Perhaps the most interesting, based on the variety of qualities, brands, characteristics and applications, is a brass alloy. And, despite the fact that its price is lower than, say, copper, it is used even in the manufacture of jewelry. The composition of brass is simple, but different proportions give such diverse qualities that it needs to be discussed in detail.
From time immemorial
The history of brass is amazing. One of its components (zinc) was discovered in the 16th century, but the “union of metals” was used before the advent of our era.
Plato wrote about the legendary Atlantis:
“native orichalcum, extracted from the bowels of the earth in various places on the island, its value was second only to ... gold.”
The Roman Empire minted money from orichalcum. True, it was obtained by combining copper with kalmia (zinc oxide), mined in Britain. The deposits were depleted and orichalcum ceased to be melted.
Story
The documented history of brass begins one hundred years BC:
- At this time, the production of the alloy was mastered by the ancient Romans.
- 900 years later, residents of the Near and Middle East met him. The source of raw materials (copper, lead) were deposits in northern Persia (present-day Iran).
- During the same period, it was brought to the Caucasus along the Silk Road.
- The British were the first Europeans to acquire alloying at the end of the 18th century. It was a copper-zinc material.
The material's popularity over thousands of years has been bolstered by its resemblance to gold.
Properties
Brass is a compound of non-ferrous metals.
Alloys based on Zn content are divided into alpha brass and alpha + beta brass (single-phase and two-phase).
Often the structure of brass consists of both phases.
Characteristics:
- The thermal and electrical conductivity of the metal “union” is inferior to copper.
- Corrosion resistance is average between that of solid melt components.
- Has high technological properties.
- Brass is quite cheap, which is why the demand is high.
| Thermal conductivity | 121 W/(m K) |
| Density | 8921 kg/m³ and 7140 kg/m³ |
| Melting temperature | 932 °C[1][2] |
| Crystal system | cubic system |
| Poisson's ratio | 0,37 |
| Young's modulus | 115 ± 20 GPa, 100 GPa and 130 GPa |
| Young's modulus under compression | 50 GPa |
The chemical composition determines the properties:
- The surface of the products is covered with an oxide film (darkens).
- Single-phase alloys are characterized by high elasticity.
- Two-phase are famous for their durability.
Important: brass is not bronze.
Injection molding
Injection molding is a high-performance automated technological process for creating thin-walled parts from non-ferrous metals, steel and plastics.
At high speed, the liquid melt fills the mold. and then, as a result, castings of a given shape are obtained under pressure.
This article describes in detail the technology, equipment and products that can be obtained using the method.
Description of technological operations
The injection molding process is carried out in steel molds. The molten material is fed into the mold and crystallizes there under high pressure.
A mold is a technological casting equipment constructed from movable and fixed steel parts. The movable half moves along guide cylinders, the fixed half is fixed on a stationary plate.
Before pouring, the moving part is pressed tightly against the stationary part by a hydraulic cylinder and fixed in this position with special locks. After the workpiece hardens, the moving part of the equipment moves away, and the casting is pushed out by mechanical pushers.
Before closing the mold, the surfaces in contact with the molten metal are coated with a release agent.
The special composition ensures smooth separation of castings after casting and protects the steel from the negative effects of high temperatures.
Injection molding is performed automatically in industrial plants. The main unit of this equipment is the pressing chamber; it can be cold or hot.
The cold chamber is a horizontal cylinder with a piston inside and a funnel designed to pour in the melt. After pouring the metal, the piston moves inside the cylinder, pumping the melt into the mold.
After filling the mold, the force on the piston increases to create sufficient pressure to crystallize the metal.
The hot pressing chamber is a molten bath located in a heated cast iron crucible. The forward movement of the piston pushes the melt out of the crucible. The metal rises through the channel and enters the mold. The channel design includes a heated mouthpiece. This element is needed to prevent the liquid metal from solidifying inside.
