To choose the right equipment for welding work, you need to know the design and operating principle of the welding inverter. If you have a good understanding of such issues, you can not only effectively use, but also repair inverter devices yourself.
Inverter welding machines made in Italy
There are many models of inverters offered on the modern market, which allows professionals to select equipment in accordance with their needs and financial capabilities. If you want to save money, you can make an inverter welding machine with your own hands.
Technical nuances
Before starting work, the energy receiver must be connected to the power supply to charge it to the required level. Pulse welding itself takes very little time, since it uses the energy stored in the receiver. This kind of welding can be done with your own hands; it is not at all overly complicated.
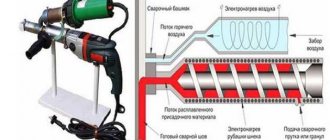
Seams are formed due to the melting of individual portions of metal followed by coating.
The most important point is the correct setting of the pulse and pilot arc modes. If the mode is correct, the process will go quickly, correctly and, most importantly, safely, without any craters in critical joint areas.
Pulsed DC welding
The rigidity of the regime is a technological feature of this method. It's all about the pulse duration. If you change it, all welding parameters will change.
One of the important advantages is the ability to control and minimize metal crystallization. You can change the shape of the weld pool. Additionally, the risk of weld deformation can be controlled and reduced.
This method is often used to join metal with edge thicknesses greater than 3 mm.
Why do you need a battery charge controller?
The main function of a battery charging controller is to regulate the recovery of energy losses. First, the conversion of electrical energy into chemical energy is monitored, and then it is accumulated to be used when necessary for certain devices and mechanisms.
You can make such a device with your own hands, which home craftsmen successfully do by selecting the limits in devices up to 15 Volts.
There are these types of charging controllers depending on their application:
- For equipment used in everyday life;
- For mobile devices and gadgets;
- For renewable energy sources.
In addition, the controllers can be used for various solar panels and wind blowers. The upper voltage limit in such devices is usually 15 V, and the lower limit is 12 V.
The use of a battery charge controller is also suitable for mobile devices. There is no particular difference between a device for a smartphone, a feature phone or a tablet.
Elements of the electrical circuit of inverter devices
The welding inverter device consists of the following basic elements:
- rectifier for alternating current coming from a regular electrical network;
- an inverter unit assembled on the basis of high-frequency transistors (such a unit is a generator of high-frequency pulses);
- a transformer that lowers the high-frequency voltage and increases the high-frequency current;
- high-frequency alternating current rectifier;
- working shunt;
- electronic unit responsible for controlling the inverter.
Example of an inverter circuit diagram (click to enlarge)
The rectifier and inverter units of the equipment become very hot during their operation, so they are installed on radiators that actively remove heat. In addition, to protect the rectifier unit from overheating, a special temperature sensor is used, which turns off its power supply when it reaches a temperature of 90 degrees.
The inverter unit, which is essentially a generator of high-frequency high-power pulses, is assembled on the basis of transistors connected like an “oblique bridge”. High-frequency electrical pulses generated in such a generator are sent to a transformer, which is necessary to lower their voltage.
The most common transformers used to equip welding inverters are devices with the following characteristics: primary winding - 100 turns of PEV grade wire (0.3 mm thick); 1st secondary winding – 15 turns of copper wire with a diameter of 1 mm; 2nd and 3rd secondary windings - 20 turns of copper wire with a diameter of 0.35 mm. All windings are carefully insulated from each other, and their exit points are protected and sealed.
Internal structure of the welding inverter
The output rectifier of the welding inverter receives a high frequency current. Simple diodes cannot cope with converting such current into direct current. That is why the rectifier is based on powerful diodes with high opening and closing speeds. To prevent overheating of the diode block, it is placed on a special radiator.
