The person who has started or is engaged in repairs must be well acquainted with polymers. This material is widely used in plumbing. Polyethylene (PE) compounds are one of the most common today. It is widely used both for welding polyethylene pipes with your own hands, using a machine for welding polyethylene pipes, and in production: water supply, sewerage and lines for chemical liquids. More precisely, welding of HDPE pipes is widely used. This is low pressure or high density PE. It has a number of positive characteristics, which makes it so popular and gradually replacing materials such as cast iron, steel and concrete. Soldering of PE pipes is characterized by the following features:
- Possibility of long-term operation (more than 50 years).
- Fearless to corrosion, not afraid of aggressive environmental conditions.
- Welding parameters are very versatile. This is used by people far from the profession of welder and builder, using special equipment for welding polyethylene pipes at home. Considering that welding services are subject to payment, this option is very profitable for many people.
- Relatively affordable price.
- Strength.
- Availability of several technologies for soldering HDPE pipes.
- Equipment for welding PE pipes is easy to use.
- The instructions for welding PE pipes are simple for the average person.
- Fast welding time.
- A do-it-yourself device for soldering HDPE connections is relatively inexpensive.
- Welding HDPE pipes with your own hands is safe, subject to a small number of conditions and safety rules.
- A light weight.
- Elastic and do not crack.
- Suitable for regions with seismic activity.
- Environmentally friendly.
- Quick installation.
PE connection methods
There are several types of polyethylene pipe connections.
They are divided into several groups:
- detachable;
- one-piece.
The first allows you to disassemble the finished structure. It is used when disassembly is necessary after use. Metal flanges are used for connections. The most durable connection is considered to be a permanent connection. It is achieved by soldering or welding, which is divided into coupling and butt welding.
Advantages and disadvantages
HDPE is low-density polyethylene, which is a polymer of ethylene. It is marked PE or PE and is white in color (thin designs are completely transparent). Sometimes HDPE products are painted black, blue, gray and other colors. A blue stripe on the pipe means that it can be used for water supply systems.
Most often, the installation of polyethylene pipes is carried out for the installation of cold water supply systems, sewage systems and a number of aggressive environments. The diameter of such products reaches 1600 mm. In addition, they are used for wiring the Internet, telephone communications, and power supply.
The main advantages of low-density polyethylene:
- long service life - some manufacturers provide a 50-year warranty on their products;
- affordable price;
- frost resistance - HDPE pipes can withstand multiple thawing/freezing cycles;
- inertness to chemicals - HDPE is highly resistant even to acids and alkalis;
- resistance to corrosion;
- environmental friendliness;
- safety for the human body;
- smooth internal surfaces prevent salts from settling on the walls;
- excellent ductility;
- high level of strength;
- small weight;
- easy maintenance;
- simple and quick installation.
Despite the wide list of advantages of polyethylene, it also has a number of disadvantages. The main ones:
- Low resistance to ultraviolet radiation. The material gradually deteriorates in the sun, so it cannot be laid outdoors without the use of special boxes and covers.
- Low heat resistance. HDPE products can only be used for transporting water with a temperature of no more than +60 degrees. To install heating systems, you need to use products made of cross-linked polyethylene.
- Unaesthetic. Some designs may not accommodate black or striped HDPE pipes.
- The operational characteristics of these structures do not allow their use in the industrial sector.
- Reinforced products have minimal flexibility.
Butt welding of HDPE pipes
The work is carried out using welding equipment designed for welding polyethylene parts. The maximum effect is achieved when soldering pipes made of HDPE. This method is used for laying an open pipeline, as well as the trench method. To achieve high strength butt welding, the overall connection is made with a single seam. When welding multiple seams, the joint strength can sometimes be too low.
Special equipment
Forethought is required when selecting equipment
It is important to consider the complexity of the work. To cope with large volumes of films, industrial equipment is used. https://www.youtube.com/embed/WPizsSZjyCo
Special devices are used to join polyethylene. Their prices vary. It is worth noting the budget model PP-40.
It allows you to get an even and durable seam on any contour: straight or complex. PP-40 is shaped like a soldering iron, but has a different tip.