After the part has solidified, the remaining melt from the channel is drained back into the cast iron bath. Equipment of this type is used for products made of zinc and magnesium alloys.
Melt heating temperature
Heating of the material for injection molding is carried out based on the grade of the alloy and the geometric parameters of the part. If the melt is overheated, when filling the mold, splashes enter the ventilation holes and clog them. This leads to deterioration of the gas outlet and, as a consequence, to the appearance of pores in the casting.
The high temperature of the liquid metal leads to an increase in the solidification time of the product, as a result, more time is needed for the entire technological process.
Equipment wear increases due to prolonged contact with the superheated melt.
The danger of welding the poured metal to the equipment increases, which can cause damage to the part when being pushed out. All this leads to rapid wear of the mold.
In injection molding, the melt is compressed at a minimum temperature. Non-ferrous metals are heated only 10–300ºС above the temperature at which the alloy completely hardens. With small thicknesses of casting elements, the alloy must be heated more strongly. To cast large products with simple configurations, the alloy is heated just above its melting point.
For parts that have high strength requirements, the metal is poured in a solid-liquid state. This provides the following benefits:
- prevent the appearance of shrinkage defects in the casting;
- reduce thermal impact on equipment;
- reduce the cooling time of the product;
- reduce the risk of welding of the mold and casting.
Metal with inclusions of the solid phase can be pressed only in installations with a cold chamber. When using equipment with a hot chamber, there is a risk of melt solidification in the supply channel.
An example of injection molding of aluminum parts is the percentage of solid particles in the melt, when the mold is filled smoothly and the quality of the casting remains at a high level, ranges from 40 to 60%.
Melt feed rate into the mold
The piston compresses the metal into the mold at a certain speed. The value is selected depending on the characteristics of the alloy and the geometric parameters of the casting.
If the product is simple with thick walls, high pressing speed is not needed. If the part has complex geometry and thin elements, the pressing speed must be high.
This is required so that the melt has time to fill all narrow cavities before solidification.
Too high a flow rate of molten material causes the following phenomenon: the jet will split into small droplets, forming a mixture of melt and air. If the number of channels for exhaust gases is insufficient or they are clogged with metal, air bubbles will remain in the casting. This will lead to the formation of pores in the metal; to eliminate such defects, the mold is placed in a vacuum.
The quality of castings and the durability of equipment depend on the speed of movement of the melt. If the injection molding speed is too high, the protective lubricant may be washed off from the surfaces in contact with the liquid metal. This will cause the casting to weld to the mold and may damage or break when pushed out.
Feeding too slowly will reduce the quality of the part. The metal will solidify while the mold is being filled before the force is increased. The speed at which the melt enters the mold during injection molding is usually selected in the range from 10 to 50 m/s. Low speed is used for casting parts made of steel and copper alloys; high speed is required for tin and zinc alloys.
Pressure on the melt during solidification
At the moment when the melt completely fills the mold, the force on the piston increases many times. The pressure does not stop until the metal has completely hardened.
As a result, the density and mechanical characteristics of the casting increase, and shrinkage defects do not form in it.
With increasing compression force, the number of defective products decreases, the cleanliness of the metal surface increases, and the quality of castings improves.
The higher the requirements for the strength of the part, the greater the pressing force must be. Aluminum alloys are pressed at pressures from 40 to 200 MPa. For magnesium-based alloys, from 40 to 180 MPa are used. Zinc alloys are subjected to pressure from 10 to 50 MPa. To ensure high quality, as the wall thickness increases, the pressure during crystallization must be increased.
Mold heating temperature
Before feeding the liquid alloy, foundry equipment must be heated to a certain temperature, which is selected for each alloy depending on the wall thickness of the product. Mold preheating temperature:
- for zinc casting up to 120–1600 ºС;
- magnesium 200–2400 ºС;
- aluminum 180–2500 ºС;
- steel 200–2800 ºС;
- brass 280–3200 ºС.