A mandatory element of any welding inverter is a high-power resistor, which provides the device with a soft start. The need to use such a resistor is explained by the fact that when the power is turned on, a powerful electrical impulse is supplied to the equipment, which can cause failure of the diodes of the rectifier unit. To prevent this from happening, current is supplied through a resistor to the electrolytic capacitors, which begin to charge. When the capacitors reach full charge and the device enters normal operating mode, the contacts of the electromagnetic relay close and the current begins to flow to the rectifier diodes, already bypassing the resistor.
Output chokes on the welding inverter board
The operation of all elements of such a welding machine, characterized by compact dimensions, low weight and high power, is controlled by a special PWM controller. Electrical signals are supplied to the controller from an operational amplifier, which is powered by the output current of the inverter itself. Based on the characteristics of these signals, the controller generates corrective output signals that can be supplied to the rectifier diodes and transistors of the inverter unit - a generator of high-frequency electrical pulses.
In addition to the basic ones, modern welding inverters also have a whole list of useful additional options. Such characteristics, which greatly facilitate the work with the device and make it possible to obtain high-quality, reliable and beautiful welded joints, include forcing the welding arc (fast ignition), anti-sticking of the electrode, smooth adjustment of the welding current, and the presence of a protection system against overloads.
Circuit board with the main elements of the inverter
How does an inverter welding machine work?
The operating principle of an inverter device is in many ways similar to the operation of a switching power supply. In both the inverter and the switching power supply, energy is transformed in a similar way.
The process of converting electrical energy in an inverter-type welding machine can be described as follows.
- Alternating current with a voltage of 220 Volts flowing in a regular electrical network is converted into direct current.
- The resulting direct current is again converted into alternating current using a special electrical circuit block of the inverter, but with a very high frequency.
- The voltage of high-frequency alternating current is reduced, which significantly increases its strength.
- The generated electric current, which has a high frequency, significant strength and low voltage, is converted into direct current, on which welding is performed.
Operating principle of a welding inverter
The main type of welding machines that were used previously were transformer devices, which increased the welding current by reducing the voltage value. The most serious disadvantages of such equipment, which is still actively used today, are low efficiency (since a large amount of consumed electrical energy is spent on heating the iron), large dimensions and weight.
The invention of inverters, in which the strength of the welding current is regulated according to a completely different principle, has made it possible to significantly reduce the size of welding machines, as well as reduce their weight. Effective regulation of the welding current in such machines becomes possible due to its high frequency. The higher the frequency of the current that the inverter generates, the smaller the dimensions of the equipment can be.
One of the main tasks that any inverter solves is increasing the frequency of standard electric current. This is possible due to the use of transistors that switch at a frequency of 60–80 Hz. However, as is known, only direct current can be supplied to transistors, while in a conventional electrical network it is alternating and has a frequency of 50 Hz. To convert alternating current into direct current, a rectifier assembled on the basis of a diode bridge is installed in inverter devices.
After the transistor block, in which high-frequency alternating current is generated, in welding inverters there is a transformer that lowers the voltage and, accordingly, increases the current. To regulate voltage and current at high frequencies, smaller transformers are required (at the same time, their power is not inferior to larger analogues).
Welding inverter without protective casing
Technical parameters and operating principle of pulse inverters
Progressive technology has made it possible to develop a pulse welding machine, which has a number of advantages over outdated and heavy step-down transformers. These include the following advantages:
- low current consumption from public electrical networks;
- high noise immunity;
- light weight;
- ease of settings;
- high quality weld;
- stable output parameters;
- high versatility;
- high efficiency.
All these conditions have allowed welding inverters to gain great popularity. In addition, they are quite easy to work with and do not create interference or voltage surges in electrical networks. The relatively high cost is fully justified by the quality of work and a wide range of settings. Modern semiconductor element base guarantees stable and flawless operation even with unstable input voltage. Additional functions of arc forcing, rapid rise in starting voltage and anti-sticking of electrodes make the work very comfortable. An informative display makes it possible to control operating modes, and the built-in memory allows you to remember welding modes.
