by profile: triangular, rectangular, trapezoidal and other threads are distinguished. Triangular threads are used in the assembly of sanitary systems and parts. Threads are also divided according to the direction of the turn into right and left.
Pipe cylindrical threads are cut or rolled at the ends of pipes to connect water and gas pipes. Subsequently, the cut ends of the pipes are connected to each other using connecting parts.
Short and long cylindrical threads are used to connect water and gas pipes. The last two threads of the thread have an incomplete thread, called a runaway. All threads have the same diameters and depths, with the exception of the rung. The thread run-out is formed due to the design of the dies, the first threads of which are countersunk. The run-out of the thread allows the coupling to be jammed on the pipe, which makes the connection with the sealing material screwed onto the thread airtight.
To simplify and increase the speed of work performed on cutting threads of various diameters on pipes with diameters up to 2 inches, as well as cutting threads on steel rods and studs with diameters up to 1 inch, thread-cutting dies are used. This type of tool is divided into manual and automatic. Manual clamps consist of an all-metal rod with a rubber handle and a round socket with a ratchet mechanism, which houses replaceable heads with thread-cutting dies. Threading heads are compatible with both BSPT (conical) pipe dies and BSPP (cylindrical) and metric cutters, allowing you to cut conical (trapezoidal) pipe, cylindrical (long, parallel, for bends) pipe using one size die , and metric pipe threads. There are reversible dies for heads that allow you to cut threads on pipes protruding from walls. The head sizes cover a fairly large range of pipe diameters - from ¼ to 2 inches. The main advantage of a manual thread-cutting die is its compact size; it is convenient to work with this tool in hard-to-reach and small-sized places. The lack of electricity is also not a hindrance for these clamps, so they can be used almost everywhere.
Automatic dies consist of an electric drive, a gearbox with a cylindrical worm gear and replaceable threading heads in a durable plastic case made of high-strength materials. REMS automatic die dies can be equipped with patented support yokes to prevent the die from turning during threading in both directions. REMS clamps can be used without a vice. The technology for cutting threads on automatic threading die is extremely simple. The die is equipped with a thread-cutting head of a given diameter. A special oil is applied to the required, pre-prepared section of the pipe, which removes heat and reduces friction in the working area. If REMS clamps are used, they are installed on the pipe using a yoke, which securely fixes the clamp to the pipe. If RIDGID clamps are used, a vise will be required to secure the clamps to the pipe. Next, the drive is activated, rotating the threading head, which cuts the thread.
The fastest and most technologically advanced tool for cutting threads on pipes in our time is a thread-cutting machine. This type of tool is needed where a manual one cannot cope. To a greater extent, they are suitable for working with gas and pipeline pipes of large diameters on an industrial scale in factories, construction sites or repair shops. The machines are capable of not only cutting threads, but also cutting pipes, deburring, making nipples, and also, with the help of additional equipment, rolling grooves. Most machines can change the rotation speed, pitch and type of thread. The machines are equipped with a multi-stage gearbox and a cooling system, because when cutting large and long threaded connections, the workpiece and the die or cutter become very hot. The machine is also equipped with various devices and devices for clamping the workpiece and automatic oil supply. In order to choose a specific machine, you need to know which pipes and diameters you will have to work with. There are specific die heads available for different pipe diameter ranges. For example, threading heads from the American manufacturer RIDGID are divided into working with pipes up to two inches, up to three and up to four inches. And on German REMS machines, depending on the diameters of the pipes, the machines have different types of motors: universal, capacitor and three-phase with a power of up to 2.1 kW. Japanese REX machines, with almost identical characteristics to German and American machines, have lower prices without compromising on quality. All machines are covered by warranty and service. Many machines have a large selection of accessories. You can choose configurations, stands on a tripod, or with a shelf for workpieces and transport wheels. It is also worth paying special attention to lubricants. Our catalog contains a full range of cutting fluids for threading steel pipes, stainless steel pipes, non-ferrous metals and plastic pipes. Particularly worth noting is the synthetic lubricant Rems Sanitol, which is completely soluble in water. It can be used with water pipes of any material. If you have any questions about equipment for threading pipes, or difficulties in choosing this type of tool, our specialists will help you choose the most suitable option.