They also use special attachments for electric irons. They are made from sheet metal, such as aluminum. The base of the nozzles is made flat and ribbed. This surface firmly fixes the film joint during welding.
The edges of the film are secured with ribs. Then move the strip along the area to be welded. This creates a double seam.
Large jobs require the use of more serious tools. To create a large-area film joint, you will need special welding equipment.
Such equipment is equipped with settings for the level of pressure, temperature, and the speed of movement of the heated element along the surface of the polyethylene. In household options for forming film seams, there are no such functions.
In addition to setting regulators, soldering machines are equipped with roller mechanisms. These are setting and tension elements that stabilize the speed of advance of the film sheets being welded.
This improves the quality of polyethylene soldering and increases the strength of the connection.
There are devices that use different heating methods: air and contact. Air heating is produced by exposing the material to hot air. Contact involves a heating element in contact with the material.
Socket welding of HDPE pipes
The work is carried out with special welding equipment (soldering iron), equipped with a variety of special nozzles of a certain diameter.
To obtain a strong connection, installers use all kinds of fittings:
- corners;
- tees;
- couplings.
Welding HDPE products using soldering equipment is easy to do yourself.
To do this, you need to follow certain rules:
- workpieces of a certain size are prepared using special scissors;
- clean the ends of the parts to be connected;
- to prevent dirt from getting in, plug the pipes that will not be welded at this time;
- Clean the heated parts of the soldering iron.
After the preparatory work, soldering is performed in a certain sequence:
- The soldering iron is heated to the desired temperature. The indicator will show maximum heating.
- The workpiece is inserted into a special sleeve.
- The fitting is pushed in firmly until it stops.
- After five seconds, the heated blanks are removed. T
- The pipes are connected to the fitting, creating tight contact with the formed burr (annular roller at the ends of the heated parts).
- The welded pipes must cool completely. At this moment they should not experience external influences.
The soldering process is accessible to anyone. But there are several subtleties that need to be taken into account. The duration of the soldering process is determined using special tables depending on the diameter of the pipe.
In the case of sleeve soldering, pressing on the inserted parts must be stopped if they touch the stop. If this rule is ignored, the strength of the connection will be very low. Since it is quite difficult to determine the amount of immersion of a part during welding, the depth must first be measured and a bright mark applied to the surface of the part.
Expert advice
After installation, the system must be thoroughly checked by filling it with water. If a leak is detected, the connecting parts must be tightened. However, the press fitting in such a situation must be completely replaced. It is necessary to check underfloor heating systems before installing the screed. In such a situation, it is prohibited to use compression assembly technology. Secondary compression of the press fittings must not be allowed, so maximum physical force must be applied during installation.
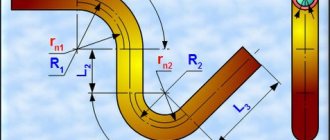
Small diameter HDPE pipes can be bent without the use of tools. When laying a pipeline under the surface of the earth, where the aesthetic component is of no importance, it is recommended to warm up the required area with a hairdryer, and then carefully bend the pipe. If you need to create neat bends of small diameter, after heating the product, you need to place it in a mandrel made from scrap materials. After heating, the pipes should cool for 10-15 minutes. If possible, it is advisable to use a special pipe bender.
Electric socket welding
This option is used to form joints with increased strength. When working, they use a special electric coupling, complete with heating (embedded) parts. During welding, use fittings equipped with heating coils. Partial melting makes it possible to obtain a monolithic structure.
The main advantage of electrofusion welding is the absence of burr formation. Parts can be welded in the most difficult to reach places - no need to install large welding machines.
Technological process of electric sleeve welding
- Pipe blanks are cut with special scissors (maintained to a certain size).
- The electrofusion coupling, as well as the surface of the workpieces, are thoroughly cleaned. Remove grease, accumulated dirt and dust.
- To control the desired depth of insertion of the workpiece into the coupling, it is necessary to apply a bright mark to it.
- Holes in pipes that cannot be welded are closed with plugs. This avoids cooling.
- Using cables, the electrofusion coupling is connected to the welding machine.
- To start the welding process, you must press the “Start” button. The device turns off automatically after welding is completed.