The operating principle of a welding inverter is to convert low-frequency alternating voltage into high-frequency pulsed voltage. This welding machine consists of the following main components:
- mains rectifier with filter;
- an inverter that converts direct current into high-frequency alternating current;
- high frequency transformer;
- output rectifier;
- throttle.
It is important to remember that the welding inverter is a source of increased danger, so it should be handled carefully and carefully.
When purchasing, you should pay attention to certain properties of this intelligent technology, the important technical parameters of which include:
- indication of the network and the start of the cooling system before starting work, otherwise the power semiconductor elements will fail;
- the temperature range at which the device can operate is usually from -10 °C to +40 °C;
- input, alternating voltage limits - from 170 V to 260 V;
- nameplate welding current on most products is from 20 to 180 amperes;
- duration of operation at maximum current;
- pulse current indicators;
- smooth adjustment of welding power;
- the presence of an arc force function, stabilization of arc welding is especially important on vertical seams;
- function of increasing current at the start of work, called hot start;
- short circuit shutdown to prevent electrode sticking.
How to choose a welding inverter
For household inverter units, the voltage must be 220 V
Before purchasing an inverter, you should find out what value the equipment power will have - the rated welding current. The manufacturer always writes such data in the model passport.
Such parameters indicate the voltage at which the welding machine will not overheat and operate at its maximum capabilities. This takes into account periods of rest, work, and compliance with the duration of switching on.
If the device is not purchased for regular use, you can choose a unit with a power of 160 to 200 A. Such models have a standard set of functions
The mains voltage at which this equipment will operate is also important. For household inverter units it is 220 V
Single-phase networks are divided by type into stable and unstable. The first has the following features. The voltage jumps from 180 to 254 V.
This category includes industrial and domestic systems. The welding device will work under these conditions, but with slight deviations. An unstable network appears when using an extension cord. It can be found in garden plots or garages.
The tension in this situation deviates from the norm. If the unit is purchased for use in similar conditions, then it is better to choose a model with a wide operating voltage range.
Features of circuit solutions
The electronic circuit of the inverter device contains several blocks, each of which is responsible for a certain step in the overall conversion of the input voltage. Due to this distribution of functions, it is possible to generate current pulses of significant magnitude that support an electrical discharge of the required quality.
The converter chain of the pulse device begins with a low-frequency rectifier, which is supplied with a mains voltage of 220 Volts (50 Hertz). At its output, the pulsations formed after rectification are smoothed out by a capacitor filter.
After the filter, the direct current is supplied directly to the inverter (a block of high-frequency transistor switches), which switches the rectified input voltage with a frequency of about 55-75 kilohertz. Due to this, the rectified voltage is converted back into alternating current, but at a higher frequency.
At the next stage, alternating voltage is supplied to a step-down transformer, which makes it possible to connect a large current load to the secondary winding.
At the output of the transformer circuit, the voltage is rectified again in order to organize a given welding current mode, supplied to the holder with the electrode.
Even a superficial acquaintance with the circuit of an inverter device allows us to conclude that the entire chain of transformations is used for one purpose - to obtain a current of the required power and quality at the output of the device.
Features of pulse welding
The essence of pulse welding technology is the connection of metal surfaces through short pulses, using the energy reserve of a battery connected to an electrical circuit. Its distinctive feature is the ability to make permanent joints of metals with heterogeneous composition. To perform pulsed current welding, you need special equipment - a pulse welder and consumables. A welding machine is a device that provides dosing of the energy of welding pulses. Consumable and non-consumable electrodes are used as consumables. Depending on the type of electrodes, welding is performed in two ways:
- Using non-consumable electrodes using a pulsed arc;
- Using consumable electrodes, with control of penetration and transfer of the electrode metal into the weld body and control of welding droplet spattering.
