Types of turning tools with replaceable inserts
The following types of cutting tools with replaceable inserts are distinguished:
- Boring cutters: have a cone-shaped holder and mechanical fastening for making through and blind holes in parts. They can also be used for cutting internal and external threads in cylindrical products. When making blind holes, the cutting edge should be positioned at an angle of 90°, for through holes - at an angle of 60°.
- Pass-through: used during external processing of metal parts. Their cutting edge is located at an angle of 45°.
- Shaped: necessary for processing shaped surfaces. These cutting tools are capable of ensuring the identical shape and dimensional accuracy of the processed workpieces. Shaped cutters are made from high-quality high-speed steels.
- Parting cutters: used for cutting workpieces into several parts. They are used when processing small and large bar parts. The main cutting edge of the tool is at an angle of 90°.
- Multi-faceted carbide cutters: equipped with polyhedron-shaped inserts.
- Grooving: intended for cutting grooves in cylindrical and conical products. They are characterized by high structural rigidity and high productivity. These tools are able to withstand high loads during turning operations.
The choice of the type of thread cutters with replaceable inserts depends on the type of technical operations performed during the processing of metal parts. The quality of the instrument depends on the precision of manufacturing and the professional skills of the craftsman.
Nuances of choosing a cutter
When purchasing cutting tools, you need to pay attention to the following criteria:
- A type of cutting tool. Different types of cutters differ in profile shape, determined by the technical features of carbide inserts.
- Dimensional characteristics. The different dimensions of products processed on a lathe determine the dimensions of the cutting tool. For modern types of cutters, you can select workpieces with distinctive dimensional characteristics.
- Back angle value. This indicator affects the accuracy of finishing of the material. The surface cutting cleanliness is directly proportional to the clearance angle. This parameter is taken into account when turning metal workpieces with soft surfaces.
- Accuracy class. This parameter is used to calculate the accuracy of the cutting performed. According to GOST 9253-59, 3 main accuracy classes are established for plates. When measuring this parameter, it is possible to cut workpieces with tools with different tolerance values.
If these criteria are not taken into account, then the thread cutters will not be able to be firmly fixed on the lathe and produce precise processing of metal parts.
When purchasing cutting tools, it is important to choose the right inserts. These parts are made of hard metal alloys. The ratio of metals determines the operating characteristics of the cutting tool. There are 2 main types of plates:
- With increased strength. They are resistant to vibration, shock and other physical stress that occurs during cutting. It is recommended to purchase this category of plates if you need to cut a large amount of metal from the workpiece.
- With increased heat resistance. They can withstand high temperatures that arise during long-term processing of workpieces and exposure to frictional forces. Heat-resistant plates are fixed mechanically. They are used when working at high speeds.
Materials of manufacture are indicated on the markings of carbide inserts. Each alloy has a unique image. In the manufacture of cutting parts, tungsten is used, which has high strength and resistance to large temperature changes. Additionally, titanium carbide or cobalt can be used. Plates made of ceramic materials are used during finishing or semi-finishing of metal products. They can be used for cutting workpieces made of heat-resistant alloys. The percentage of these components determines the category of replacement plates. On the marking, titanium is designated by the letter “T”, cobalt by the symbol “K”. Example of marking: T14K7 (percentage of titanium carbide - 14%, cobalt - 7%).
For large volumes of turning work, it is recommended to purchase a set of turning tools with replaceable inserts, which will allow you to quickly adjust the tool during various technological operations. When choosing sets, it is important to consider the manufacturer's brand. The most popular replacement plates on the market are from the following companies:
- LLC “Instrument-Service”: a Ukrainian company that produces parts for cutting tools.
- Interpipe: is the largest organization for the production of pipe and threaded connections in Eastern Europe. The products are manufactured at the Novomoskovsk pipe plant, located in the Ukrainian city of Dnepr.
- BDS-Machinen: German company producing devices and parts for magnetic drilling machines.
- Proxxon: an organization that develops parts for cutting small workpieces. Production takes place in Germany.
- Ceratizit: a company producing metal-cutting tools and their main components. The headquarters is located in Luxembourg.
The cost of a set of turning tools depends on the manufacturer's costs and the financial policies of suppliers. Imported parts have the highest price. The average price of a set is 15,000 rubles. Additionally, you can purchase certain types of plates. Their average price is 164 rubles.
What are holders
Manufacturers produce solid cutters for lathes and tools that require additional fastening. The first option, as a rule, is not suitable for metal processing. The holder is a part for attaching the cutter to the machine. You can screw any necessary equipment onto them: from rapid cutting steel, high-speed steel or tungsten carbide.
It is important to note that there is a large selection of tool holder cutters available that are significantly less expensive than a solid tool. Each tool has its own mount.