- In order for the welded joint to begin operation, it is necessary to wait one hour until the parts have completely hardened.
To achieve high quality welding, the parts must remain motionless, both during operation and during subsequent cooling.
An indicator of the quality of the resulting welded joint is the thickness of the bead. It should be 1/3 of half the size of the pipe thickness. The burr must cover the mark previously applied to the surface of the workpiece.
The permissible displacement of the welded areas should be no more than 10% of the wall thickness of the part.
Installation options
Technologically, it is possible to connect HDPE pipes without welding or using a special welding machine. Both methods have their advantages and disadvantages; let’s look at the advantages of each fastening method.
Cold welding or pressing is the simplest option; it is a very cheap and accessible method, which is performed through the use of special couplings. This technology is used mainly for large diameter pipelines - from 20 to 300 mm. Compression fittings for cold welding have the following advantages :
- Ease of use;
- Large selection of sizes;
- Ensuring a tight connection with high sealing performance.
But pressing is mainly used only for fastening non-pressure water connections. Plastic pipes have relatively low rigidity, due to which, under strong internal pressure, the seam can simply separate, unlike welding fasteners, which are considered “dead.”
Classic welding, or as they say, soldering of HDPE pipes can be performed using the electrofusion method, or a specific welding apparatus is used to carry it out. Electrofusion couplings are a very practical method of connecting metal gas pipes, as well as plastic water supply communications. A coupling of a certain diameter is installed on the free section of the outlet, after which the second section of pipe is pushed into it. This kind of soldering is also called butt soldering, due to the fact that in order to achieve the most durable and tight fastening, it is necessary to install parts of the pipeline very tightly with a minimum gap.
Photo - fittings
It is convenient to work with couplings on large diameters, but this is not the best solution for washbasin outlets or heating communications. But flanged HDPE connections, if necessary, can be removed and urgent repairs can be made.
Photo - butt
Manual soldering of pipes is carried out using a soldering iron; it requires special equipment for organizing HDPE connections. To carry out such work, the temperature of the heating elements and the holding time are very important. Please note that these parameters are selected based on the technical characteristics of the soldering device, the thickness of the HDPE and the diameter of the taps.
Advantages of the technique:
- This is the most durable and reliable option. Due to the implementation of permanent fastening, it can be used both for pressure HDB and for non-pressure connections of shut-off valves;
- Flange connections can be used both when attaching an external system and when installing internal main pipes;
- No prior training required. It is enough to watch the video and read the SNiP standards, which detail how to trim, install and fasten.
But the disadvantages are that the connection cannot be removed if necessary. Despite all the advantages of this, sometimes it is necessary to open and clean the pipe.
Which method to choose
Each of the above options has positive as well as negative sides. Under certain conditions, not every method can be used to weld HDPE pressure pipes. There are several important factors that influence the creation of welded joints of PE pipes, depending on specific conditions.
For example, in order to achieve a flexible connection along the entire length of the pipeline and eliminate the formation of hard sections, butt welding is considered the optimal method. Its additional positive qualities include high efficiency, ease of operation and maintenance.
To perform soldering in hard-to-reach areas, when it is impossible to obtain axial displacements, when it is difficult to use other equipment, a coupling connection is considered ideal, the only acceptable one.
When it is necessary to perform work in a limited space, a hard-to-reach area, welding of HDPE products is carried out using the electrofusion method. An important advantage of this method is its speed. This is especially important when performing urgent work.
If, when performing short-term work, you do not need to use soldering, when it is enough to create a one-time connection, you can use a temporary, special detachable connection.
Quality control
It is carried out visually or using special equipment, only after this the next docking begins.
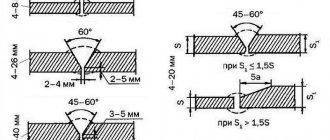
The seam must be smooth and look like a convex groove on the body of the pipe without gaps; displacement of parts is not allowed. For seam joints there are requirements specified in the relevant GOSTs; additional maintenance during operation is not provided. The height of the bead formed at the seam does not exceed 2.5 mm, with the exception of HDPE pipes with a wall thickness of 20 mm - their seam joint height is allowed up to 5 mm.