Pulse welding is a cyclic controlled process of metal transfer in a shielding gas environment:
- A powerful pulse separates and transfers one drop of welding wire metal to the workpiece;
- The current strength drops to a value that allows only maintaining the arc, but not enough to separate and transfer a drop of metal;
- Cooling occurs in the weld pool;
- Repeating the cycle.
The principle of operation of a pulse welding machine is to convert the mains voltage into direct voltage, after which the rectified voltage is converted into high-frequency voltage. The pulse welder includes:
- Low frequency rectifier;
- Inverter;
- Transformer;
- High frequency rectifier;
- Working shunt;
- Control unit (electronic).
Pulsed arc welding technology
Pulse-arc welding is carried out using welding equipment that assumes the possibility of applying a pulse to a constant arc whose current strength is several times greater than that of the pilot arc.
Pulse-arc welding occurs according to the following algorithm:
- against the background of the base current, a high-power pulse melts the end of the electrode and forms a drop of the required size at its end;
- then the formed drop is separated and transferred to a metal workpiece;
- the current drops to a base value that allows maintaining a pilot arc;
- metal deposition occurs in the weld pool;
- this process is then repeated.
general information
Let's start with the terms, because difficulties often arise with them. Often, when reading articles on this topic or when communicating with other people, we hear the word “invector,” but this is a mistake in the word. The correct term is "inverter".
Speaking about this equipment, some people believe that “pulse inverter machine” and “pulse welding machine” are synonyms. This statement is false, because Pulse welding is used in another type of welding.
Now let's understand the concept. An inverter welding machine is one of the types of equipment for welding. In it, due to the inverter, arc power is provided.
Inverter devices are common and in demand on the market. The first prototype of an inverter device appeared at the end of the 20th century. Soon engineers significantly improved its design; it became convenient for everyone.
Advantages
- The main advantage that such a device has is automatic intelligent control;
- Here it is very easy to set modes that will be independently supported according to a special scheme;
- The Resanta inverter-pulse welding machine, as well as models from other manufacturers, can operate in several modes, both semi-automatic and conventional, which ensures universal use.
Flaws
- High cost of equipment, both for ordinary users;
- The dimensions of many models are quite large, so that they differ markedly from compact inverters;
- Before use, you need to familiarize yourself with the operating features of the equipment, since using it for beginners is quite difficult.
Design features and operating principle
The main design feature of a pulse welding machine is the presence of a high-frequency transformer. This is a step-down device, as in ordinary welding transformers, only here there is an additional secondary winding that serves to power the control circuit.
The alternating electric current produced by the inverter is supplied to the primary winding, which is located on the high-frequency transformer of the pulse apparatus. The electrical voltage is, for example, 310 V, and the frequency is several tens of kHz. Due to the fact that the secondary winding has a smaller number of turns, the voltage decreases and reaches a level of 60-70 V. Because of this, the current increases, reaching 110-130 A.
An automatic control system, powered by the secondary winding, helps maintain the desired welding mode. This is a complex device, so each model and each manufacturer may have its own control units. In any case, they provide a high level of quality.
Technical characteristics of popular models
Phoenix 301 Car Expert
| Maximum welding current | 300 A |
| Technologies | MIG/MAG, MMA, VIG-Liftarc, rootArc |
| Control system block | Progress |
| Cooling type | gas |
| Modes used | two-stroke, four-stroke, interval and spot welding |
| Possibility to select polarity | present |
| Filler material feeder | 4 roller |
| Remote controller | present |
Welding machine Phoenix 301 Car Expert
Phoenix 330 Puls
| Maximum welding current | 330 A |
| Technologies | MIG/MAG, MMA, VIG-Liftarc, rootArc |
| Control system block | Progress |
| Cooling type | gas |
| Modes used | two-stroke, four-stroke, interval and spot welding |
| Possibility to select polarity | present |
| Filler material feeder | 4 roller |
| Remote controller | present |
Welding machine Phoenix 330 Puls
Phoenix 351 Puls 2DV DW
| Maximum welding current | 350 A |
| Technologies | MIG/MAG, MMA, VIG-Liftarc, rootArc |
| Control system block | Progress – 256 modes |
| Cooling type | gas (volume 12 liters) |
| Modes used | two-stroke, four-stroke, interval and spot welding |
| Possibility to select polarity | present |
| Filler material feeder | 4 roller |
| Remote controller | present |
Welding machine Phoenix 351 Puls 2DV DW
Features of choice
Having figured out how a pulse welding machine differs from an ordinary one, you should pay attention to the principle of choosing these products
As with the selection of standard inverters, it is very important to select the maximum operating parameters. Only here everything is determined not by the maximum current, but by the voltage with which the device can operate
Only here everything is determined not by the maximum current, but by the voltage with which the device can operate.