If the casting is thin-walled, the mold is heated to a temperature closer to the higher values of the above intervals. For thick-walled parts - closer to the lower value. This is necessary so that in thin-walled castings the melt does not harden during the filling of the mold. In the technology of pouring large parts, on the contrary, it is necessary to increase the solidification speed.
Advantages and disadvantages of injection molding
Castings made on injection molding machines are parts with low roughness, high precision, which do not require mechanical processing or it is minimal. After casting, the parts are sent to cutting presses, where the sprues and washers are removed from them.
A process consisting of a small number of operations can be fully automated. Due to the simplicity of operations, rapid solidification of the metal and automatic removal of products, this process is highly productive.
The disadvantage of the technology is the complexity and high cost of technological equipment. It is not economically rational to use injection molding in medium-scale and small-scale production. The method is not suitable for casting refractory metals that melt at a temperature higher than steel.
This technology is not used for the production of large castings, since the advantages of the method disappear due to uneven solidification, and due to the high price of large-scale high-precision equipment, the use of this method is not economically feasible.
Application
Injection molding produces thin-walled parts with complex geometries. This technology makes products from copper, aluminum, zinc, magnesium alloys, steel and plastic. This technology makes it possible to perform geometrically complex castings with element thicknesses up to 1 mm.
Injection molding is used in the following industries:
- instrument making;
- automotive industry;
- aircraft manufacturing;
- machine tool industry;
- production of mixer elements.
- production of household appliances;
Injection molding is widely used for the production of products from polyethylene, polypropylene and other synthetic materials. Due to the high cost of the equipment used, this technology is economically justified only in mass or large-scale production.
Today, not a single machine-building enterprise that mass-produces parts for household appliances, appliances, internal combustion engines and other high-tech mechanisms can do without injection molding installations.
Brass cannot be found in nature
Informative: native brass was found at the end of the 20th century, it is “zinc copper”.
Brass is practically never found in nature. Deposits of zinc copper are rare and are not of industrial interest. People themselves alloy copper and zinc in the required proportions.
We recommend: NIOBIUM - myths and reality
The components of the metal alloy are extracted from the corresponding deposits.
Interesting: More than half of the zinc used to produce the gold alloy is obtained through recycling.
Alloys, grades
Based on their composition, brass is divided into two-component (zinc alloy) and multi-component. These metal alloys may contain tin Sn, Pb (lead), Al (aluminium), nickel Ni, manganese Mn.
Using the marking formula, it is easy to determine which metals the alloy contains and in what quantities.
The marking of two-component alloys consists of the letter L, to which a number is added - the percentage of copper. Example: L59, L75.
The markings of multi-component brasses indicate the first letters of the metal and its percentage. Example: LTs16K4 - zinc content 16%, silicon 4%, the rest copper.
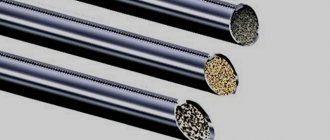
Microstructure of ground and etched brass alloy under 400x magnification
Production methods
A copper alloy such as brass lends itself well to various processing methods. Thus, various products can be produced from this alloy using forging, stamping and drawing methods, and due to its relatively low melting point and good fluidity in the molten state, it is actively used in foundries.
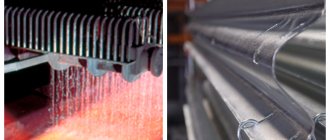
Pouring molten brass into molds
Brass, the main alloying element in which is zinc, is obtained by melting:
- in crucibles made of refractory material (for heating, crucibles together with alloy components are placed in shaft or flame furnaces);
- in reverberatory furnaces (when using this method, smelting is performed without the use of crucibles).
When smelting a brass alloy, one should take into account the fact that zinc will actively evaporate during this procedure, so the amount of this metal should be calculated with some margin.