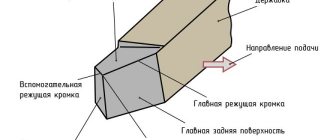
Cutting modes
Cutting modes are a set of parameters that determine the conditions for processing parts using a turning tool. The cutting process is influenced by the following factors:
- Cutting speed is the path of movement of the machined surface of the workpiece relative to the cutting edge per unit time. Measured in m/min or m/s. In the drawings it is designated by the Latin letter V.
- Feed is the path traveled by the cutting edge in 1 stroke or revolution of the workpiece being processed. Measured in mm/rev. In the drawings it is marked with the Latin symbol S.
- Depth of cut is the distance between the machined and machined surfaces. It shows the amount of metal layer being removed. In the diagrams it is denoted by the Latin letter t.
- The cross-sectional area of the cut layer is the product of the cutting depth and the feed. It is a nominal value and affects the presence of roughness. In the diagrams it is indicated by the Latin symbol f.
These parameters are tabular values and are specified in GOST 25762-83.
Download GOST 25762-83
Each type of cutting tools with mechanically fastened inserts has additional cutting modes. Cutting cutters carry out transverse movements, boring tools move longitudinally relative to the surface of the workpiece. During operation, the average speed of the cutting edges is tenths of mm. The feed is 0.1 mm/rev.
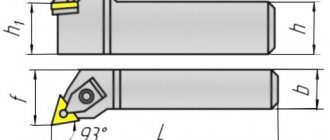
ISO designation system for turning toolholders
By marking a turning holder, you can easily determine the purpose, shape and other technical features of a metal-cutting tool. To do this, you need to know what certain letters and numbers in the name of the holder mean.
For your convenience, we have collected information on the marking of cutter holders - for external turning, boring, threading holders, grooving and parting cutters.
Content:
1. Designation system for holders for external turning
2. Designation system for holders for internal turning (boring)
3. Designation system for threaded holders
4. Designation system for cutting and groove holders (cutters)
5. How to choose prefabricated holders for lathes
External Turning Toolholder Designation System
Find out prices and choose cutters for external turning in the CNCMagazine online store.
Designation system for holders for internal turning (boring)
Find out prices and select holders for boring in the CNCMagazine online store.
Threaded holder designation system
All threading holders in the CNCMagazine online store.
Designation system for cutting and groove holders (cutters)
Holders for parting and grooving cutters in the online store CNCMagazine.
We will be happy to answer your questions: E-mail : [email protected] Call: 8 (800) 555-4116 (toll-free within the Russian Federation).
SEND A REQUEST
How to choose cutters with SMP for lathes
Prefabricated cutters are a fairly convenient and versatile tool. In the event of breakage or wear of the cutting plate, as well as when it is necessary to change the operation, holders with mechanical fastening of the inserts allow you to quickly replace the elements.
It is profitable and not labor-intensive. In addition, it allows you to save work space when storing tools and consumables.
Carefully read the instrument markings, using the samples and reminders from the pictures above. If you have any difficulties, our experienced managers will always help you with your choice.
The most common are right-handed holders (denoted by the letter R). There are also cutters with left (L) and neutral feed (N). Pay attention to the length of the holder (from the top of the cutting edge to the end of the shank), its height, the width of the cutter, the length of the cutting edge of the insert being installed, its shape, and the type of insert fastening. Important characteristics of turning tools when choosing a tool are the shape of the holder, the leading angle and the clearance angle of the inserts.
As for brands and grades of metal-cutting tools, we recommend paying attention to the CNCM - high-quality, wear-resistant and at the same time affordable holders have already been appreciated by many clients of the CNCMagazine online store. Today, CNCM are one of the most popular items in our store.
We are waiting for your questions and applications: E-mail Call: 8 (toll-free in Russia).
Advantages and disadvantages of incisors
Thread cutters with replaceable inserts have the following advantages:
- low cost: cost less than solid type incisors;
- allow you to save a large amount of time resources during the preparation of cutting tools for various technological operations;
- the plates are able to withstand high loads because they are made of carbide materials;
- cutting cutters can be used to process parts with small dimensions and uneven terrain;
- the cutting tool can be readjusted if necessary;
- high service life of the holders, which allows the tool to be firmly secured to the lathe;
- do not require additional sharpening or soldering;
- during processing, reduce cutting force and temperature by 35 - 40%;
- provide the ability to change cutting modes on the fly;
- unification of all cutter models: allows you to select the right insert for processing workpieces made of certain types of metals.
Experts highlight the following disadvantages of cutters with replaceable inserts:
- due to the presence of many fasteners for carbide inserts, the total weight of the cutting tool increases;
- cutters are not able to provide optimal geometric parameters of the cutting edge due to the different shapes of the plates and the peculiarities of their fastening;
- high complexity of manufacturing cutting tools.
The quality of a thread cutter depends on the type of processing and cutting mode. The cutter retains its benefits longer at low cutting speeds and during internal cross turning. The cutting tool wears out faster during external longitudinal turning. To increase its durability, lubricating and cooling media are used. You can also increase the rigidity of the tool by increasing the area of the holder.