In this case, the maximum characteristics are only the beginning of the choice. A much more important point is the software component, since it has become the main advantage of this type of technology. Here it is necessary to take into account which modes it supports, as this provides a wide range of uses. The control unit determines how technically advanced the inverter will be and in what modes it can operate.
You also need to pay attention to the dimensions. Some models weigh about 30 kg or more, which makes them difficult to use in many areas
It is best if massive devices have a movement system in the form of wheels attached to the body or other transportation solutions. An important point is a good cooling system, since at high power there is always a risk of overheating and you need to try to avoid this.
Budget inverter models
Nowadays, the range of inverter welding machines is so large that it is not easy for a home craftsman to disassemble and choose the best option for himself. On our website we often talk about devices for home and work, make ratings and share our experiences. In this article, we will tell you about some inverters that are suitable for home welding. The list includes three inexpensive inverters.
EUROLUX IWM 190
Eurolux IWM 190 is one of the most budget inverters on the market, which has also gained popularity among many home welders. Now this device can be purchased for no more than $70, practically for nothing. Especially when you consider that devices with the same characteristics, but from more famous manufacturers, cost many times more. We can say that the price is the main advantage of this inverter.
The IWM 190 model from EUROLUX is designed for MMA welding (manual arc welding with a coated electrode). For work, you can use rods with a diameter of up to 3 mm, which is enough for most household work. The device is very light and compact, but despite this it produces all 190 Amperes.
IWM 190 has no additional functions. If the manufacturer decided to equip this inverter with, say, arc force or anti-stick, then its price would immediately increase. The machine comes complete with welding cables, an electrode holder and a ground clamp. But we do not recommend using them, the quality is unsatisfactory. It is better to purchase all the components separately, choosing high-quality ones.
The Eurolux IWM 190 will definitely appeal to a novice welder or a summer resident who already has basic welding skills. The device is not very productive, but for the money it does an excellent job with small tasks like welding a greenhouse or repairing a gate.
TORUS 200C SUPER
But what if you need a more functional inverter, which should become a real assistant in the household or garage? At the same time, finances, as always, sing romances, and you want to save money... In this case, pay attention to the Torus 200C Super inverter. This is a completely Russian device, designed and assembled in Russia.
Thanks to domestic production, it was possible to make a functional, yet inexpensive inverter costing about $200. For this price the device is very good. Torus 200C Super allows you to perform not only MMA, but also TIG welding.
The characteristics are sufficient for working at home: the maximum welding current is 200 Amps, and the switching parameter is 100% if you are welding thin metal. The latter feature is generally rarely found in household-grade inverters. Most devices need frequent rest to avoid overheating, but Torus 200C Super works without interruption.
This model from the Torus brand is suitable not only for a beginner, but also for a practitioner. The arc is ignited easily and burns without problems, the seams are decent, especially in TIG mode.
BLUEWELD PRESTIGE 186 PRO
The last inverter on our short list is the BLUEWELD Prestige 186 PRO. The device was assembled in Italy, according to the manufacturer. The assembly is really of very high quality, as are the components from which the device is assembled. Due to the European rather than Chinese or Russian assembly, the manufacturer sells this device at a slightly inflated price, but this is a normal situation. European quality is always valued more than any other.