Technical data and characteristics of the 5993 threading machine
| Parameter name | 5993 | 5D07 |
| Main settings | ||
| Accuracy class according to GOST 8-82 | N | N |
| Productivity when cutting short threads, pcs/h | 500 | |
| Diameter of metric thread cutting, mm | 12..42 | 10..39 |
| Steps of cut metric threads, mm | 1,75..4,5 | |
| Thread cutting diameter inch, mm | ¼..1¼ | |
| Steps of cut pipe (inch) threads, threads per inch | 19..11 | |
| Maximum length of cut thread, mm | 280 | 320 |
| The largest and smallest installation diameter of the product, mm | 12..56 | |
| Diameter of the internal hole of the head, mm | 45 | |
| Diameter of through hole in spindle, mm | 49 | |
| Number of spindle speeds | 6 | 6 |
| Spindle speed limits, rpm | 0,75..4,16 | 63, 90, 125, 180, 250, 355 |
| Work clamp drive | Electromech | |
| Carriage movement drive | Hydro | |
| Carriage travel length, mm | 400 | |
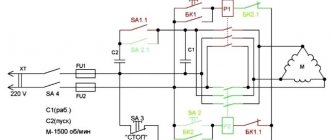
| Electrical equipment and machine drive | ||
| Number of electric motors on the machine | 4 | |
| Spindle drive electric motor, kW (rpm) | 3,0 | 3,0 (1420) |
| Hydraulic drive electric motor, kW (rpm) | 2,2 | 1,1 (930) |
| Cooling pump electric motor, kW (rpm) | 0,12 | 0,125 (2800) |
| Clamping device electric motor, kW | 0,8 | |
| Total installed power of all electric motors, kW | ||
| type of supply current | 50Hz, 380/220V | 50Hz, 380/220V |
| Dimensions and weight of the machine | ||
| Machine dimensions, mm | 1980 x 1095 x 1125 | 1500 x 725 x 1140 |
| Machine weight, kg | 1550 | 1150 |
- Semi-automatic thread-cutting machines 5991, 5992, 5993. Operating manual 5993.00.000 RE, 1983
- Kolev N.S. Metal cutting machines.
- Galperin E.I. Setting up gear cutting machines, 1960.
- Kozlov D.N. Gear cutting work, 1971.
- Loskutov V.V. , Nichkov A.G. Gear processing machines, 1978.
- Malakhov Y.A. Gear-processing and thread-milling machines and their adjustment, 1972.
- Milshtein M.Z. Cutting gears, 1972.
- Ovumyan G.G. , Adam A.I. Gearcutter's Handbook, 1983.
- Pismanik K. M., Sheiko L. I., Denisov V. M. Machines for processing bevel gears, 1993
- Ptitsin G.A. , Kokichev V.N. Gear cutting machines, 1957.
- Silvestrov B.N. , Zakharov I.D. Design and adjustment of gear cutting and thread milling machines, 1979.
- Shavlyuga N.I. Calculation and examples of adjustments for gear hobbing and gear shaping machines, 1978.
- Machine for cutting spiral bevel wheels model 528c. Manual for the machine, ENIMS, MZKRS 1956.
- Instructions for calculating the adjustment settings of gear cutting machines models 525 and 528 for cutting bevel wheels with spiral teeth, ENIMS, MZKRS.
- Guidelines for calculating the geometric dimensions of hypoid gears and settings for cutting them on machines models 528s, 528s, 5a27s1, Saratov Heavy Gear Cutting Machine Plant, 1967.
- Manual for calculating the settings of machines 528s, 525 and 5a27s4p for cutting bevel wheels using the rolling-in method, Saratov plant of heavy gear cutting machines, 1969.
Bibliography
References for setting up the machine
Related Links. Additional Information
- Classification and main characteristics of gear-processing machines
- How to buy a machine for production
- Gear hobbing machines for cylindrical wheels
- Counter milling. Climb milling when cutting gears on a gear hobbing machine
- Bevel gear. Terms and Definitions
- Testing and checking metal-cutting machines for accuracy
- Repair of hydraulic systems of metal-cutting machines
- Designations of hydraulic circuits of metal-cutting machines
- Repair of gear hydraulic pumps
- Designations of kinematic diagrams of metal-cutting machines
- Directory of gear processing machines
Home About the company News Articles Price list Contacts Reference information Interesting video KPO woodworking machines Manufacturers
How to choose a tool?
When choosing a tool for cutting threads on pipes, the master is guided by the design features of the pipeline, its technical characteristics and functionality. The choice of hand or power tool depends on what material will be used for threading and how much work needs to be done.
An important factor remains the price of threading tools and components. Expensive electrical plugs are bought by craftsmen who regularly cut external and internal threads. If the job is one-time, you should consider buying inexpensive hand tools.
A thread-cutting tool requires the presence of direct cutting elements - these are dies, taps, and cutters. For more advanced products designed for high-precision productive cutting, the working tool is a prefabricated adjustable thread-cutting head, including several cutting combs.