What does a ligature give?
| Additive | Property |
| Manganese | Improved corrosion resistance and strength |
| Tin | Increases strength, slows down corrosion in seawater |
| Nickel | Improves overall corrosion resistance in aggressive environments |
| Lead | Improves cutting performance, but degrades mechanical properties |
| Silicon | In combination with lead, it increases anti-friction properties |
The content of more than 20% zinc in the solid melt leads to deformation and corrosion spreading. This drawback is corrected by annealing the products at a temperature of 250-300 degrees.
Important: the more zinc in the alloy, the cheaper it is.
Application
Good mechanical properties, relative cheapness - these advantages ensured constant demand for the former orichalcum.
Brass alloys are used in parts for which the following are important:
- plastic;
- deformability;
- fluidity;
- processing ability.
Modern orichalcum has a pleasant golden color. It is used in the production of accessories, artistic products (cups, badges, insignia, orders and medals).
We recommend: TITANIUM - the superman of metals
However, brass is not a precious metal.
- The alloy has found application in the manufacture of pipelines and parts for sea vessels.
- Indispensable in the manufacture of instruments and parts for chemical production.
- Gears, nuts, bushings, bolts - brass is needed everywhere.
- It is used in hydraulic systems of cars, printing matrices, and parts of mechanical watches.
| Double wrought brasses | |
| Brand | Application area |
| L96, L90 | Parts of machines, thermal and chemical equipment, coils, bellows, etc. |
| L85 | Parts of machines, thermal and chemical equipment, coils, bellows, etc. |
| L80 | Parts of machines, thermal and chemical equipment, coils, bellows, etc. |
| L70 | Sleeves for chemical equipment, individual stamped products |
| L68 | Most stamped products |
| L63 | Nuts, bolts, car parts, condenser pipes |
| L60 | Thick-walled pipes, nuts, machine parts. |
| Multi-component wrought brasses | |
| Brand | Application area |
| LA77-2 | Marine condenser pipes |
| LAZ60-1-1 | Details of sea vessels. |
| LAN59-3-2 | Parts of chemical equipment, electrical machines, marine vessels |
| LZhMa59-1-1 | Bearing shells, aircraft and marine parts |
| LN65-5 | Gauge and condenser tubes |
| LMts58- 2 | Nuts, bolts, fittings, machine parts, Soviet small change coin of the 1958 model, in denomination 1-5 kopecks. |
| LMtsA57-3-1 | Details of sea and river vessels |
| LO90-1 | Condenser pipes of heating equipment |
| LO70-1 | Condenser pipes of heating equipment |
| LO62-1 | Condenser pipes of heating equipment |
| LO60-1 | Condenser pipes of heating equipment |
| LS63-3 | Watch parts, bushings |
| LS74-3 | Watch parts, bushings |
| LS64-2 | Printing matrices |
| LS60-1 | Nuts, bolts, gears, bushings |
| LS59-1 | Nuts, bolts, gears, bushings |
| LZhS58-1-1 | Parts made by cutting |
| LK80-3 | Corrosion-resistant machine parts |
| LMsh68-0.05 | Condenser pipes |
| LANKMts75- 2- 2.5- 0.5- 0.5 | Springs, pressure tubes |
Foundry brasses
| Brand | Application area |
| LTs16K4 | Reinforcement parts |
| LTs23A6ZhZMts2 | Solid worm screws, compression screw nuts |
| LCZOAZ | Corrosion-resistant parts |
| LTs40S | Cast fittings, bushings, cages, bearings |
| LTs40MtsZZH | Critical parts operating at temperatures up to 300 °C |
| LTs25S2 | Car hydraulic system fittings |
Jewelry alloys
A brass dice, next to it are zinc and a copper ingot.
| Jewelry alloys | ||
| Type of processing | Color | Alloy name |
| casting | yellow | Brass granules M67/33 |
| casting | green | Brass granules M60/40 |
| casting | gold | Brass granules M75/25 |
| casting | yellow | Brass granules M90 |
We recommend: RHODIUM - the royal rose of platinum group metals