The BLUEWELD Prestige 186 PRO is capable of MMA and TIG welding, but we still believe that its main operating mode is MMA. It is with MMA welding that maximum productivity can be achieved. But this does not mean that TIG welding is completely bad here. Not at all. It is rather not intended for permanent use. If you weld a couple of times a year, value quality and are willing to overpay a little, then take a closer look at this model.
As for the technical characteristics, they are quite modest. Maximum current - 160 Amperes, switching parameter 60%. This is less than the devices above, but the characteristics are absolutely real and the device uses them very rationally. The weight of BLUEWELD Prestige 186 PRO is about 5 kg, which is very convenient.
DIY pulse welding machine
At home, you can make a welding machine with your own hands. Spare parts for this device can be easily found on sale, but some subtleties must be taken into account.
Particular attention must be paid to transistors, as they quickly fail. Therefore, it is better not to skimp on these details.
A homemade welding inverter is equipped with four transistors, which are connected to insulated radiators.
In order to correctly assemble a pulse welding machine, it is necessary to calculate its power and current. Examples of calculations can be viewed on the Internet. The installed filter will help maintain a voltage of 220 V. To assemble your device, you will need tools and special devices, such as an oscilloscope, soldering iron, multimeter, voltmeter, etc. During assembly, safety precautions must be observed.
Types of pulse welding and their brief characteristics
The classification of types of pulsed-arc welding is based on the difference in methods of converting current to create a pulse. There are four of them in total: magnetic pulse, battery, inertial and capacitor.
Magnetic pulse view
The essence of this type of welding is the connection of metal parts by impact using a pulsed electromagnetic field in the process.
During the welding process, one part remains stationary, and the second is driven by the electromagnetic field generated by the welding installation. At the moment they come together, an arc is formed that welds the workpieces. Magnetic pulse welding is relevant in mechanical engineering for connecting tubular parts to each other and to other parts. It is also used for welding flat parts along their outer and inner contours . Magnetic pulse welding can be used to join parts with a workpiece thickness range of 0.5-2.5 mm.
This type of welding is not widely used due to the complexity of the technological adjustment process and the rapid wear of welding equipment.
Battery view
In welding machines designed for this type of welding, the required current for the pulse is generated using alkaline batteries. Their distinctive design feature is a low value of internal resistance, which allows them to produce a short-circuit current that is many times stronger than the standard discharge current . This type of welding is currently in the development stage and is not widely used.
Inertial view
Inertial welding uses the accumulated energy of a rotating flywheel, which is driven by the common shaft of a rotary power generator.
Friction welding scheme
At the moment of welding, the speed of the flywheel slows down, and it transforms the stored kinetic energy in the form of a welding current pulse.
Capacitor type
In capacitor welding, the impulse required for the welding process is provided by the energy of a short current pulse when the capacitor is discharged. This type of welding has restrictions on the maximum cross-section of the workpieces being welded. Its scope is the connection of sheet metal with fasteners of various designs (studs, bushings, nails, etc.). It is also successfully used in the production of electronic components and instrument making, where it is necessary to weld small parts and thin metals together.
Advantages and disadvantages
The method is used when installing critical connections; it is convenient when installing pipelines - you can work with an electrode or filler wire in any position. Adjusting the pitch of the impulse points makes this method universal. Pulse welding has advantages and a number of possibilities. Pros:
- Due to a short-term impulse, the drop falls evenly into the metal junction zone. Pulse devices can significantly increase the penetration rate. It becomes possible to join parts for which conventional electric arc welding is not applicable, for example, joining thin sheets of aluminum.
- Excellent quality of the seam - the bead is formed uniformly, with smooth edges, it does not require stripping, additional processing, or forging.
- The risk of burns and lack of penetration is reduced; defects occur in exceptional cases with unstable voltage.
- Metal spattering in the melt bath is eliminated.
- The consumption of electrodes or wire when working semi-automatically is reduced by up to two times.
- Connection possibilities are expanded: pulse welding connects dissimilar metals.
- Precise control of the additive melt moment, stability of operating conditions.
- During startup, the risk of short circuit is eliminated.
Minuses:
- The converter gets too hot - it is necessary to provide a reliable cooling system.
- Cannot be used over large areas.
- Models for domestic use have not been developed; industrial ones are too expensive.
- The TIG mode has low efficiency; it is necessary to regulate the additive supply mode.
Advantages and disadvantages
The pulse-arc welding method was developed as a more versatile and productive alternative to the arc method. Among its advantages are:
- eliminating possible defects in the form of burns and non-fusion;
- no metal spattering during the welding process;
- economical consumption of welding wire and electrodes;
- Possibility of welding metals of different compositions;
- Due to the small number of defects that occur, the processing of weld seams is significantly simplified.
Disadvantage of the pulse-arc welding method: this method is not applicable for large welding volumes.
Features of pulse welding
When the main operating current is used in the background, and the power load increases in pulses against it, the melt droplets formed on the electrode fall in an orderly manner. The main law of welding technology: one pulse - one drop; due to electrodynamic forces, the neck of the drop narrows, it breaks away from the electrode. By adjusting the amount of pauses between drops, you can control:
- bath formation process;
- size of the weld bead;
- connection form.
The use of pulses allows you to reduce the operating current to lower limits. The filler material is significantly saved. The risk of lack of penetration is reduced. Directional melt transfer allows welding low-gap joints of any thickness.
Pulse welding technology
This welding was developed as a competitive method of electric arc technology, where there are certain disadvantages in the productivity and quality of the weld. Source lavka.biz.ua
Pulse Welding, as mentioned above, is an arc, only in this case the arc is protected by gas shell. When a pulse current is applied to the welding current, the latter is only 10-15% of the former. There are also designs with a double pulse (Double Impulse), where the Impulse is modulated, allowing you to change the shape, angle and wavefront, which makes corrections to the fine-droplet transfer of metal during operation. One of the features of the definition of Pulse Arc Welding is the oscillation of alternating pulses with a frequency of up to 250 Hz.
Such features of pulse welding make it possible to increase the power load, which, in turn, minimizes the likelihood of unwelded sections of the seam, and also leads to savings in filler material. In this case, the main or base arc is interrupted for the duration of the pulse, that is, it has an on/off mode specified by the program, which takes into account the type of metal, the thickness of the edges, as well as the size and position (vertical, horizontal) of the weld pool. It turns out that the workpiece melts under the influence of the high temperature of the arc, and then is transferred to the bath with virtually no splashes. Despite the high thermal performance, technologies of this type make it possible to avoid through-burning of metal.
AC
Semi-automatic welding inverter
This device has a simple design. In essence, this is a step-down power transformer with a certain number of secondary winding terminals. Such devices are divided into:
- semi-automatic devices operating using an electrode wire in an inert and protective gas environment;
- inverters for argon manual electric welding using non-consumable tungsten electrodes;
- equipment for carrying out work using the contact method.
Pobeda AC 250 (MMA) – thermal protection function with overheating indication
This inverter-type device produces an even seam when connecting elements and steel structures. Suitable for use as a construction aid in a country house or in a private workshop.
The unit is suitable for welding non-ferrous, ferrous metals and steels. The small handle and light weight make it easy to carry the Pobeda around the work site. The model is equipped with an effective cooling system and a thermal protection function with overheating indication.
This device has anti-stick and hot start functions. The inverter has manual arc welding. Operates with a power of 5 kW, electrode diameter from 1.6 to 5 mm. There is one phase when feeding. The open circuit voltage is 65 W.
The weight of the device is 4 kg. Due to its lightness, the inverter device is easy to carry around the work site. The kit includes a carrying strap, an electrode holder, instructions and a ground terminal. The reliability of the seam is ensured by a high-quality arc.
Pros:
- price;
- high-quality assembly;
- good seam.
Minuses:
short wires.
BIZON 205 PN-3 (MMA) – does not heat up during operation
This large Russian manufacturer produces equipment and materials for construction and repair, as well as electric hand tools.
The brand has been producing inverter devices since 2005. Protection against short circuits and overheating, the ability to operate at low voltage, stable arc support and ease of ignition make these devices very popular.
The inverter has one power phase. The operating power is 5 kW. Duration of switching on at maximum voltage 30%. The unit can be used at temperatures from -10 to 40 °C. Suitable even for welding structures in northern conditions. The kit includes a cable with an electrical holder, a ground cable and clamps.
Pros:
- does not heat up during operation;
- easy;
- compact;
- good seam quality;
- price.
Minuses:
there is no protection on the board in the case.
Aurora STICKMATE 205 (TIG, MMA) – compact and lightweight
This brand is from Russia, but its products are made in China. The catalog is presented with semi-automatic inverters for industrial and home use. All of them operate in a network with a voltage of 220 V and 380 V.
Such models are suitable for welding seams of copper, cast iron, and aluminum products. The manufactured devices operate on alternating current in an argon environment.
A special feature of this unit is manual arc and argon arc welding. The maximum generated voltage is 200 A.
The diameter of the electrodes is from 1.2 to 1.6 mm. There is a hot start and anti-stick function. The open circuit voltage of this inverter is 58 V. Duration of switching on at a maximum current of 40%.
Arc force and VRD function are present. The output voltage type is variable. The device operates at temperatures from -25 to +50 °C. Suitable even for very hot climates. The weight of the welding machine is 3 kg. The kit includes one ground clamp, two cables, and an electrode holder.
Pros:
- operates from -20 to +50 °C;
- small and dimensions;
- price.
Minuses:
sometimes overheats after 6 hours of operation.
ESAB LHN 200i Plus (TIG, MMA) – regulation of welding current frequency
The device has a hot start function and arc force. Open circuit voltage is 77 V. Duration of switching on at a maximum current of 40%.
The device weighs almost 6 kg. Produces a choice of manual and argon welding arcs. The diameter of the electrodes is from one to 4 mm. Operates at temperatures from -20 to 45 °C.
And the device has a well-thought-out cooling system, which includes two miniature fans. The inverter can be used to make seams with any types of electrodes. Hot start technology ensures stability and reliable ignition of the arc.
The frequency of the welding current can be adjusted during welding. Using this device, you can connect elements made of copper, magnesium, carbon steel, stainless steel, titanium, and alloy steel. Suitable for pipe welding.
Pros:
- two types of welding;
- price.
Minuses :
heavy weight.
Scope of use
Initially, this method was invented for welding stainless steel. Its first application was the construction of the American train Pioneer Zephyr in 1932, where the use of stainless steel welded in this way made it possible to reduce the weight of the train and, therefore, increase its speed parameters.
Later it turned out that pulsed-arc welding can be successfully used when joining together both different grades of steel and non-ferrous metals: aluminum, copper, nickel alloys and titanium.
The range of workpieces that can be welded using the pulse welding method is from 1 to 50 mm.
Nowadays, the pulse-arc method is widely used in the installation of pipelines for various purposes. It provides a high-quality weld with virtually no defects, a well-formed return bead that does not require stripping, and sufficient strength of the welded joint, which is a priority for these types of structures.
Micropulse welding
To work with dental titanium alloys in dental prosthetics, micro-arc welding devices have been developed that make it possible to connect thin-sheet elements no worse than lasers. Micropulse welding forms a high-quality butt joint that does not require additional surface treatment.
The compact device is very convenient and inexpensive.
Purchased by small dental laboratories and large orthopedic centers. A closed body, a convenient needle tip with LED illumination - this device is used by dental technicians who do not have welding experience. No tags for this post.